When using a CNC machine or setting up a milling job, the direction your cutter spins plays a bigger role than many people realize. Picking the wrong method can lead to rough surfaces, faster tool wear, or even ruined parts. Many engineers and machinists miss this small but important detail. However, understanding the difference can lower tool costs and lead to better-quality parts.
Climb milling moves the tool in the same direction as the feed, while conventional milling cuts in the opposite direction. Climb milling gives a better surface finish and tool life, while conventional milling works better for older machines or roughing. Both methods have different benefits. You choose based on machine type, workpiece setup, and finish requirements.
Each method has its advantages and limits. This choice matters more if you’re working with precision parts or using CNC machines.
What is Climb Milling?
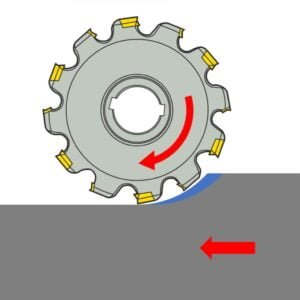
Climb milling means the cutter rotates in the same direction as the feed. The chip starts thick and gets thinner as the tool moves forward.
In climb milling, the tool pulls itself into the material. The cutter bites into the workpiece at the front edge. Chips form thick at first, then taper off. This lowers friction between the tool and the surface. It also helps push chips behind the cut, keeping the surface cleaner.
This method reduces tool deflection and heat. It also lowers the cutting force, which helps the tool last longer.
Key Characteristics of Climb Milling
- The cutter rotates with the feed direction.
- The cut starts thick and ends thin.
- Chips fall behind the cutter, not on top.
- Produces smooth surfaces.
- Needs machines with low or no backlash.
- Often used for finishing and high-precision cuts.
What is Conventional Milling?
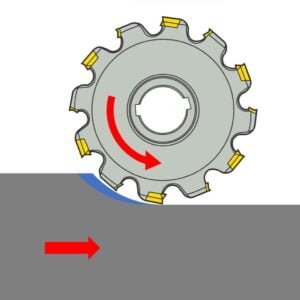
Conventional milling means the cutter rotates against the direction of the feed. The chip starts thin and becomes thicker as the tool moves forward.
In this method, the tool cuts into the material starting from the thinnest edge. The cutter pushes the workpiece away as it moves. Chips are formed before the tool and stay on the cutting path, creating more friction and heat.
This setup gives better control of machines with backlash, which is why it’s common on older equipment or manual mills.
Key Characteristics of Conventional Milling
- The cutter rotates opposite to the feed direction.
- The cut starts thin and ends thick.
- Chips stay ahead of the cutter and may pile up.
- Generates more heat and friction.
- Safer for machines with backlash.
- Often used for roughing or manual operations.
Key Differences Between Climb and Conventional Milling
Each method handles the cutting process differently. These differences affect chip formation, machine load, surface quality, and tooling cost.
Tool Engagement and Chip Formation
Climb milling creates thick-to-thin chips. The tool bites into the material hard at first, then exits gently.
Conventional milling forms thin-to-thick chips. This builds up heat, and the surface can be rubbed before cutting.
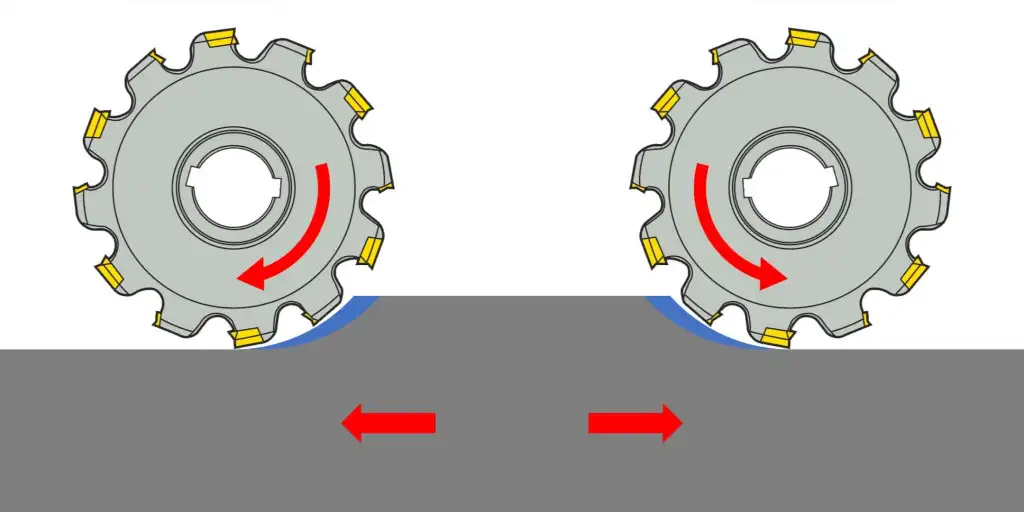
Feed Direction and Cutter Rotation
In climb milling, the cutter moves in the same direction as the feed.
In conventional milling, the cutter moves against the feed direction, changing the chip flow and cutting contact.
Cutting Forces and Tool Wear
Climb milling pulls the part into the cutter. This lowers cutting forces and reduces vibration.
Conventional milling pushes the part away, increasing force and stress on the tool. This may cause more tool wear.
Surface Finish and Precision
Climb milling usually gives a smoother finish. It reduces material tearing and chip buildup.
Conventional milling may leave a rougher surface, mainly if chips stick or rub the surface.
Machine Requirements
Climb milling needs machines with tight or zero backlashes. It’s familiar with CNCs and ball screw setups.
Conventional milling works better with older machines or ones that have noticeable backlash.
Tool Life
Climb milling puts less pressure on the tool. This extends tool life and lowers costs over time.
Conventional milling can wear tools faster due to heat and constant rubbing at chip start.
Climb Milling vs Conventional Milling: Advantages
Each method has clear strengths. Choosing the right one can improve part quality, reduce tool wear, and save time.
Advantages of Climb Milling
- Smoother surface finish
- Lower cutting force
- Less heat and friction
- Cleaner cutting path
- Longer tool life
- Better for CNC and rigid setups
- Faster material removal on finish cuts
Advantages of Conventional Milling
- Safer on machines with backlash
- Better chip control in some roughing jobs
- More stable when cutting hard or uneven surfaces
- Easier to control feed manually
- Reduces the risk of tool grabbing or pulling in fragile setups
Climb vs Conventional Milling: Disadvantages
No method is perfect. Each comes with trade-offs affecting your workflow, setup, and results.
Disadvantages of Climb Milling
- Not safe on machines with backlash
- Can pull the part into the tool if the setup isn’t rigid
- Needs tighter machine tolerances
- It may cause tool breakage if the clamping is weak
- Not ideal for older or worn-out machines
Disadvantages of Conventional Milling
- Higher cutting forces
- More heat and friction
- Shorter tool life
- Rougher surface finish
- Chips pile up in the cutting path
- Slower material removal during finishing
Best Practices for Milling Direction Selection
Choosing the right milling direction depends on the part, the machine, and your end goals. Use these tips to make the right call.
Evaluating Project Requirements
Look at what the part needs. If the surface must be smooth or tolerances are tight, climb milling is the better choice. For rough cuts or quick stock removal, conventional milling may be enough. Know the function and finish level before you choose.
Considering Machine Type and Condition
If your machine has ball screws and low backlash, climb milling works well. Older manual mills or worn-out machines do better with conventional milling. Weak setups can cause chatter or tool pull-in with climb cuts.
Balancing Speed, Cost, and Quality
Climb milling is faster and gives cleaner results but demands stable equipment. Conventional milling is slower but safer on older machines. If you’re doing one-off parts, use what’s easiest. For long runs, think about tool wear and surface quality.
Choosing the Right Technique for Your Project
Your project type, machine setup, and part goals will guide which method works best.
When to Use Climb Milling?
Use climb milling when surface finish matters. It’s ideal for finishing passes and CNC jobs. Choose it for precision parts or when working with softer metals. Also, pick climb milling if your machine has zero backlashes and a solid clamping setup.
It works well for aluminum, brass, and other non-ferrous metals. It’s also better when tool life and speed are top priorities.
When to Use Conventional Milling?
Use conventional milling if you’re rough cutting or working on a manual machine. It’s the safer option for old or worn-out equipment. Use it for hard materials or when you need more control during the cut.
It’s better for uneven surfaces, castings, or when the workpiece isn’t held firmly. If you’re not sure your machine can handle climb cutting, start with conventional milling.
Conclusion
Climb and conventional milling cut in opposite directions, and each method has clear strengths. Climb milling gives smoother finishes, less heat, and longer tool life. It works best on rigid CNC setups. Conventional milling offers more control on older machines and helps prevent tool pull-in. It’s safer for roughing or manual jobs.
Do you need help picking the best machining approach for your parts? Talk to our engineers today for expert support for your project.
More Resources:
Prolonging Tool Life – Source: Mscdirect
Hybrid Milling Strategies – Source: Science Direct
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


