Fällt es Ihnen schwer, runde Teile fest zu greifen, oder möchten Sie Ihren Produkten ein professionelleres Aussehen verleihen? Rändeln kann helfen. Durch dieses Bearbeitungsverfahren erhalten runde Teile eine gemusterte Struktur, die sie griffiger macht und ihr Aussehen verbessert. Viele Branchen nutzen Rändelungen sowohl aus funktionalen als auch aus optischen Gründen.
Das Rändeln verbindet Nützlichkeit und Aussehen in einem Schritt, was es für viele Branchen zu einer praktischen Wahl macht. Als Nächstes werden wir die Werkzeuge und Muster untersuchen, die das Rändeln ermöglichen.

Was ist Rändeln?
Rändeln ist ein Bearbeitungsprozess, bei dem erhabene Muster auf Metalloberflächen entstehen. Es verbessert die Griffigkeit, verleiht einen dekorativen Touch und kann helfen bei Presspassungen. Bei diesem Verfahren werden spezielle Werkzeuge verwendet, um Muster direkt in das Material zu walzen oder zu schneiden.
Ein Rändelwerkzeug verfügt über gehärtete Stahlrollen, die beim Drehen auf das Werkstück drücken. Dieser Druck formt die Oberfläche um und bildet ein sich wiederholendes Muster. Zu den gängigen Mustern gehören gerade, diagonale und rautenförmige Formen. Jedes Muster hat seinen eigenen Zweck und sein eigenes Aussehen.
Im Gegensatz zum normalen Schneiden wird beim Rändeln kein Material abgetragen. Stattdessen wird die Oberfläche neu geformt, was es zu einem effizienten Verfahren für die Herstellung gleichmäßiger Texturen in großen Serien macht. Rändeln funktioniert bei Metallen wie Stahl, Aluminium, Messing und Edelstahl, je nach Anwendung.
Die Kernmechanik des Rändelns
Schauen wir uns an, was an der Kontaktstelle zwischen dem Werkzeug und Ihrem Werkstück passiert. Wenn Sie diese Prinzipien verstehen, erzielen Sie bessere Ergebnisse.
Wie verformen Rändelwerkzeuge die Werkstückoberfläche?
Bei Rändelwerkzeugen werden gehärtete Rollen oder Räder mit einem vorgestanzten Muster verwendet. Wenn das Werkzeug gegen das rotierende Werkstück drückt, zwingen die Rollen das Oberflächenmetall, in Rillen und Nuten zu fließen. Durch diese Verformung entsteht das sich wiederholende Muster.
Das Verfahren kann entweder formgebend sein, wobei das Werkzeug das Material verdrängt, oder schneidend, wobei das Werkzeug kleine Mengen Metall abträgt. Das Umformen ist schneller und sauberer, funktioniert aber am besten bei weicheren, dehnbaren Metallen. Schneiden ist besser für härtere Materialien geeignet und erzeugt schärfere Kanten.
Verstehen der Rolle von Vorschub und Geschwindigkeit
Vorschub und Geschwindigkeit sind Schlüsselfaktoren für die Herstellung eines sauberen, gleichmäßigen Rändels. Der Vorschub ist die Geschwindigkeit, mit der sich das Werkzeug entlang der Oberfläche bewegt, während die Geschwindigkeit die Rotation des Werkstücks ist.
Ein zu schneller Vorschub kann das Muster verzerren und überlappende Rillen verursachen. Ein zu langsamer Vorschub kann die Rändelung abflachen und die Tiefe verringern. Auch die Geschwindigkeit des Werkstücks muss ausgewogen sein. Bei zu hoher Geschwindigkeit können die Walzen durchrutschen, bei zu geringer Geschwindigkeit können die Markierungen ungleichmäßig sein. Die besten Ergebnisse werden erzielt, wenn Vorschub und Geschwindigkeit auf die Steigung des Werkzeugs und den Werkstückdurchmesser abgestimmt werden.
Die Bedeutung der Materialduktilität beim Rändeln
Die Duktilität des Materials beeinflusst die Qualität der Rändelungen erheblich. Duktile Metalle wie Aluminium, Messing und unlegierter Stahl verformen sich unter Druck gleichmäßig und sind daher ideal für die Herstellung von Rändelungen.
Wenn sie verformt werden, können spröde Metalle brechen oder splittern, was zu schlechten Mustern oder beschädigten Teilen führt. Bei der Arbeit mit härteren Materialien ist es oft erforderlich, Rändelwerkzeuge zu schneiden oder die Prozesseinstellungen anzupassen. Die Anpassung der Rändelmethode an das Material gewährleistet sowohl starke Muster als auch haltbare Teile.
Wie funktioniert das Rändelverfahren?
Das Rändelverfahren folgt einer präzisen Abfolge von Schritten, um sicherzustellen, dass das Muster sauber und gleichmäßig geformt wird. Jeder Schritt, von der Auswahl des Werkzeugs bis zu den letzten Durchgängen, trägt zu einem präzisen Ergebnis bei.
Werkzeugauswahl
Der erste Schritt besteht darin, das richtige Werkzeug auszuwählen. Rändelwerkzeuge haben Rollen mit geraden, schrägen oder rautenförmigen Mustern. Die Wahl hängt vom Zweck des Teils ab. Geradlinige Muster werden häufig für Presspassungen verwendet, während Rauten- und Diagonalmuster einen besseren Halt bieten. Die Rollenteilung muss dem Werkstückdurchmesser entsprechen, um Überschneidungen oder ungleichmäßige Markierungen zu vermeiden.
Einrichten der Drehmaschine
Nach der Auswahl des Werkzeugs muss dieses in der Drehmaschine befestigt werden. Die korrekte Ausrichtung ist entscheidend. Das Werkzeug sollte senkrecht zum Werkstück stehen, um schräge oder verzogene Rändelungen zu vermeiden. In diesem Stadium stellt der Bediener auch die Drehzahl und den Vorschub ein. Korrekte Einstellungen verringern den Werkzeugverschleiß und tragen dazu bei, ein scharfes, sauberes Muster zu erzeugen.
Erster Kontakt
Das Rändeln beginnt, wenn das Werkzeug das erste Mal das rotierende Werkstück berührt. Der Druck muss fest und gleichmäßig sein. Ein zu starker Druck kann das Werkzeug oder die Oberfläche beschädigen, während ein zu geringer Druck zum Abrutschen der Rollen führen kann. Ziel ist es, die Walzen in Eingriff zu bringen, damit das Muster sauber und gründlich beginnt.
Rändelwalzen
Während sich das Werkzeug am Werkstück entlang bewegt, drücken sich die Rollen in das Material und formen die Rändelung. Das Muster entsteht bei gleichmäßigem Vorschub und Drehung. Häufig wird Kühlmittel verwendet, um einen Hitzestau zu vermeiden und die Lebensdauer des Werkzeugs zu verlängern. Ein ausgewogenes Verhältnis von Kraft, Geschwindigkeit und Vorschub ist erforderlich, um gleichmäßige Rillen ohne Verformung zu erzeugen.
Letzte Durchgänge
Die letzten Durchgänge schärfen und glätten das Muster. Der Bediener übt gleichmäßigen Druck aus, während das Werkzeug ein oder zwei zusätzliche Durchgänge über die gerändelte Oberfläche macht. Diese letzten Schritte verbessern die Tiefe, die Ausrichtung und das Aussehen. Ein gut ausgeführter letzter Durchgang gewährleistet, dass das Rändel einen festen Griff und ein sauberes, professionelles Aussehen hat und sofort einsatzbereit ist.
Rändelmuster und ihre Funktionen
Rändelmuster sind mehr als nur Dekoration. Jede Art dient einem bestimmten Zweck, der Verbesserung der Griffigkeit, Montageoder Gesamtdesign. Das richtige Muster hängt davon ab, wie das Teil verwendet werden soll.
Gerade Rändelung
Bei der geraden Rändelung werden parallele Rippen entlang der Länge des Werkstücks erzeugt. Dieses Muster wird häufig für Presspassungen verwendet, da die Rippen den Oberflächenkontakt erhöhen und zu einer festen mechanischen Verbindung beitragen. Gerade Rändelungen führen auch die Bewegung in eine Richtung, was sie für Griffe oder gleitende Teile nützlich macht.
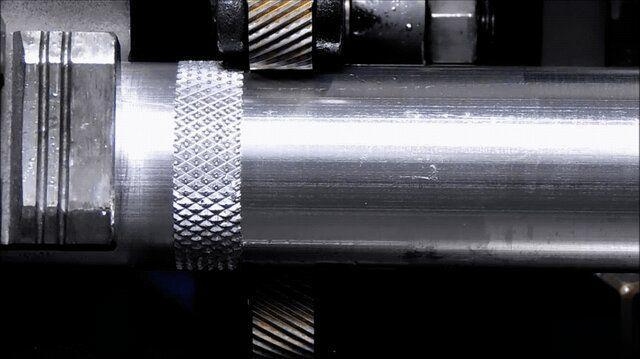
Diamant-Rändelungen
Die Diamanträndelung ist das häufigste Muster. Es handelt sich dabei um eine kreuzweise Anordnung von Rillen, die kleine rautenförmige Spitzen bilden. Dieses Design bietet hervorragende Griffigkeit, selbst auf öligen oder nassen Oberflächen. Bei Werkzeugen, Knöpfen und Maschinengriffen werden häufig Rändelungen verwendet, weil sie die Funktion mit einem sauberen, professionellen Aussehen verbinden.
Kreuzrändelung
Die Kreuzrändelung ähnelt der Diamanträndelung, hat aber tiefere, ausgeprägtere Überschneidungen. Die sich überschneidenden Rillen erzeugen eine Struktur, die sich fest mit dem Griff des Benutzers oder einer anderen Oberfläche verbindet. Dieses Muster ist ideal für schwere Anwendungen, bei denen ein Abrutschen ein Sicherheitsproblem darstellen könnte. Es eignet sich auch gut für Teile, die ein starkes taktiles Gefühl erfordern.
Spiralförmige Rändelung
Bei der spiralförmigen Rändelung werden schräge Rippen erzeugt, die sich spiralförmig um das Werkstück drehen. Im Gegensatz zu geraden oder rautenförmigen Mustern erhält die Oberfläche einen kontinuierlichen Drall. Dieses Muster wird häufig für dekorative Teile oder Komponenten verwendet, die eine gerichtete Bewegung erfordern. Es kann auch für kontrollierte Reibung bei rotierenden oder eingeschraubten Teilen sorgen.
Werkzeuge für das Rändeln
Zum Rändeln werden spezielle Werkzeuge benötigt, um Muster in ein Werkstück zu drücken oder zu schneiden. Jeder Typ dient einem anderen Zweck. Die Wahl des richtigen Werkzeugs gewährleistet saubere, gleichmäßige Ergebnisse.
Rändel-Räder
Rändelräder sind gehärtete Stahlrollen mit eingravierten Mustern. Sie erzeugen gerade, rautenförmige oder schraubenförmige Muster. Die Räder sind in verschiedenen Teilungen und Durchmessern erhältlich, so dass die Bediener das Werkzeug an das Werkstück anpassen können. Das richtige Rad verhindert Doppelspuren und erzeugt scharfe, gleichmäßige Rillen.
Rändelwerkzeug-Halter
Werkzeughalter halten die Räder sicher und auf das Werkstück ausgerichtet. Ein stabiler Halter reduziert Vibrationen und erhält die Mustergenauigkeit. Sie eignen sich für verschiedene Drehbankkonfigurationen, von der Einzelrad- bis zur Mehrradkonstruktion. Die korrekte Ausrichtung des Halters ist entscheidend für ein präzises Rändelrad.
Einstellbare und schnell austauschbare Rändelwerkzeuge
Mit den einstellbaren Rändelwerkzeugen kann der Bediener den Druck und die Ausrichtung feinabstimmen, was zur Vermeidung von Defekten beiträgt. Schnellwechselwerkzeuge ermöglichen einen schnelleren Wechsel zwischen Mustern oder Teilungen und sparen so Einrichtungszeit. Diese Werkzeuge verbessern die Effizienz, insbesondere in Produktionsumgebungen, die mehrere Rändelarten erfordern.
Spezialisierte Rändelapparate
Manche Arbeiten erfordern mehr als Standardwerkzeuge. Spezialisierte Anbaugeräte werden hergestellt für CNC-Maschinen oder ungewöhnliche Teileformen. Sie bewältigen komplexe Muster, tiefere Schnitte oder hohe Stückzahlen mit Präzision. Diese Anbaugeräte erweitern die Möglichkeiten, von funktionalen Einpresstexturen bis hin zu detaillierten dekorativen Oberflächenbehandlungen.

Die Wahl der richtigen Rändelparameter
Die richtigen Parameter machen den Unterschied zwischen einer scharfen, gleichmäßigen Rändelung und einer verzerrten Rändelung aus. Neigung, Geschwindigkeit, Vorschub und Materialeigenschaften wirken sich alle auf das Endergebnis aus.
Auswahl der Stellplätze
Die Teilung ist der Abstand der Rillen auf dem Rändelrad. Sie muss dem Durchmesser des Werkstücks entsprechen, um eine doppelte Spur zu vermeiden, bei der sich die Muster überlappen und ungleichmäßige Rillen erzeugen. Als Richtwert gilt, dass bei Wellen mit einem kleinen Durchmesser unter 20 mm häufig eine Teilung von 0,5-1 mm verwendet wird, während bei größeren Durchmessern über 50 mm eine Teilung von 1,5-2 mm verwendet werden kann.
Geschwindigkeit und Vorschubgeschwindigkeit
Drehgeschwindigkeit und Vorschub bestimmen, wie das Muster geformt wird. Bei Wellen aus Stahl oder Edelstahl liegen die typischen Spindeldrehzahlen bei 50-150 U/min, während weichere Metalle wie Aluminium 200-400 U/min erreichen können. Die Vorschubgeschwindigkeit beträgt in der Regel 0,05-0,2 mm pro Umdrehung, je nach Materialhärte.
Wesentliche Überlegungen
Verschiedene Metalle reagieren unter Druck unterschiedlich. Weiche und dehnbare Materialien wie Messing oder Aluminium bilden mit weniger Kraftaufwand klare Rändelungen. Härtere Materialien wie Edelstahl erfordern einen höheren Druck oder eine schneidende Rändelung, um ein definiertes Muster zu erhalten.
Vorteile des Rändelns
Das Rändeln ist weit verbreitet, da es sowohl die Funktion als auch das Aussehen eines Teils verbessert. Das Verfahren bietet eindeutige Vorteile, die die Leistung, die Benutzerfreundlichkeit und das Aussehen ohne große Kosten verbessern.
Verbesserte Griffigkeit und Funktionalität
Der Hauptvorteil der Rändelung ist eine bessere Griffigkeit. Glatte Oberflächen können abrutschen, insbesondere bei Werkzeugen, Griffen oder Maschinenknöpfen. Rändelungen erzeugen erhöhte Rillen, die dem Benutzer mehr Kontrolle geben, selbst mit öligen oder nassen Händen. Außerdem hilft es bei Einpressmontagen, indem es den Schaftdurchmesser leicht vergrößert und so eine sichere mechanische Verbindung ohne Klebstoffe schafft.
Verbesserte Ästhetik
Rändeln ist nicht nur funktional, sondern verbessert auch das Aussehen. Muster wie Rauten oder Spiralen verleihen den Teilen eine polierte, detaillierte Struktur. Viele Industriezweige verwenden gerändelte Oberflächen, um Komponenten hochwertig aussehen zu lassen und sie gleichzeitig praktisch zu halten.
Kosteneffiziente Oberflächenmodifikation
Rändeln ist im Vergleich zu anderen Oberflächenbehandlungen schnell und kostengünstig. Es erfordert keine Beschichtungen, Chemikalien oder komplexe Verfahren. Mit den richtigen Werkzeugen und Einrichtungen können Hersteller selbst bei großen Chargen schnell einheitliche Ergebnisse erzielen.
Nachteile des Rändelns
Obwohl das Rändeln viele Vorteile hat, gibt es auch einige Einschränkungen. Wenn man diese kennt, können Ingenieure und Hersteller besser planen.
Werkzeugverschleiß und Wartung
Rändelwerkzeuge sind einem hohen Druck ausgesetzt, der mit der Zeit zu Verschleiß führt. Abgenutzte Rollen können flache oder ungleichmäßige Muster erzeugen. Um eine gleichbleibende Qualität zu gewährleisten, ist eine regelmäßige Inspektion, Schärfung oder ein Austausch erforderlich. Dies verursacht zusätzliche Kosten und Produktionsausfälle.
Materialverformung
Beim Rändeln wird das Material verdrängt, was bei dünnen oder spröden Teilen ein Problem darstellen kann. Zu viel Druck kann zu Biegung, Rissbildung oder Verformung führen. Bei empfindlichen Bauteilen ist eine sorgfältige Einrichtung oder alternative Methoden erforderlich, um Schäden zu vermeiden.
Schlechte Oberflächenbeschaffenheit
Gerändelte Oberflächen sind von Natur aus rau. Dies ist zwar funktional, entspricht aber nicht unbedingt den ästhetischen oder toleranzbedingten Anforderungen für jede Anwendung. Einige Produkte benötigen eine zusätzliche Nachbearbeitung, wie Polieren oder Beschichtung.
Eingeschränkte Präzision
Das Rändeln eignet sich hervorragend für Griffigkeit und Dekoration, ist aber nicht ideal für exakte Abmessungen. Das Verfahren verändert den Werkstückdurchmesser geringfügig, so dass es für Teile, die enge Toleranzen oder genaue Passungen erfordern, ohne zusätzliche Bearbeitung ungeeignet ist.
Tipps für eine optimale Rändeloberfläche
Ein sauberes und gleichmäßiges Rändelmuster zu erzeugen, erfordert viel Liebe zum Detail. Diese Tipps helfen, starke, präzise und optisch ansprechende Muster zu erstellen.
Richtige Werkzeugauswahl
Wählen Sie zunächst das richtige Rändelwerkzeug. Das Muster - gerade, rautenförmig, kreuzförmig oder schraubenförmig - sollte der Funktion des Teils entsprechen. Werkzeugdurchmesser und -steigung müssen zum Werkstück passen, um Überschneidungen oder ungleichmäßige Rillen zu vermeiden. Für härtere Metalle sollten Sie schneidende Werkzeuge verwenden, um Verformungen zu vermeiden. Das richtige Werkzeug sorgt bereits beim ersten Durchgang für eine scharfe, gleichmäßige Rändelung.
Einstellen der richtigen Geschwindigkeit und Vorschubgeschwindigkeit
Stellen Sie die Drehzahl und den Vorschub der Drehmaschine auf das Material und das Werkzeug ein. Wenn die Geschwindigkeit zu hoch ist, können die Walzen durchrutschen und flache oder ungleichmäßige Rillen hinterlassen. Ist die Geschwindigkeit zu niedrig, kann das Material reißen. Die Vorschubgeschwindigkeit wirkt sich sowohl auf die Tiefe als auch auf die Abstände aus. Eine gleichmäßige, ausgewogene Geschwindigkeit und ein gleichmäßiger Vorschub erzeugen saubere, gut definierte Muster über das gesamte Werkstück.
Allmählich Druck ausüben
Druck ist der Schlüssel zur Bildung einer guten Rändelung. Üben Sie langsam Druck aus, damit das Material richtig in die Rillen fließt. Zu viel Druck kann die Oberfläche verformen oder rissig machen, während zu wenig Druck ein Abrutschen verursachen kann. Allmählicher, gleichmäßiger Druck sorgt für eine feste, gleichmäßige Textur.
Richtige Ausrichtung beibehalten
Halten Sie das Werkzeug senkrecht zum Werkstück. Eine falsche Ausrichtung kann zu schrägen oder verzerrten Mustern führen. Prüfen und justieren Sie den Werkzeughalter vor dem Start. Eine korrekte Ausrichtung verhindert Fehler und gewährleistet wiederholbare Ergebnisse.
Kontrolle Rändeltiefe
Die Tiefe beeinflusst sowohl die Griffigkeit als auch das Aussehen. Ist die Tiefe zu gering, ist der Halt schwach, ist sie zu tief, kann sich das Material verziehen oder schwächer werden. Überwachen Sie den Fortschritt sorgfältig, passen Sie den Druck und den Vorschub nach Bedarf an. Die Verwendung von Probestücken hilft bei der Einstellung der richtigen Tiefe vor der vollständigen Produktion.
Schmierung
Schmiermittel verringern Hitze und Reibung, schützen das Werkstück und das Werkzeug, verlängern die Lebensdauer des Werkzeugs und verhindern das Reißen der Oberfläche. Leichte Öle oder Schneidflüssigkeiten eignen sich gut für weichere Metalle wie Aluminium oder Messing. Bei härteren Metallen sorgen Hochleistungs-Schneidstoffe für einen reibungslosen Materialfluss und scharfe Schnittkanten.
Schlussfolgerung
Rändeln ist ein Verfahren, bei dem erhabene Muster auf Metalloberflächen erzeugt werden, um die Griffigkeit, die Montage und das Aussehen zu verbessern. Dabei werden spezielle Werkzeuge wie Rändelräder und Halter verwendet, um gerade, rautenförmige, kreuzförmige oder spiralförmige Muster zu erzeugen. Die Qualität einer Rändelung hängt von Faktoren wie Werkzeugauswahl, Vorschub und Geschwindigkeit, Materialart und Ausrichtung ab.
Wenn Sie die Griffigkeit und das Finish Ihrer Teile verbessern wollen, Kontaktieren Sie uns noch heute um Ihre Rändelanforderungen zu besprechen und eine maßgeschneiderte Lösung für Ihr Projekt zu finden.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

OEM vs. Auftragsfertigung: Wie Sie das richtige Modell für Ihr Projekt wählen

