Servopressen verändern die Art und Weise, wie Hersteller Präzisionsumformung betreiben. Diese Maschinen nutzen programmierbare Bewegungen, Echtzeit-Feedback und eine hohe Energieeffizienz. Diese Kombination bietet dem Bediener ein Maß an Kontrolle, das mechanische und hydraulische Pressen nicht bieten können.
Bei der Auswahl der richtigen Servopresse geht es um mehr als nur um die Tonnage oder den Preis. Käufer müssen die Fähigkeiten der Maschine mit ihren Produktionszielen, der Teileform und der erforderlichen Genauigkeit abgleichen. Diese Abstimmung hilft, unzureichende Leistung und unerwartete Kosten zu vermeiden.
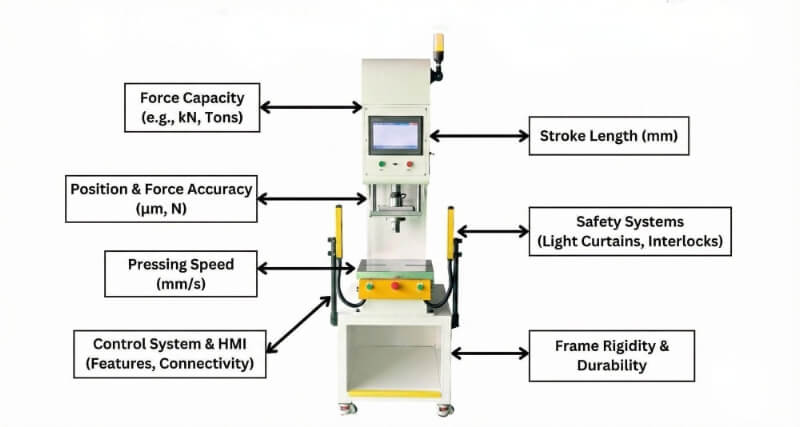
In diesem Artikel werden die wichtigsten technischen Spezifikationen beschrieben, die vor dem Kauf einer Servopresse zu beachten sind. Jede Spezifikation steht in direktem Zusammenhang mit der Qualität der Teile, den Betriebskosten und der Investitionsrentabilität. Das Ziel ist es, Ingenieuren und Käufern zu helfen, klare, datenbasierte Entscheidungen zu treffen.
Verstehen Ihrer Anwendungsbedürfnisse
Bevor Sie sich mit Tonnagetabellen oder Katalogdaten beschäftigen, sollten Sie Ihren tatsächlichen Produktionsbedarf ermitteln. Präzisionsmontage, flaches Umformen und Tiefziehen benötigen alle eine andere Mischung aus Kraft, Hub und Bewegungskontrolle.
Materialart und Dicke
Der erste Schritt besteht darin, das Material und seine grundlegenden Eigenschaften zu bestimmen. Materialstärke und -dicke wirken sich direkt auf die Einstellungen der Umformkraft und -bewegung aus.
Harte Materialien, wie Edelstahl oder Titan, erfordern eine höhere Kraft. Außerdem müssen sie in der Nähe des Bodens, insbesondere in der Mitte, langsamer bewegt werden, um Rissbildung und Oberflächenschäden zu vermeiden. Weichere Materialien, wie Aluminium oder Kupfer, erlauben schnellere Zyklen. Sie müssen jedoch immer noch präzise gesteuert werden, um ein Verbiegen oder eine Formveränderung zu verhindern.
Technischer Einblick: Die Umformkraft steigt nahezu linear mit der Materialdicke und der Streckgrenze.
Ein 2 mm dickes Teil aus unlegiertem Stahl kann zum Beispiel eine Kraft von 35-40 kN erfordern. Die exakte Form aus rostfreiem Stahl kann eine Kraft von 60-70 kN erfordern.
Aus diesem Grund sollten Ingenieure immer zuerst die erforderliche Umformkraft berechnen. Die Pressenleistung sollte dann mindestens 20-30% höher als dieser Wert sein. Diese Sicherheitsmarge trägt dazu bei, die Qualität der Teile stabil zu halten, wenn sich die Materialeigenschaften zwischen den Chargen ändern.
Produktionsvolumen und Zykluszeit
Ihr Produktionsvolumen beeinflusst nicht nur die Größe der Maschine. Es bestimmt auch die Haltbarkeit und Effizienz, die von der Maschine im täglichen Betrieb verlangt wird.
Für Kleinteile und elektronische Komponenten laufen 1-5-Tonnen-Servopressen oft mit 30-60 Hüben pro Minute im Kurzhubmodus. Diese Maschinen können auch bei höheren Geschwindigkeiten noch eine Wiederholgenauigkeit im Mikrometerbereich erreichen.
Die Produktion hoher Stückzahlen belastet die Presse über lange Zeiträume. In diesen Fällen sind eine stabile Temperaturregelung und ein geringer mechanischer Verschleiß von entscheidender Bedeutung. Für Kleinserien oder Prototyparbeitändert sich der Schwerpunkt. Flexibilität wird wertvoller als maximale Geschwindigkeit.
Design-Tipp: Wählen Sie eine Druckmaschine, die mehrere Bewegungsprogramme speichern kann. Eine schnelle digitale Einrichtung reduziert die Stillstandszeiten und erleichtert die Produktion von Kleinserien, ohne die Genauigkeit zu beeinträchtigen.
Verfahrenstyp und Umformkomplexität
Jedes Umformverfahren reagiert unterschiedlich auf die angewandte Kraft. Stempeln, prägen.und Biegen hängen von schnellen Schlägen ab. Tiefziehen und Präzisionsfügen erfordern einen langsamen, gleichmäßigen Druck mit einer kurzen Verweilzeit in der Nähe der Unterseite, die genau zentriert ist. Diese Verweilzeit hilft, die Rückfederung und Oberflächenschäden.
Servopressen können mit diesen Unterschieden sehr gut umgehen. Der Stößel kann sich während der Umformung verlangsamen, eine Pause einlegen, um innere Spannungen abzubauen, und dann beim Rückhub wieder beschleunigen. All dies geschieht innerhalb eines einzigen programmierten Zyklus.
Dank dieser Kontrolle eignen sich Servopressen für komplexe Produktionslinien. Eine Station kann das Formen, Einlegen und Montieren übernehmen, ohne dass ein Maschinenwechsel erforderlich ist.
Beispiel: Beim Formen von EV-Batterielaschen können die Ingenieure die Gleitgeschwindigkeit von 250 mm/s auf 30 mm/s in der Nähe des Kontakts reduzieren. Diese Änderung kann die Grathöhe um mehr als 40% reduzieren. Das Ergebnis ist eine sauberere Oberfläche und eine bessere Klebequalität.
Technische Kernspezifikationen
Nachdem Sie Ihre Prozessanforderungen definiert haben, überprüfen Sie die wichtigsten technischen Spezifikationen der Servopresse. Diese Werte zeigen die wahren Fähigkeiten der Maschine in Bezug auf die Umformfähigkeit, die Steuerungsgenauigkeit und den Erweiterungsraum.
Bemessungstonnage und Kraftkurve
Die Nenntonnage gibt die maximale kontinuierliche Kraft an, die die Presse an einer bestimmten Hubposition aufbringen kann. Dieser Punkt befindet sich in der Regel einige Millimeter über dem Boden, direkt in der Mitte.
Bei Servopressen bleibt die nutzbare Kraft über einen viel größeren Hubbereich hoch. Dieses Verhalten unterscheidet sich von dem mechanischer Pressen, bei denen die Kraft schnell abfällt, sobald sich die Kurbel von ihrem Spitzenwinkel entfernt.
Vor der Auswahl einer Maschine sollten Ingenieure die erforderliche Umformkraft berechnen, um sicherzustellen, dass die Maschine für die Aufgabe geeignet ist. Eine gängige Formel lautet
F = K × L × t × σ
Dabei steht K für den Prozessfaktor. L ist die Schnitt- oder Umformlänge. t ist die Materialstärke. σ ist die Materialfestigkeit.
Nach der Berechnung der Belastung sollte die Pressenleistung mindestens 20-30% höher sein. Dieser Spielraum hilft, Schwankungen bei der Werkzeugbestückung, den Materialchargen und der Teilegeometrie aufzufangen.
Technischer Einblick: Eine stabile Kraft-Weg-Kurve unterstützt den gleichmäßigen Materialfluss. Außerdem wird der Werkzeugverschleiß reduziert und die langfristige Prozesskonstanz verbessert.

Hublänge und Verstellbereich
Die Hublänge bezieht sich auf die Strecke, die der Schlitten in einem Zyklus zurücklegt. Diese Bewegungsstrecke beeinflusst die Geschwindigkeit, den Energieverbrauch und die Prozessstabilität.
Die meisten kompakten Servopressen bieten einen einstellbaren Hubbereich von etwa 50-200 mm. Der Bediener kann diesen Bereich direkt über das Steuerungssystem einstellen. Ein kürzerer Hub unterstützt eine flache Umformung. Er erhöht die Geschwindigkeit und senkt den Energieverbrauch. Ein längerer Hub unterstützt das Tiefziehen und mehrstufige Werkzeuge.
Servopressen ermöglichen eine digitale Hubeinstellung. Es sind keine mechanischen Änderungen erforderlich. Diese Funktion ermöglicht ein schnelleres Einrichten und hilft bei der Anpassung des Hubs an jeden Werkstücktyp. Eine bessere Abstimmung verbessert den Durchsatz und verlängert die Lebensdauer der Werkzeuge.
Design-Tipp: Ein gut abgestimmter Hub vermindert die unnötige Bewegung. In vielen Fällen kann der unproduktive Weg um 25-30% reduziert werden, was die Gesamtleistung direkt erhöht.
Dia-Geschwindigkeit und Bewegungsprofil
Mit der Servosteuerung können Ingenieure Bewegungskurven entwerfen, anstatt sich auf feste Kurbelgeschwindigkeiten zu verlassen. Der Schlitten kann sich bei der Annäherung schnell bewegen, bei der Berührung verlangsamen, kurz halten, um die Rückfederung zu kontrollieren, und dann mit hoher Geschwindigkeit zurückkehren.
Ein typischer Bewegungsablauf kann wie folgt aussehen:
Schnelle Annäherung mit 300 mm/s → Umformung mit 30 mm/s → Verweilen für 0,3 s → Rückkehr mit 250 mm/s.
Diese Art der Bewegung reduziert Vibrationen und begrenzt die Auswirkungen auf die Matrize. Sie verbessert auch die Konsistenz der Teilegröße von einem Zyklus zum nächsten.
Technischer Einblick: Sanftes Abbremsen und eine kurze Verweilzeit in der Nähe des unteren Totpunkts können die Lebensdauer der Matrize um 20-40% verlängern. Dieser Vorteil zeigt sich bei Präzisionsumform- und Fügeverfahren.

Arbeitshöhe und Tischgröße
Die Arbeitshöhe ist der Abstand zwischen dem Schlitten und der Auflagefläche im unteren Totpunkt. Dieses Maß wirkt sich auf den Sitz des Werkzeugs und den Zugang des Bedieners beim Einrichten und in der Produktion aus.
Kleine Servopressen im Bereich von 1-5 Tonnen bieten in der Regel verstellbare Arbeitshöhen von etwa 150-300 mm. Die Tischgrößen liegen oft bei 300 × 200 mm. Diese Größen sind für viele kleine Teile und Präzisionsbaugruppen geeignet.
Sie sollten sich immer vergewissern, dass Ihr größtes Werkzeug in den Tischbereich passt. Es muss auch genügend Platz für das Einlegen des Materials, die Entnahme der Teile und die Platzierung der Sensoren vorhanden sein.
Für Präzisionsarbeiten lassen sich Pressen mit T-Nuten-Trägern oder modularen Werkzeugaufnahmen leichter ausrichten. Außerdem verkürzen sie die Umrüstzeit.
Design-Tipp: Wählen Sie einen Tisch, der 15-20% größer ist als Ihr derzeitiges Werkzeug, um zukünftige Automatisierungen oder Aufrüstungen von Vorrichtungen zu ermöglichen.
Präzision und Kontrollmöglichkeiten
Wenn die mechanischen Parameter der Presse auf Ihre Anwendung abgestimmt sind, lautet die nächste entscheidende Frage: Wie präzise kann sie die Kraft bewegen und steuern?
Position und Kraftgenauigkeit
Moderne Servopressen verwenden einen geschlossenen Regelkreis, um Position und Kraft präzise in Echtzeit zu verfolgen. Hochauflösende Encoder messen die Stößelposition mit einer Genauigkeit von ±0,01 mm. Eingebaute Kraftsensoren überwachen Kraftänderungen mit einer Genauigkeit von etwa ±1%.
Dank dieser Genauigkeit bleibt jeder Hub gleichmäßig. Sie ist besonders wertvoll für Mikroteile und Baugruppen, die auf enge Presspassungen angewiesen sind.
Im Gegensatz zu kurbelgetriebenen Pressen können Servopressen die Bewegung während des Hubes anpassen. Wenn das System eine Positionsabweichung oder einen höheren Materialwiderstand feststellt, korrigiert es die Bewegung automatisch. Diese Steuerung reduziert den Werkzeugverschleiß und sorgt für eine gleichbleibende Qualität der Teile bei längeren Produktionsläufen.
Technischer Einblick: Bei Präzisionsaufgaben wie dem Pressen elektrischer Kontakte kann eine Hubabweichung von nur 0,02 mm die Einpresskraft um 5-8% verändern. Die Servo-Rückkopplungssteuerung verhindert dieses Problem, indem sie bei jedem Zyklus konstante Anpassungen vornimmt.
Bewegungsprogrammierung und Software-Schnittstelle
Die Programmierbarkeit ist der Hauptvorteil von Servopressen. Bediener können über eine Touchscreen-HMI oder eine PC-Schnittstelle individuelle Bewegungsprofile erstellen. Sie können Geschwindigkeit, Position, Verweilzeit und Kraft in jeder Phase des Hubes einstellen.
Dieser digitale Ansatz ersetzt mechanische Nocken und Passscheiben. Ingenieure können mehrere Bewegungsprogramme für verschiedene Teile und Materialien speichern, was einen effizienten Betrieb ermöglicht. Diese Fähigkeit reduziert die Einrichtungszeit und sorgt für konsistente Ergebnisse bei allen Bedienern und Schichten, was einen nahtlosen Arbeitsablauf gewährleistet.
Viele moderne Systeme zeigen den Strich als Live-Bewegungskurve an. Der Benutzer kann wichtige Punkte direkt auf dem Bildschirm einstellen, was die Feinabstimmung schneller und intuitiver macht.
Zu den üblichen Bewegungsarten gehören:
- Konstante Geschwindigkeit (ideal für die allgemeine Umformung)
- Konstanter Druck (für Montage und Kompression)
- Hybride Steuerung (Kombination von Geschwindigkeits- und Kraftzielen)
Design-Tipp: Wählen Sie eine Druckmaschine, die die Speicherung und den Export von Parametern ermöglicht. Dies unterstützt die Rückverfolgbarkeit und macht die PPAP- oder ISO 9001-Dokumentation viel einfacher zu verwalten.

Datenüberwachung und Konnektivität
Moderne Servopressen arbeiten als Teil eines vernetzten Produktionssystems. Sie sind nicht länger eigenständige Maschinen in der Werkstatt.
Die meisten aktuellen Modelle erfassen Kraft, Hubposition, Geschwindigkeit und Zykluszahl in Echtzeit. Das System zeigt diese Daten auf der HMI an oder sendet sie an die Werkssoftware. Die Ingenieure können Trends überprüfen und Prozessabweichungen erkennen, bevor Defekte auftreten.
Moderne Druckmaschinen unterstützen industrielle Standardprotokolle wie EtherNet/IP, PROFINET und OPC UA. Diese Verbindungen ermöglichen eine nahtlose Integration mit MES-, SCADA- oder ERP-Plattformen. Das Ergebnis ist eine bessere Wartungsplanung, OEE-Verfolgung und Fehlerbehebung aus der Ferne.
Technischer Einblick: Wenn Ingenieure Kraft-Weg-Daten im Laufe der Zeit analysieren, können sie Werkzeugverschleiß oder Materialermüdung erkennen, Wochen bevor die Teile bei der Inspektion durchfallen. Dieser Ansatz hilft, ungeplante Ausfallzeiten zu reduzieren und die Produktion zu stabilisieren.

Faktoren für Energieeffizienz und Wartung
Die Produktqualität hängt von der Präzision ab. Der langfristige Gewinn hängt vom Energieverbrauch und den Wartungskosten ab. Servopressen zeichnen sich in beiden Bereichen aus, da sie die Energie effizient nutzen und den mechanischen Verschleiß minimieren.
Stromverbrauch und Rückgewinnung
Servopressen werden mit elektrischen Servomotoren betrieben. Diese Motoren nehmen nur dann Strom auf, wenn sich der Stößel bewegt oder Kraft aufbringt. Wenn der Stößel langsamer wird oder zurückfährt, wird die kinetische Energie durch regeneratives Bremsen aufgefangen und an das Antriebssystem zurückgegeben.
Diese Konstruktion senkt den Energieverbrauch im Vergleich zu mechanischen Pressen um etwa 30-50%. Im Vergleich zu hydraulischen Systemen können die Einsparungen bis zu 70% betragen. Beispielsweise kann eine 5-Tonnen-Servopresse, die 8 Stunden pro Tag läuft, je nach Zykluseinstellung etwa 8.000-10.000 kWh pro Jahr einsparen.
Design-Tipp: Suchen Sie nach Maschinen, die den Energieverbrauch auf der HMI anzeigen oder die Leistung pro Zyklus verfolgen. Diese Daten helfen Ingenieuren bei der Feinabstimmung von Bewegungsprofilen und der Ermittlung von Energieverlusten während der Leerlaufzeit.

Lärm und sauberer Betrieb
Servopressen arbeiten leise, weil sie elektrische Antriebe anstelle von Hydrauliköl und schweren mechanischen Gestängen verwenden. Der typische Geräuschpegel liegt unter 75 dB. Hydraulische Pressen überschreiten unter ähnlichen Bedingungen oft 90 dB.
Dank der geringen Geräuschentwicklung sind Servopressen für saubere und kontrollierte Umgebungen geeignet. Die Montage medizinischer Geräte und die Elektronikproduktion profitieren am meisten davon. Der ölfreie Betrieb beseitigt auch das Risiko von Leckagen und Verunreinigungen.
Geringe Vibrationen schützen die Werkzeuge und verbessern den Komfort des Bedieners bei langen Schichten. Im Laufe der Zeit verbessert eine saubere und leise Anlage die Arbeitsplatzbedingungen und reduziert die Kosten für die Einhaltung der Umweltvorschriften.
Technischer Einblick: Geringere Vibrationen und stabiler Druck tragen dazu bei, die Lebensdauer der Matrize um 20-40% zu verlängern. Diese Verbesserung kann die Werkzeugkosten über Tausende von Produktionszyklen hinweg senken.
Wartungszugang und Langlebigkeit der Komponenten
Servopressen sind für eine lange Lebensdauer ausgelegt. Sie verwenden keine Riemen, Kupplungen oder Hydraulikpumpen. Diese Konstruktion reduziert die routinemäßige Wartung drastisch.
Schlüsselkomponenten wie Kugelumlaufspindeln und Linearführungen halten oft mehr als 50 Millionen Zyklen, bevor sie gewartet werden müssen. Viele Maschinen verfügen auch über automatische Schmiersysteme und integrierte Diagnosewarnungen.
Die intelligente Überwachung verfolgt die Anzahl der Zyklen, die Temperatur und die Vibrationen. Das System kann vorhersagen, wann eine Wartung erforderlich ist. Auf diese Weise werden unerwartete Abschaltungen durch geplante Wartungsfenster ersetzt.
Design-Tipp: Wählen Sie Pressen mit modularen Motoren und Antriebseinheiten für mehr Flexibilität und Benutzerfreundlichkeit. Modulare Konstruktionen erleichtern den Austausch und erhalten die Kompatibilität, wenn zukünftige Steuerungssystem-Upgrades vorgenommen werden.
Sicherheit und Integration
Eine gut konzipierte Druckmaschine sollte nicht nur präzise formen, sondern auch die Bediener schützen, mit der Automatisierung verbunden und für zukünftige Erweiterungen geeignet sein.
Sicherheitsvorrichtungen
Die Sicherheit von Servopressen beruht auf drei Hauptbereichen: Schutz, Vorbeugung und Einhaltung der Vorschriften. Jeder Bereich arbeitet zusammen, um die Sicherheit der Bediener und eine stabile Produktion zu gewährleisten.
Feste Schutzvorrichtungen, Zweihandschaltungen und Not-Aus-Tasten bieten physischen Schutz. Die Prävention beruht auf intelligenten Sensoren und Überlastungserkennung. Wenn das System eine abnormale Kraft oder Position erkennt, stoppt es die Bewegung sofort.
Die meisten modernen Servopressen erfüllen die CE-, OSHA- oder ISO 13849-1-Anforderungen. Diese Konformität unterstützt den sicheren Einsatz in automatischen und halbautomatischen Linien. Viele Systeme sind außerdem mit Lichtvorhängen, Bereichsscannern und Türverriegelungen ausgestattet, um die Bediener während der Einrichtung und Wartung zu schützen.
Technischer Einblick: Servopressen mit zertifizierten Sicherheitssteuerungen können die Rüstzeit um 15-20% reduzieren. Die Bediener können innerhalb definierter Sicherheitszonen arbeiten, ohne die Maschine komplett abschalten zu müssen.

Automatisierung Kompatibilität
Servopressen lassen sich problemlos mit Robotern, Förderanlagen, Zuführungen und Bildverarbeitungssystemen verbinden. Ihre Bewegung und Zeitsteuerung können über Protokolle wie EtherCAT, PROFINET oder Modbus TCP digital verknüpft werden.
In einer typischen Konfiguration lädt ein Roboter ein Teil, gibt der Presse ein Signal und entnimmt dann das fertige Teil. Alle Vorgänge bleiben innerhalb von Millisekunden synchronisiert. Diese Koordination reduziert die manuelle Handhabung und verbessert die Prozessstabilität.
Mit einer zuverlässigen Automatisierung unterstützen Servopressen den kontinuierlichen, nicht verschraubten Betrieb. Diese Fähigkeit ermöglicht Herstellern einen 24/7-Betrieb bei gleichbleibender Qualität und Wiederholbarkeit.
Prüfen Sie bei der Bewertung der Automatisierungsbereitschaft, ob Ihre Druckmaschine dies unterstützt:
- Mehrere programmierbare E/A-Anschlüsse
- Kommunikation mit PLCs in Echtzeit
- Externe Start/Stopp- oder Positionsauslöser
- Integration mit Qualitätssensoren oder Kameras
Design-Tipp: Wenn Sie planen, in Zukunft zu automatisieren, wählen Sie eine Presse mit einer offenen Kommunikationsarchitektur. Dies gewährleistet die Kompatibilität mit zukünftigen Robotik- oder Digitalisierungs-Upgrades in der Fabrik.

Bewertung der Gesamtbetriebskosten (TCO)
Der Preis ist der einfachste Vergleichsmaßstab, aber er sagt selten alles aus. Zwei Druckmaschinen mit ähnlichen Anschaffungspreisen können sich in ihren Lebenszykluskosten aufgrund von Unterschieden beim Energieverbrauch, der Wartung und der Betriebszeit erheblich unterscheiden.
Energie- und Betriebskosten
Servopressen verbrauchen nur dann Strom, wenn sich der Stößel bewegt oder Kraft aufbringt. In Kombination mit einer Nutzbremsung kann dieser Ansatz die jährlichen Energiekosten um etwa 30-50% senken.
Bei einem kleinen Betrieb, der 8 Stunden pro Tag läuft, kann die Energieeinsparung 8.000-10.000 kWh pro Jahr erreichen. Diese Menge entspricht in etwa dem Stromverbrauch von zwei durchschnittlichen Werkstätten.
Geringe Vibrationen und der ölfreie Betrieb senken auch die Zusatzkosten. Die Anlagen geben weniger Geld für den Lärmschutz aus und vermeiden den Umgang mit Altöl.
Design-Tipp: Überwachen Sie den Energieverbrauch pro Zyklus und die Kosten pro Gutteil. Diese beiden Indikatoren zeigen die tatsächliche Betriebseffizienz einer Umformanlage.

Produktivität und Qualität zahlen sich aus
Hohe Präzision führt direkt zu einer echten Investitionsrendite. Wenn die Umformkraft konstant bleibt, sinken Ausschuss und Nacharbeit. Die programmierbare Bewegung verringert auch die Belastung der Werkzeuge, wodurch diese länger halten.
Bei vielen Anwendungen kann eine Wiederholgenauigkeit von ±0,01 mm die Fehlerquote um 40-60% senken. Die genaue Verbesserung hängt von der Teilekonstruktion und der Prozessstabilität ab.
Die Servo-Bewegungssteuerung reduziert die Stöße beim Umformen. Diese Reduzierung kann die Lebensdauer um 20-40% verlängern und die Kosten für den Werkzeugwechsel senken. Mit der Zeit summieren sich diese Einsparungen. Bei hochvolumigen Anlagen amortisieren sie sich oft innerhalb von 12-18 Monaten.
Design-Tipp: Verlangen Sie beim Vergleich von Anbietern eine detaillierte Kostenaufstellung. Das Modell sollte nicht nur den Maschinenpreis, sondern auch den Energieverbrauch, die Wartungskosten und die Ausschussreduzierung berücksichtigen.
Schlussfolgerung
Der Kauf einer Servopresse ist sowohl eine technische als auch eine langfristige geschäftliche Entscheidung. Die richtige Maschine erfüllt mehr als nur die heutigen Anforderungen an Tonnage oder Geschwindigkeit. Sie unterstützt zukünftige Produktionspläne, Automatisierungsziele und die Kostenkontrolle.
Eine gute Entscheidung beginnt mit einem klaren Verständnis Ihrer Anwendung und des damit verbundenen Prozesses. Von dort aus sollten Sie jede Spezifikation Schritt für Schritt prüfen. Achten Sie dabei auf Tonnage, Hublänge, Bewegungssteuerung, Genauigkeit, Energieverbrauch und Sicherheit. Auf diese Weise können Sie sicherstellen, dass die Presse für Ihren heutigen Betrieb geeignet ist und auch im Laufe der Zeit einen Mehrwert bietet.
Suchen Sie Unterstützung bei der Auswahl der idealen Servopresse für Ihre spezielle Anwendung? Unser Ingenieurteam kann Ihren Umformungsbedarf prüfen, die optimale Maschinenkonfiguration vorschlagen und die Machbarkeit Ihres Prozesses gründlich bewerten. Kontaktieren Sie uns um Ihr Projekt zu besprechen oder eine kostenlose technische Beratung anzufordern.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

OEM vs. Auftragsfertigung: Wie Sie das richtige Modell für Ihr Projekt wählen

