When working with sheet metal, you might encounter the term “hem.” It’s a common process, but many are unsure exactly what it involves or how it can improve a product’s strength, appearance, and functionality. Are you wondering how this technique could benefit your sheet metal projects?
Whether you’re designing enclosures, panels, or other sheet metal products, using the proper hem technique can significantly impact the overall performance and look. Let’s explore the types of hems available and the best ways to apply them.
What is Sheet Metal Hem?
Sheet metal hemming involves bending or folding the edge of a metal sheet back onto itself to create a double-layered edge. This process strengthens the material, smooths sharp edges, and improves its overall appearance. It is widely used in applications requiring durability and precision, such as automotive panels, electronics, and construction components.
Purpose of Sheet Metal Hemming
The primary purpose of hemming is to strengthen the edges of sheet metal parts. This process also eliminates sharp edges, improving safety and enhancing the visual appeal of the metal components. Hemming provides added stiffness and durability, which is essential for parts that endure mechanical stress, vibration, or wear.
Types of Sheet Metal Hems
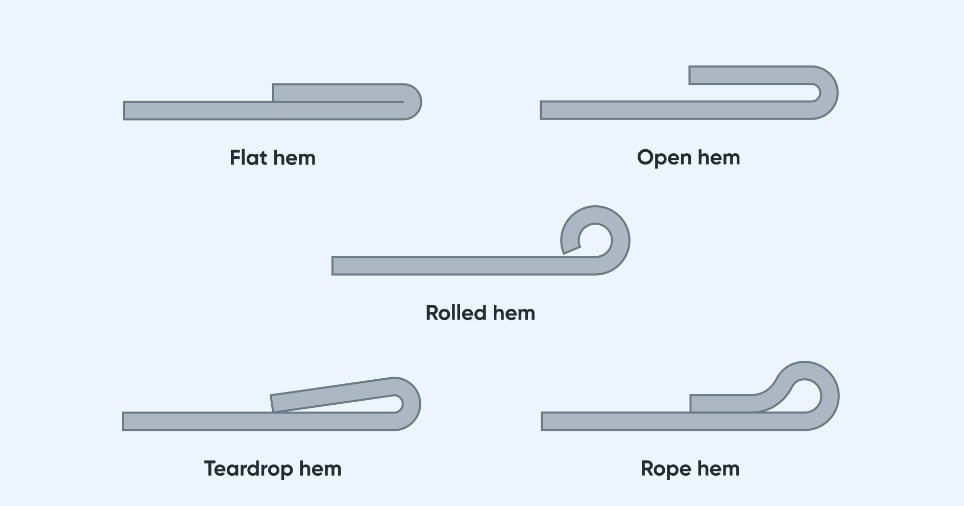
Hemming techniques vary depending on the specific requirements of the sheet metal part. Below are the most common types of sheet metal hems:
Flat Hem
One of the most popular types is the flat hem, often referred to as a closed hem or crushed hem. It involves folding the edge of the sheet metal at a 180-degree angle, with no gap between the folds. To create a flat hem, the metal edge is bent at around 145 degrees and then flattened using a press.
Flat hems work best with materials between 0.40 and 0.125 inches thick. Beyond 0.125 inches (3mm), the metal may fracture during bending, and certain metals, like aluminum, are not ideal for this type of hem due to their tendency to crack.
Rolled Hem
A rolled hem is similar to a flat hem but with a rounded edge. The sheet metal edge is gradually rolled over itself to create a smooth, curved finish. This type of hem provides a polished look and is often used when both strength and aesthetics are required.
While the rolled hem offers a more decisive edge, it can be more challenging to manufacture than the flat hem, requiring specialized equipment and precise control during the rolling process.
Teardrop Hem
A teardrop hem, also known as a tear-shaped hem, creates a closed loop resembling a tear. The returning flange is bent over 180 degrees, and a loop is formed. To achieve this shape, the sheet metal is first bent to more than 90 degrees and then rolled using a specialized metal hemming tool. The loop diameter must be at least equal to the sheet metal’s thickness.
Teardrop hems are ideal for materials that are fragile or less flexible, such as aluminum, which may not be suitable for flat or closed hemming. They are particularly valued for their resistance to deformation and ability to provide a strong, rounded edge.
Rope Hem
The rope hem has a similar appearance to the teardrop hem but with a flat returning flange on one end. The process starts with creating an open hem, which is then pressed to form the rope-like edge. This hem is suitable for less ductile materials and is commonly used when extra edge protection and resistance to deformation are required.
Rope hems are more complex and costly to produce due to the specialized equipment and labor needed for the process.
Open Hem
The open hem is quite similar to the closed or flat hem but with a gap between the returning flange and the sheet metal. To create an open hem, the metal is bent at around 145 degrees, and a shim is placed inside the fold before pressing it flat. This creates a small gap, typically ranging from 0.06 to 0.25 inches, between the fold and the material.
Open hems are often used for applications like handles or handheld products where a smooth, non-sharp edge is needed, but strength is not the primary concern. The open hem is ideal for materials within 0.125 inches in thickness but is limited by material properties and thickness for practical use.
How Does Sheet Metal Hemming Work?
The sheet metal hemming process improves strength, aesthetics, and safety in the final product. Here’s a breakdown of how sheet metal hemming works:
Step 1: Edge Preparation
The edge of the sheet metal must be properly prepared before hemming. This involves cleaning the metal surface to remove dirt, grease, or contaminants that could affect the bending process.
Step 2: Initial Flange Bend (Pre-hemming)
In this step, the sheet metal edge is bent at a slight angle, usually around 145 degrees, to form the initial flange. This bend creates the starting point for the hem and helps shape the edge before the final folding process.
Step 3: Forming the Hem
The pre-bent edge is folded back onto itself to create a double-layered edge. Depending on the type of hem being created, this is done using a press, roller, or specialized hemming tool.
Step 4: Finishing the Hem
After the hem has been formed, the final step is to smooth and finish the hemmed edge. This is typically done using a press brake or similar machine that applies consistent pressure to flatten and refine the hem. In some cases, additional polishing or grinding may be required to remove any sharp edges or imperfections.
Different Hemming Processes for Sheet Metal Parts
When it comes to hemming sheet metal, there are several processes available, each suited for different applications and production needs. Here are two of the most commonly used hemming processes:
Die Hemming Process
The die-hemming process is a precise and efficient method typically used for the mass production of sheet metal parts. In this process, the sheet metal edge is placed into a die, which shapes and folds the edge into a hem.
The die hemming process is particularly effective for creating closed hems, as it ensures high precision and repeatability. It can handle a variety of materials, including steel and aluminum, though it may require specific adjustments for more brittle materials.
Roll Hemming Process
The roll hemming process involves feeding the sheet metal through a set of rollers that gradually fold the edge of the metal over itself to create a hem. The metal is fed into the rollers in a continuous process, with each roller progressively shaping the metal until the desired hem is formed.
Roll hemming is commonly used for long or continuous parts and offers a smooth, consistent finish. It is beneficial for creating rolled hems or teardrop hems, where a soft, curved edge is required.

Advantages of Hemming in Sheet Metal Fabrication
Hemming brings several benefits to sheet metal parts, improving both their performance and appearance. Below are some of the key benefits of hemming:
Enhanced Structural Strength
Hemming strengthens the edges of sheet metal, making them more rigid and resistant to bending or deformation. This is especially valuable for parts that face mechanical stress, like those used in automotive and industrial applications.
Aesthetic and Functional Benefits
Hemming gives sheet metal parts smooth, rounded edges, improving their appearance and eliminating sharp points. It also enhances functionality by making parts more straightforward to handle and assemble.
Cost Efficiency in Manufacturing
Hemming can reduce the need for additional finishing processes like deburring, saving time and costs. By improving edge quality upfront, it streamlines production, particularly in high-volume manufacturing.
Improved Safety and Durability
Hemming improves safety during handling and assembly by smoothing sharp edges. It also adds durability, protecting edges from wear and ensuring the part lasts longer in use.
Limitations of Sheet Metal Hemming
While hemming offers many benefits, it also comes with some limitations. Here are the key drawbacks to consider:
Time-consuming
Hemming can be a time-consuming process, especially for complex or high-volume parts. The additional steps involved in forming and finishing the hem can slow down production, making it less ideal for projects with tight deadlines or low production runs.
Requires Skilled Labor
Hemming requires specialized knowledge and skill, particularly for processes like teardrop or rope hemming. Skilled labor is needed to ensure the hem is formed correctly, which can increase labor costs and make the process less efficient.
Deformation or Damage
Improper hemming or using unsuitable materials can lead to deformation or damage, especially for thin or brittle metals. Metals like aluminum may crack or fracture when bent too tightly, requiring careful handling and the right tools to avoid compromising the material’s integrity.
Applications of Sheet Metal Hem
Hemming is widely used across various industries to enhance the quality and functionality of sheet metal parts. Below are some typical applications of sheet metal hem:
Automotive Industry
In the automotive industry, hemming is essential for parts like door panels, fenders, and hoods. It not only improves the strength and safety of these components but also enhances their appearance by eliminating sharp edges.
Aerospace and Aviation
In aerospace and aviation, hemming is used for parts that require both strength and precision, such as fuselage panels and wing components. The process ensures that these parts can withstand high stress while maintaining a smooth and durable finish.
Construction and Architecture
Sheet metal hemming is applied in construction and architecture for parts like metal cladding, roofing panels, and framing. Hemmed edges provide a clean, professional look while increasing the structural integrity of the components.
Industrial Equipment
Hemming is used in industrial equipment manufacturing to enhance the strength and durability of parts such as machine housings, enclosures, and frames.

Best Practices for Effective Hemming
To achieve high-quality and durable hems, it’s essential to follow best practices during the hemming process. Here are some key guidelines:
Ensuring Precision in Measurement
Accurate measurements are crucial for creating consistent hems. Any slight deviation can lead to poor fitting or uneven edges. Use precise tools for measuring and marking the metal before starting the hemming process to ensure the hem is uniform across all parts.
Maintaining Consistent Hem Angle
Maintaining a consistent angle during the bending process is key to a smooth, uniform hem. The angle should be carefully controlled to avoid distortion or uneven folds. Using high-quality equipment, like a press brake or roller, can help maintain precision throughout the process.
Adjusting for Material Thickness Variations
Different materials and thicknesses require specific hemming techniques. The hemming process must be adjusted based on the thickness of the sheet metal to avoid issues like cracking or improper folding.
Conclusion
Hemming is a crucial technique in sheet metal fabrication. It offers numerous benefits, such as increased strength, improved aesthetics, and enhanced durability. It plays a vital role in various industries, providing functional and visual improvements to sheet metal parts.
If you’re looking to enhance the quality of your sheet metal components or need advice on the best hemming solutions for your projects, contact us today. Our expert team can guide you through the process and ensure that your parts meet the highest standards of performance and design.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


