Laser welding is a powerful technique that can transform your manufacturing processes. Many engineers and designers face challenges with traditional welding methods, such as slow speeds and inconsistent quality. Laser welding offers a solution by providing precision, speed, and a cleaner finish, making it an attractive option for various applications.
The advantages of laser welding make it an appealing choice for engineers and manufacturers. With its ability to produce clean welds with minimal distortion, it’s worth exploring how this technology can benefit your projects.
What is Laser Welding?
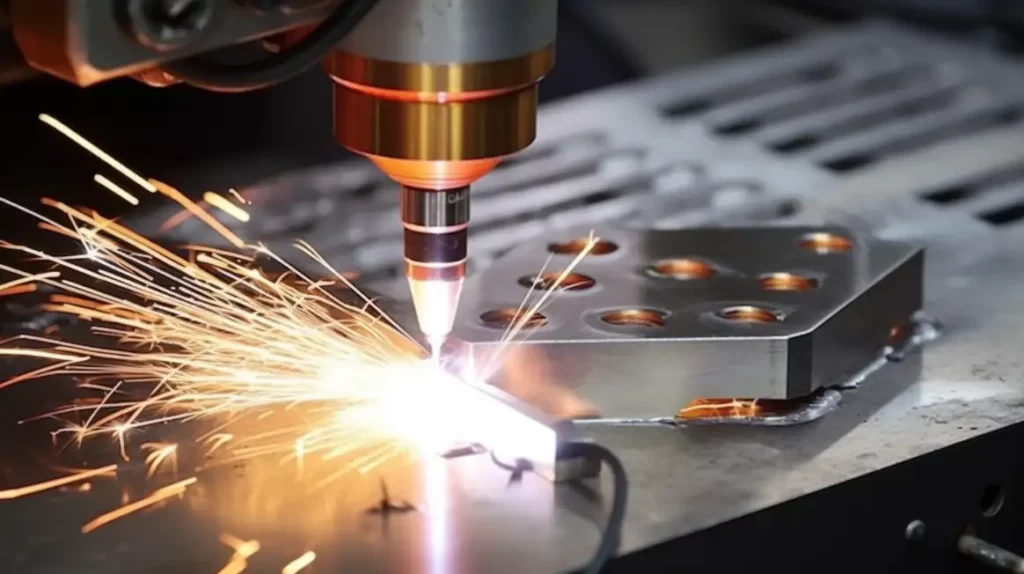
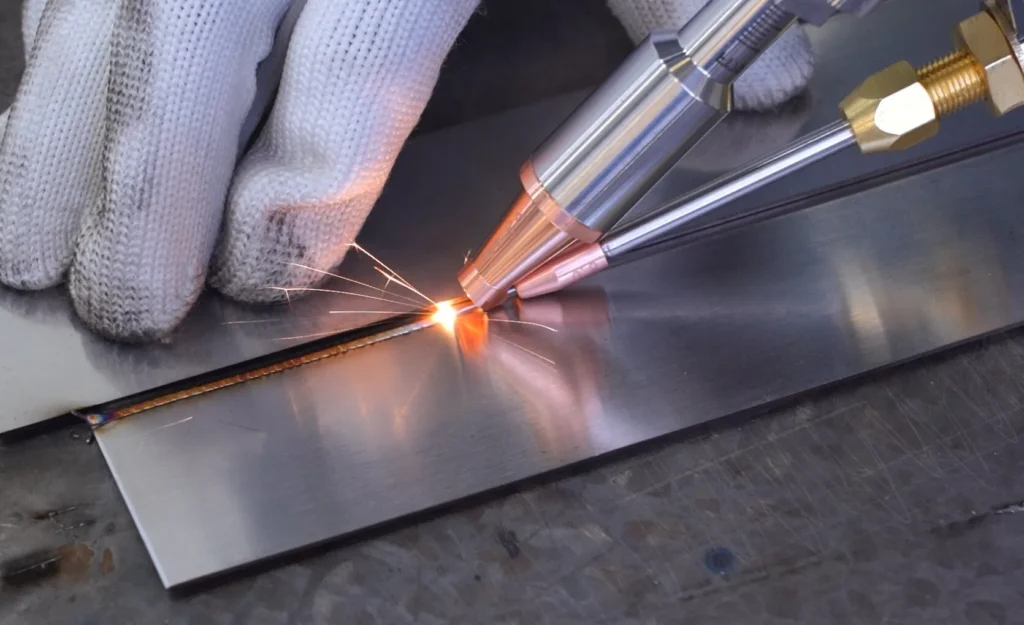
Laser welding is a highly efficient method that utilizes a focused, high-intensity light beam to join metal parts. This technique causes the materials at the joint to melt and fuse, forming a strong bond as they cool and solidify. The equipment used for laser welding can range from large stationary machines to handheld torches, similar to traditional stick welding.
At the focal point of the laser beam, the metal reaches its melting temperature, creating a localized molten pool. The laser moves along the joint surface, melting the leading edge while allowing the trailing edge to solidify. A successful weld results in a robust connection between the parts without oxidation, ensuring durability and integrity in the final product.
Types of Laser Welding Techniques
Laser welding comes in several specialized forms, each optimized for specific applications and materials. Here’s what manufacturers need to know about the main techniques.
Conduction
Conduction welding is a laser welding method primarily using heat conduction to join materials. In this technique, a focused laser beam heats the surface of the metal parts at the joint, causing them to melt. The molten material flows together, forming a weld as it cools and solidifies. It is perfect for thin metals and assembly edges.
Deep Penetration
Deep penetration and keyhole welding utilize high-power laser beams to create deep, narrow welds. This technique is suitable for thick materials. The laser beam first creates a keyhole or cavity in the workpiece. As the laser moves along the joint, it maintains this cavity, allowing full penetration of the material.
Laser Spot
Laser spot welding is designed for small and complex components. This technique creates localized welds at specific points, making it ideal for applications where precision is crucial. The laser generates small welds that can connect edges or penetrate one part to fuse with another beneath it.
Laser Seam
Laser seam welding produces long, continuous welds along a joint. Similar to traditional welding techniques, this method often involves using a filler rod to create a fillet at the joint. Laser seam welding is frequently applied in applications requiring strong, durable connections over extended lengths.
Hybrid Laser
Hybrid laser welding combines traditional arc welding methods, such as MIG or TIG, utilizing the advantages of both processes.
Types of Lasers
The choice of laser source directly impacts weld quality and efficiency. Let’s examine the four main laser types used in modern welding applications.
CO2 Lasers
CO2 lasers generate their beam through a gas mixture primarily containing carbon dioxide. These systems excel at welding plastics and non-metals. However, they have higher maintenance needs and lower efficiency compared to newer technologies.
Fiber Lasers
Fiber lasers represent the newest generation of laser technology. They produce the beam within an optical fiber doped with rare-earth elements. These lasers offer the highest efficiency and lowest maintenance requirements.
Nd: YAG Lasers
Neodymium-doped yttrium aluminum garnet (Nd: YAG) lasers use a solid crystal as the lasing medium. They work well for precision welding but require more maintenance than fiber lasers.
Disk Lasers
Disk lasers use a thin disk of doped material as the gain medium. They combine high power with excellent beam quality, making them suitable for thick material welding.
Laser Welding: Basic Steps
Understanding the process flow ensures consistent quality before starting any laser welding project. Let’s break down the fundamental steps.
Step 1: Cleaning
The first step in the laser welding process is to clean the parts that will be welded thoroughly. This involves removing contaminants such as dust, oil, grease, or oxide layers from the surfaces.
Step 2: Positioning
Once the parts are clean, they must be accurately positioned for welding. This involves aligning the components so that they fit together closely without gaps.
Step 3: Laser Beam Generation
In this step, the laser beam is generated and focused onto the joint area. The beam’s focal point is adjusted to ensure optimal energy concentration on the workpieces.
Step 4: Melting and Fusing
As the laser beam is directed at the joint, it heats the materials to their melting point. The laser beam is then moved along the joint, allowing for continuous melting and fusing of the materials as they cool and solidify.
Step 5: Filler Material (Optional)
If needed, introduce a filler material to enhance the weld strength. Melt it into the molten pool created by the laser.
Step 6: Cooling and Solidification
After welding, the newly formed weld must cool and solidify. This can occur naturally or be accelerated through quenching methods such as water immersion.
Advantages of Laser Welding
Modern manufacturing demands precision and speed—laser welding delivers on both fronts. This advanced joining method brings measurable benefits to production lines across industries.
High Precision and Accuracy
Laser welding achieves sub-millimeter precision in joint creation. The focused beam produces consistent, repeatable welds with exact penetration depth control.
Speed and Efficiency in Production
Production cycles shrink dramatically with laser welding systems. The concentrated energy creates welds faster than traditional methods.
Reduced Heat Impact on Materials
The laser’s focused beam minimizes heat spread in surrounding areas. This concentrated heating prevents warping and distortion in sensitive parts.
Minimal Post-Weld Processing
Laser welds typically need little to no finishing work. The clean, precise joints reduce or eliminate grinding, polishing, and other post-weld operations.
Disadvantages of Laser Welding
While laser welding presents many benefits, it also has certain disadvantages that manufacturers must consider. Exploring these drawbacks will help you make informed decisions about its suitability for your projects.
High Initial Cost
One of the primary disadvantages of laser welding is the high initial investment required for laser welder. Due to advanced components and technology, laser welding machines are significantly more expensive than traditional welding setups.
Limited Penetration Depth
Laser welding is most effective for thinner materials. The laser’s penetration depth may be insufficient for thicker materials, leading to weaker welds.
Sensitivity to Materials
Certain materials, particularly those that are highly reflective, such as aluminum and copper alloys, can be challenging to laser weld.
Safety Concerns
Laser welding poses safety risks, including potential eye injuries and burns from accidental exposure to the laser beam.
Applications of Laser Welding
Laser welding finds applications across multiple industries:
Aerospace Industry
Used for constructing aircraft components and spacecraft parts. Perfect for making lightweight yet strong joints in aluminum and titanium structures.
Automotive Industry
Applied in car body welding and critical safety components. Enables precise, high-speed welding of vehicle frames and panels.
Medical Device Manufacturing
Creates precise welds for surgical instruments and implants. Ensures sterile, clean welds essential for medical applications.
Electronics and Electrical Components
Provides accurate welding for small electronic parts. Minimizes heat damage to sensitive components during assembly.
Jewelry and Fine Metalwork
Enables detailed welding of precious metals. Perfect for creating intricate designs with minimal material distortion.
Additive Manufacturing
Supports 3D metal printing processes. Used to build complex metal parts layer by layer with high precision.
Factors Affecting Laser Welding Quality
Several critical factors influence the quality of laser welding. Understanding these elements will help you optimize your welding processes and achieve superior project results.
Laser Power and Intensity
Laser power is a critical factor in determining the quality of welds. Higher power levels increase the energy delivered to the workpiece, leading to deeper penetration and faster welding speeds. However, excessive power can cause overheating and distortion.
Focus and Spot Size
The focus and spot size of the laser beam significantly influence welding performance. A smaller spot size concentrates energy on a limited area, enhancing penetration and intensity. Conversely, a larger spot size distributes heat over a wider area, which may reduce penetration depth.
Welding Speed and Beam Manipulation
Faster speeds can lead to shallower penetration, while slower speeds may increase heat input and potential distortion. Additionally, beam manipulation techniques, such as oscillation or weaving, can enhance weld quality by improving heat distribution and penetration depth.
Shielding Gas Selection
The choice of shielding gas is vital in protecting the molten weld pool from atmospheric contamination. Inert gases like argon or helium are commonly used to prevent oxidation during welding.
Conclusion
Laser welding is a powerful and efficient method widely used across various industries. It offers advantages such as high precision, speed, and minimal heat impact. However, laser power, focus, welding speed, and shielding gas selection can significantly affect weld quality.
Feel free to reach out if you’re considering laser welding for your projects or have any questions about its applications. Our team is here to help you find the right solutions for your manufacturing needs!
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


