Die Wahl des richtigen Erodierverfahrens ist von entscheidender Bedeutung, wenn Ihr Projekt harte Metalle schneiden oder komplexe Formen herstellen muss. Die Entscheidung kann schwierig sein, aber wenn man die Unterschiede zwischen Drahterodieren und Senkerodieren kennt, ist das sehr hilfreich. Jede Methode hat ihren eigenen Nutzen, und die Wahl der richtigen Methode kann später Zeit, Geld und Kopfschmerzen sparen.
Beim Drahterodieren wird ein dünner Draht verwendet, um mit elektrischen Funken durch Metall zu schneiden. Es ist am besten für feine, detaillierte Arbeiten geeignet. Beim Senkerodieren werden geformte Elektroden verwendet, die sich in das Material einbrennen, was für tiefe Hohlräume geeignet ist. Drahterodieren führt zu präzisen Schnitten und sauberen Kanten. Senkerodieren eignet sich für dickere Teile und komplexe innere Merkmale. Die Wahl hängt von der Form, der Größe und der erforderlichen Genauigkeit des Teils ab.
Sowohl das Draht- als auch das Senkerodieren lösen unterschiedliche Probleme. Um die richtige Entscheidung zu treffen, müssen Sie berücksichtigen, wie die beiden Verfahren funktionieren und was sie auszeichnet.
Was ist Drahterodieren?
Drahterodieren steht für Wire Electrical Discharge Machining (Elektroerosion). Dabei wird ein dünner Metalldraht als Elektrode verwendet. Dieser Draht erzeugt elektrische Funken, die das Metall durchschneiden. Der Draht berührt das Material nicht. Stattdessen erledigt der Funke die Arbeit.
Der gesamte Prozess findet in einem mit deionisiertem Wasser gefüllten Tank statt. Dies hilft, den Funken zu kontrollieren und das Teil zu kühlen. Der Draht bewegt sich entlang einer programmierten Bahn, die von einem CNC-System gesteuert wird.
Ein Draht, der in der Regel aus Messing oder verzinktem Kupfer besteht, wird zwischen zwei Spulen bewegt. Er läuft durch das Werkstück, ohne es zu berühren. Ein Funke springt vom Draht auf das Metall über und schmilzt und verdampft kleine Metallstücke.
Die Maschine spült den Bereich ständig mit Wasser durch, um Verunreinigungen zu entfernen und den Schnitt sauber zu halten. Der Draht wird kontinuierlich zugeführt, damit er scharf und präzise bleibt.
Drahterodieren ist langsam, aber sehr präzise. Es ist perfekt für das Schneiden komplexer Formen in harten Materialien.
Für das Drahterodieren geeignete Materialien
Drahterodieren funktioniert am besten bei leitfähigen Materialien. Das Metall muss einen elektrischen Strom führen. Dies schließt ein:
- Werkzeugstahl
- Rostfreier Stahl
- Titan
- Wolfram
- Aluminium
- Hartmetall
- Inconel
Es funktioniert nicht auf nichtleitenden Materialien wie Kunststoff oder Keramik.
Vor- und Nachteile des Drahterodierens
Vorteile:
- Schneidet komplexe Formen mit einer Genauigkeit von ±0,0001″.
- Keine physische Kraft reduziert die Verformung der Teile.
- Funktioniert bei gehärteten Materialien ohne Glühen.
Nachteile:
- Langsamer als Fräsen für einfache Formen.
- Begrenzt auf durchgehende Schnitte (keine Sacklöcher).
- Höhere Betriebskosten aufgrund des Drahtverbrauchs.
Allgemeine Anwendungen des Drahterodierens
Drahterodieren wird dort eingesetzt, wo es auf Genauigkeit und feine Details ankommt. Zu den üblichen Anwendungen gehören:
- Werkzeug und Matrize: Stanzen, Formen, Extrusionswerkzeuge.
- Medizinisch: Chirurgische Werkzeuge, Implantatkomponenten.
- Luft- und Raumfahrt: Turbinenschaufeln, Teile des Kraftstoffsystems.
- Automobilindustrie: Zahnräder, Sensoren, Prototypenteile.

Was ist Sinker EDM?
Senkerodieren wird auch Ram EDM oder Cavity EDM genannt. Dabei wird eine speziell geformte Elektrode verwendet, die sich in ein Metallteil "versenkt". Bei dieser Methode wird das Werkstück ohne Schneidwerkzeuge geformt. Stattdessen wird das Material durch Funkenerosion abgetragen.
Die Elektrode und das Werkstück berühren sich nicht. Elektrische Funken springen in einer kontrollierten Umgebung zwischen ihnen hin und her. Die Form der Elektrode bestimmt die endgültige Form oder das Detail des Hohlraums.
Zunächst wird eine feste Elektrode aus Kupfer oder Graphit hergestellt. Diese Elektrode wird so geformt, dass sie in den gewünschten Hohlraum passt. Die Maschine bewegt die Elektrode dann in das Metallteil. Durch elektrische Entladungen entstehen Funken, die das Metall wegbrennen.
Der Prozess findet in einer dielektrischen Flüssigkeit - in der Regel Öl - statt, die dazu beiträgt, den Funken zu kontrollieren und Partikel wegzuspülen. Die Elektrode erodiert nur wenig, und das meiste Material wird vom Werkstück abgetragen.
Das Senkerodieren eignet sich am besten, wenn die gleiche Form wiederholt werden muss, z. B. bei der Herstellung von Formen oder Gesenken.
Für das Senkerodieren geeignete Materialien
Senkerodieren funktioniert bei allen leitfähigen Materialien. Dazu gehören:
- Werkzeugstähle
- Rostfreie Stähle
- Gehärteter Stahl
- Titan
- Inconel
- Hartmetall
- Aluminium
Das Material muss Strom leiten. Wie beim Drahterodieren sind nicht leitende Materialien ausgeschlossen.
Vor- und Nachteile des Senkerodierens
Vorteile:
- Bearbeitet tiefe, komplexe 3D-Formen.
- Keine Schnittkräfte (geeignet für empfindliche Teile).
- Feine Oberflächengüten (bis zu Ra 0,1 µm).
Nachteile:
- Langsamer als CNC-Fräsen für einfache Merkmale.
- Der Elektrodenverschleiß erhöht die Kosten von Aufträgen mit hohen Stückzahlen.
- Erfordert eine fachkundige Einrichtung für optimale Ergebnisse.
Allgemeine Anwendungen von Sinker EDM
Senkerodieren wird zur Herstellung von Teilen mit tiefen oder komplizierten Kavitäten verwendet. Es ist beliebt bei:
- Form und Werkzeug: Spritzgussformen, Schmiedegesenke.
- Luft- und Raumfahrt: Kühlöffnungen für Turbinenschaufeln.
- Automobilindustrie: Getrieberäder, Einspritzdüsen.
- Medizinisch: Implantatformen, mikrochirurgische Werkzeuge.

Drahterodieren vs. Senkerodieren: Was sind die Unterschiede?
Beide Verfahren verwenden elektrische Funken, um Metall zu formen. Aber die Art und Weise, wie sie das tun, und was sie am besten können, unterscheidet sich in wesentlichen Punkten.
Bearbeitungsverfahren
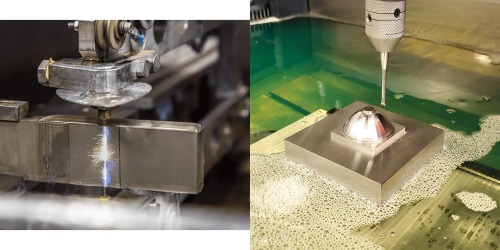
Beim Drahterodieren wird das Teil mit einem dünnen Draht durchtrennt, der sich entlang einer Bahn bewegt. Es funktioniert wie eine Bandsäge, verwendet aber Funken anstelle eines Sägeblatts.
Beim Senkerodieren wird eine geformte Elektrode verwendet, die in das Teil gedrückt wird, um Hohlräume oder Formen zu bilden. Sie schneidet nicht durch, sondern formt stattdessen das Innere.
Präzision und Toleranz
Das Drahterodieren bietet eine höhere Präzision. Es kann Toleranzen von bis zu ±0,0001 Zoll erreichen, was es ideal für detaillierte Profile und enge Ecken macht.
Das Senkerodieren ist genau, aber in der Regel nicht so präzise wie das Drahterodieren. Typisch sind Toleranzen von ±0,0002 Zoll. Es ist am besten für tiefe oder komplexe Hohlräume geeignet.
Elektrodendraht
Beim Drahterodieren wird ein kontinuierlich zugeführter Draht verwendet, der in der Regel mit Messing oder Kupfer beschichtet ist. Der Draht fungiert als Schneidwerkzeug und ist ständig in Bewegung.
Beim Senkerodieren wird eine speziell angefertigte massive Elektrode verwendet, die häufig aus Graphit oder Kupfer besteht. Die Form dieser Elektrode entspricht der Geometrie des gewünschten Teils.
Materialabtragsfähigkeiten
Beim Drahterodieren wird Material entlang einer einzigen Ebene oder Bahn abgetragen. Es eignet sich hervorragend zum Schneiden gerader oder konturierter Profile.
Beim Senkerodieren können große Volumina im Inneren eines Teils entfernt werden. Es ist besser geeignet für dicke Materialien oder tiefe Merkmale.
Flexibilität bei der Gestaltung
Das Drahterodieren ist auf Durchschnitte oder Teile mit offenen Profilen beschränkt. Geschlossene Hohlräume oder Sacklöcher können nicht hergestellt werden.
Mit dem Senkerodieren können geschlossene Taschen, Sacklöcher und 3D-Konturen hergestellt werden. Sie bietet mehr Freiheit bei der Innengestaltung.
Bearbeitungsgeschwindigkeit
Drahterodieren ist langsamer für dicke Teile. Es funktioniert am besten bei dünnen Abschnitten oder Teilen mit einer Dicke unter 12 Zoll.
Beim Senkerodieren wird mehr Material schneller abgetragen, vor allem in tiefen Kavitäten. Es ist besser für schwere Arbeiten geeignet, aber immer noch langsamer als das Fräsen.
Kosten
Das Drahterodieren ist kostengünstiger für offene oder einfache Formen. Es hat geringere Einrichtungskosten, da keine spezielle Elektrode benötigt wird.
Das Senkerodieren kann teurer sein, vor allem bei Einzelanfertigungen. Die Elektrodenkosten und die Einrichtungszeit summieren sich. Bei Wiederholungen oder komplexen Formen wird es jedoch kosteneffektiv.
Drahterodieren vs. Senkerodieren: Die Wahl des richtigen Verfahrens
Die Wahl des richtigen EDM-Verfahrens hängt von der Aufgabe ab. Sie müssen die Form des Teils, die Kosten und die Präzision des Ergebnisses berücksichtigen.
Projekttyp und Teilegeometrie
Verwenden Sie das Drahterodieren, wenn Sie ein Teil durchschneiden müssen. Es eignet sich hervorragend für scharfe Ecken, dünne Wände und komplexe Konturen und ist ideal für die Herstellung von Matrizen, Stempeln oder Zahnrädern.
Wählen Sie das Senkerodieren für Teile mit geschlossenen Hohlräumen, tiefen Taschen oder komplizierten Innenformen. Sie eignet sich besser für Formen, Werkzeuge und dicke Teile, die detaillierte innere Merkmale benötigen.
Budget und Produktionsumfang
Das Drahterodieren hat geringere Einrichtungskosten. Sie brauchen keine maßgeschneiderte Elektrode. Es ist besser für kleine Serien oder einmalige Aufträge, bei denen Zeit und Kosten eine Rolle spielen.
Senkerodieren ist aufgrund der kundenspezifischen Elektroden im Vorfeld teurer. Aber wenn Sie große Chargen oder wiederholte Formen herstellen, verteilen sich diese Kosten und werden effizienter.
Gewünschte Oberflächengüte und Genauigkeit
Das Drahterodieren erzeugt glattere Oberflächen und engere Toleranzen. Es ist ideal für Anwendungen, die eine saubere Kante und genaue Messungen erfordern.
Das Senkerodieren kann auch glatte Oberflächen erzeugen, muss aber möglicherweise poliert werden. Es ist genau, aber nicht so scharf wie das Drahterodieren für detaillierte Außenprofile.
Schlussfolgerung
Sowohl das Drahterodieren als auch das Senkerodieren bieten präzise Bearbeitungen für komplexe Metallteile. Das Drahterodieren eignet sich am besten für das Schneiden detaillierter Profile und scharfer Kanten. Sie eignet sich gut für Durchschnitte und enge Toleranzen. Das Senkerodieren eignet sich besser für tiefe Hohlräume und Innenformen. Sie eignet sich für dickere Teile und kundenspezifische Formen. Die richtige Wahl hängt von der Form, der Genauigkeit und dem benötigten Volumen Ihres Projekts ab.
Brauchen Sie Hilfe bei der Auswahl des besten EDM-Verfahrens für Ihr Teil? Kontaktieren Sie uns jetzt für fachkundige Unterstützung und ein schnelles Angebot.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

OEM vs. Auftragsfertigung: Wie Sie das richtige Modell für Ihr Projekt wählen

