Moderne Montagelinien stehen oft vor einer großen Herausforderung: Sie müssen die Einpressvorgänge konsistent und genau halten. Da die Produkte immer kleiner und die Toleranzen immer enger werden, wird es immer schwieriger, die bei der Montage aufgebrachte Kraft zu kontrollieren. Genau hier machen Servopressen den Unterschied. Sie sorgen für eine präzise, wiederholbare Bewegung, die sicherstellt, dass jedes Teil auf die gleiche Weise passt, Zyklus für Zyklus.
Wenn Ihr Einpressvorgang eine gleichmäßige Kraft, eine kontrollierte Geschwindigkeit oder eine Live-Qualitätsrückmeldung erfordert, ist eine Servopresse eine Überlegung wert. Damit können Sie die Pressparameter digital einstellen und eine Wiederholgenauigkeit im Mikrometerbereich erreichen. Bei empfindlichen Teilen wie Steckern, Sensoren oder Gehäusen liefern Servopressen konsistente Ergebnisse und reduzieren gleichzeitig Nacharbeit und Materialabfall.
Eine Servopresse fügt nicht einfach nur Teile zusammen - sie steuert jede noch so kleine Bewegung mit Kontrolle und Feedback. Sie möchten wissen, wie diese Präzision Ihren Produktionsfluss verbessern kann? Lassen Sie uns herausfinden, wie Servosysteme die Qualität und Effizienz der Einpressmontage verbessern.

Was ist Einpressmontage?
Bei der Presspassung werden zwei Bauteile sicher miteinander verbunden, ohne dass Schrauben, Klebstoff oder Schweißarbeiten erforderlich sind. Sie funktioniert durch eine Presspassung, bei der ein Teil etwas größer ist als das Loch, in das es passt. Durch den engen Kontakt entstehen Reibung und Druck, die die Teile fest an ihrem Platz halten.
In einem EinpressenEine kontrollierte Kraft drückt ein Teil in ein anderes. Die Oberflächen verformen sich leicht, wodurch ein zuverlässiger Reibschluss entsteht. Das Ausmaß des Übermaßes, oft 0,01-0,05 mm, bestimmt, wie viel Kraft erforderlich ist. Weichere Materialien wie Aluminium oder Kunststoff benötigen weniger Kraft, während härtere Materialien wie Stahl mehr Kraft erfordern.
Beispielhafte Kraftbereiche:
| Anmeldung | Typische Interferenzen | Erforderliche Kraft |
|---|---|---|
| PCB-Stifte einfügen | 0,01 mm | 100-300 N |
| Aluminiumgehäuse zum Einpressen | 0,02 mm | 1-3 kN |
| Einbau des Lagers | 0,05 mm | 10-30 kN |
Anders als Schweißen oder Befestigung bietet eine Presspassung eine genaue Ausrichtung und macht zusätzliche Teile überflüssig. Außerdem ist es ein sauberer Prozess - kein Öl, keine Dämpfe, keine Aushärtungszeit - und damit ideal für Elektronik, EV-Komponenten und medizinische Baugruppen.
Wichtigster Punkt: Beim erfolgreichen Einpressen geht es nicht darum, die größte Kraft aufzubringen. Es geht darum, eine kontrollierte und wiederholbare Kraft anzuwenden, die jedes Mal die gleiche Einpresstiefe erreicht. In diesem Punkt bieten Servopressen einen echten Vorteil.
Mechanische Anforderungen
Eine gute Presspassung hängt von drei messbaren Faktoren ab: Einpresskraft, Verschiebung und Ausrichtung.
- Einsteckkraft
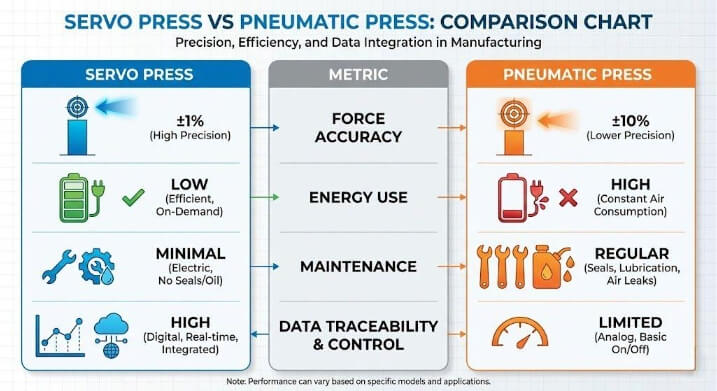
Die aufgebrachte Kraft muss die Überlagerung überwinden, ohne die Teile zu beschädigen. Eine zu hohe Kraft kann zu Rissen oder Verformungen führen, während eine zu geringe Kraft zu einem losen Sitz führt. Servopressen halten die Kraft innerhalb von ±1%, verglichen mit etwa ±10% bei pneumatischen Pressen. - Verdrängung
Die Presse muss einem präzisen Bewegungsprofil folgen. Die Verfolgung der Verschiebung bestätigt, dass das Teil die richtige Tiefe erreicht und hilft, Hindernisse zu erkennen. Viele Fabriken zeichnen Kraft-Weg-Kurven als "digitalen Fingerabdruck" für jeden Zyklus auf. - Ausrichtung
Selbst eine Neigung von 0,05° kann zu Staus oder ungleichmäßigem Druck führen. Servopressen korrigieren die Ausrichtung automatisch während der Bewegung und stellen sicher, dass das Teil senkrecht bleibt und gleichmäßig sitzt.
Grundlagen der Servopresse
Servopressen sind eine neue Art von Präzisionsmontagemaschinen. Sie ersetzen die Luft- oder Hydraulikkraft durch die Steuerung eines Elektromotors und bieten hohe Genauigkeit, Sauberkeit und Wiederholbarkeit.
Wie eine Servopresse funktioniert?
Eine Servopresse verwendet einen Servomotor, der mit einer Kugelumlaufspindel oder einem Getriebe verbunden ist, um die Rotation in eine geradlinige Bewegung umzuwandeln. Der Prozess wird vollständig durch Software gesteuert, nicht durch mechanische Anschläge oder Ventile. Während jedes Zyklus erfassen integrierte Sensoren gleichzeitig Kraft (N oder kN) und Weg (mm).
Jeder Presszyklus erzeugt eine Kraft-Weg-Kurve, die als digitaler Fingerabdruck dient. Das Steuersystem vergleicht diese Kurve mit voreingestellten Grenzwerten, um festzustellen, ob die Baugruppe den Normen entspricht. Wenn ein Teil zu früh, zu tief oder außerhalb der Grenzwerte sitzt, stoppt die Presse oder meldet das Problem sofort.
Typische Leistungskennzahlen:
| Parameter | Servo-Presse | Pneumatisch | Hydraulisch |
|---|---|---|---|
| Genauigkeit der Kraft | ±1% | ±10% | ±5-8% |
| Positionelle Wiederholbarkeit | ±0,005-0,01 mm | ±0,1 mm | ±0,05 mm |
| Energieverbrauch (im Vergleich zur Hydraulik) | 30-70% unten | 20-40% unten | - |
| Wartungsintervall | Alle 6-12 Monate | 2-3 Monate | Monatliche Ölkontrollen |
Beispiel:
Eine 5-kN-Servopresse zur Montage von Sensorgehäusen kann bei einer programmierten Kraft von 2,4 kN ± 0,02 kN präzise anhalten. Diese Feinsteuerung verhindert Mikrorisse in empfindlichen Gehäusen und gewährleistet die volle Einbautiefe.
Die wichtigsten Vorteile gegenüber herkömmlichen Pressen
Servopressen kombinieren mechanische Präzision mit digitaler Steuerung:
- Programmierbare Bewegung: Die Bediener können mehrstufige Zyklen einstellen - wie z. B. Soft-Touch-Starts, variable Geschwindigkeiten oder Haltekraft - um empfindliche oder geschichtete Teile zu schützen.
- Wiederholbare Genauigkeit: Jeder Hub folgt der gleichen Bewegungskurve, wobei die Konsistenz der Verschiebung bei ±0,01 mm liegt.
- Sauberer und leiser Betrieb: Keine Ölleckagen, Abluft oder Pumpengeräusche, daher ideal für Reinräume oder ruhige Arbeitsbereiche.
- Energie-Effizienz: Der Motor nimmt nur während der Bewegung Energie auf und kann sogar beim Abbremsen Energie zurückgeben.
- Vollständige Rückverfolgbarkeit der Daten: Jeder Zyklus speichert Kraft-, Weg- und Kurvendaten, die zur Qualitätsverfolgung exportiert oder mit MES-Systemen verknüpft werden können.
Steuerung und Rückkopplungssysteme
Die Stärke einer Servopresse liegt in ihrem geschlossenen Rückkopplungssystem. Kraftsensoren und Drehgeber senden Echtzeitdaten an die Steuerung, die die Bewegung innerhalb von Millisekunden an die programmierten Werte anpasst. So bleibt jeder Pressenzyklus präzise, auch wenn die Materialeigenschaften variieren.
Einige Pressen verwenden Kraftmessdosen zur Krafterfassung, während andere im Rahmen eingebaute Dehnungsmessstreifen verwenden. In Kombination mit hochauflösenden Encodern sorgen diese Systeme für Stabilität bei langen Produktionsläufen.
Integrationsfähiges Design:
Moderne Servopressen lassen sich über EtherCAT, PROFINET oder OPC UA problemlos an Fabriknetzwerke anschließen. Sie können mit Roboterarmen, SPS oder Inspektionssystemen zusammenarbeiten und verwandeln die Presse in ein vernetztes, datengesteuertes Werkzeug, das intelligente Fertigungs- und Industrie-4.0-Prozesse unterstützt.
Evaluierung des Bedarfs an einer Servopresse
Nicht jeder Einpressvorgang benötigt ein Servosystem. Aber wenn Präzision, Dokumentation und Prozesskontrolle am wichtigsten sind, kann der Unterschied erheblich sein.
Kraft- und Toleranzanforderungen
Wenn Ihr Prozess mehr Kontrolle benötigt, als eine pneumatische oder manuelle Presse bieten kann, ist eine Servopresse die bessere Option. Pneumatische Systeme weisen oft eine Druckschwankung von ±10% auf, während Servopressen ±1% oder besser einhalten.
Beim Pressen von kleinen Komponenten wie Sensorgehäusen, Buchsen oder Leiterplattensteckern kann schon eine zusätzliche Bewegung von 0,05 mm zu Rissen oder einer Fehlausrichtung des Teils führen. Die Servosteuerung verhindert dies, indem sie die Bewegung in Echtzeit durch Rückkopplungsüberwachung anpasst.
Kurzanleitung:
| Anforderung | Empfohlene Lösung |
|---|---|
| Toleranz > ±0,05 mm | Pneumatische Presse |
| Toleranz ≤ ±0,02 mm | Servopresse |
| Kraft über 20 kN | Hydraulische oder Servo-Presse |
| Saubere oder rückverfolgbare Umgebung | Servopresse |
Ziele für Qualität und Rückverfolgbarkeit
Branchen wie die Automobilelektronik, die Medizintechnik und die Luft- und Raumfahrt benötigen eine vollständige Dokumentation für jeden Produktionsschritt. Servopressen zeichnen automatisch die Kraft-, Weg- und Kurvendaten jedes Zyklus auf, so dass die Ingenieure die Qualität der Teile bestätigen und bei Audits einen digitalen Nachweis erbringen können.
Jede Presskurve wirkt wie ein digitaler Fingerabdruck, der bestätigt, dass das Teil korrekt und innerhalb der Grenzwerte gepresst wurde. Dieses Maß an Rückverfolgbarkeit hilft bei der Einhaltung strenger Qualitätsstandards und vereinfacht die Compliance-Kontrolle.
Produktionsumfang und Automatisierung
Servopressen sind für moderne, automatisierte Produktionslinien konzipiert. Sie lassen sich leicht mit SPS, Robotern und Bildverarbeitungssystemen verbinden und schaffen so einen synchronisierten Prozess. Kraft-, Geschwindigkeits- und Verschiebungseinstellungen können für verschiedene Produkttypen automatisch umgeschaltet werden, was beim Einrichten oder Umrüsten Zeit spart.
In automatisierten Umgebungen helfen Servopressen, die Taktzeit auszugleichen. Sie können sich beim Heranfahren schnell bewegen und beim Einsetzen präzise abbremsen und kombinieren so Geschwindigkeit und Genauigkeit in einer Bewegung.
Kosten und ROI-Überlegungen
Eine Servopresse kostet in der Regel 30-50% mehr als ein pneumatisches System. Die langfristigen Einsparungen überwiegen jedoch oft die Anfangsinvestition:
- Energieeinsparungen: 30-70% geringerer Energieverbrauch im Vergleich zu hydraulischen Pressen.
- Wartung: Öl, Filter oder Flüssigkeiten müssen nicht gewartet werden.
- Geringere Nacharbeit: Die Ausschuss- und Nacharbeitsquoten sinken häufig um 60-80%.
- Einsparung von Arbeitskräften: Schnelleres Einrichten und weniger manuelle Inspektionen.
Das Wichtigste zum Mitnehmen:
Wenn Ihr Prozess eine Präzision von weniger als ±0,02 mm, rückverfolgbare Qualitätsdaten oder einen kontinuierlichen Betrieb mit geringem Wartungsaufwand erfordert, ist eine Servopresse nicht nur ein Upgrade, sondern eine kluge Investition, die die Produktivität und Zuverlässigkeit steigert.
Anwendungen, die sich am besten für Servopressen eignen
Servopressen eignen sich am besten für Branchen, in denen Präzision, Sauberkeit und gleichbleibende Qualität nicht verhandelbar sind. Sie sind für Vorgänge konzipiert, die eine kontrollierte Einpresskraft, eine genaue Positionierung und eine vollständige Datenverfolgung erfordern.
Elektronik und PCB-Montage
In der Elektronikproduktion werden häufig empfindliche Teile wie Stifte, Klemmen oder Stecker in Leiterplatten oder Gehäuse eingesetzt. Diese Baugruppen benötigen eine Genauigkeit im Mikrometerbereich, um einen zuverlässigen elektrischen Kontakt und langfristige Stabilität zu gewährleisten.
Servopressen sind hier ideal, da sie eine programmierbare, mehrstufige Bewegung ermöglichen. Ein Zyklus kann beginnen mit einer sanfte Annäherung für die Ausrichtung, dann wenden Sie eine präzise Einführungskraft an und schließen mit einem kurzen Halt ab, um die Sitztiefe zu bestätigen.
Automobil- und EV-Herstellung
In der Automobil- und EV-Produktion verarbeiten Servopressen Pressverbindungen mit mittlerer bis hoher Kraft, z. B. Lager, Buchsen, Wellen und Batterieklemmen. Diese Verbindungen müssen Vibrationen, Temperaturschwankungen und schweren Lasten standhalten, was eine gleichbleibende Kraft und Sitztiefe erforderlich macht.
Die Servosteuerung mit geschlossenem Regelkreis stellt sicher, dass jeder Zyklus die gleiche Kraft aufbringt. Ingenieure können auch die Pressenkurven überprüfen, um Fehlausrichtungen von Teilen oder Werkzeugverschleiß zu erkennen, bevor sie die Produktion beeinträchtigen.
Medizin- und Präzisionsgeräte
Bei medizinischen und Präzisionsanwendungen sind ein sauberer Betrieb und eine konstante Leistung wichtiger als die reine Geschwindigkeit. Servopressen eignen sich perfekt, da sie ölfrei, leise und partikelarm arbeiten und die Reinraumnormen der ISO-Klasse 7-8 erfüllen.
Sie werden häufig für den Zusammenbau von Implantatgehäusen, rostfreien chirurgischen Instrumenten, Miniaturventilen und Präzisionsmessgeräten verwendet. Programmierbare Parameter schützen empfindliche Materialien und gewährleisten eine gleichmäßige Kompression oder Passung.
Wann eine Servopresse nicht notwendig ist?
Servopressen bieten eine hervorragende Genauigkeit und Kontrolle, aber nicht jeder Prozess erfordert dieses Maß an Präzision. Der Schlüssel liegt darin, Servopressen dort einzusetzen, wo sie klare und messbare Vorteile bringen.
Geringes Volumen oder manuelle Vorgänge
Für Prototypenfür Wartungsaufgaben oder kleine Auflagen sind manuelle oder pneumatische Pressen in der Regel die bessere Wahl. Sie kosten weniger, sind wartungsarm und lassen sich schnell einrichten.
Wenn Sie weniger als ein paar hundert Teile pro Monat produzieren und keine digitale Rückverfolgbarkeit benötigen, ist die Investition in eine Servopresse möglicherweise nicht rentabel genug.
| Anmeldung | Volumen | Toleranzbedarf | Empfohlene Presse |
|---|---|---|---|
| F&E / Prototyp | < 200 Stück/Monat | ±0,1 mm | Manuell / Pneumatisch |
| Produktion in kleinem Maßstab | 200-1.000 Stück/Monat | ±0,05 mm | Pneumatisch / Kipphebel |
| Automatisierte Produktion | > 1.000 Stück/Monat | ≤ ±0,02 mm | Servo-Presse |
Lose Toleranzen oder unkritische Passungen
Wenn Ihre Teile keine engen Toleranzen erfordern oder kleine Abweichungen die Leistung nicht beeinträchtigen, ist eine Servopresse möglicherweise unnötig. Beim Pressen von Kunststoffkappen, Zierblenden oder anderen unkritischen Komponenten ist eine digitale Kraftregelung selten erforderlich.
In diesen Fällen, pneumatische Pressen oder Kniehebelpressen kann die Aufgabe schneller und zu viel niedrigeren Kosten erledigen. Servosysteme würden die Kosten erhöhen, ohne die Qualität zu verbessern.
Praktischer Tipp:
Wenn Sie unsicher sind, ob Sie in Servosysteme investieren sollen, beginnen Sie mit einer Teststation. Lassen Sie diese drei Monate lang laufen und vergleichen Sie den Energieverbrauch, die Nachbearbeitungsraten und die Einrichtungszeit mit Ihren vorhandenen Druckmaschinen. Die meisten Hersteller stellen fest, dass die Vorteile der Servosteuerung deutlich werden, sobald sie Daten haben.
Tipps zur Auswahl und Integration
Die Auswahl und Integration der richtigen Servopresse wirkt sich direkt darauf aus, wie schnell sich Ihre Investition auszahlt. Das Ziel ist es, die Presse auf Ihre tatsächlichen Produktionsanforderungen abzustimmen - und nicht nur das größte oder modernste Modell zu wählen.
Anpassung der Pressenkapazität an die Anwendung
Schätzen Sie zunächst die erforderliche Presskraft. Diese hängt von der Art des Materials, dem Ausmaß des Übermaßes und der Kontaktfläche ab. Die Grundformel für die Kraft (F) lautet:
F = π × D × L × p
Wo:
- D = Durchmesser des Teils
- L = Interferenzlänge
- p = Anpressdruck (bezogen auf die Werkstoffpaarung)
Sobald Sie die Kraft berechnet haben, wählen Sie eine Presse mit 20-30% zusätzlicher Kapazität, um Schwankungen sicher zu bewältigen.
Typische Auswahlhilfe:
| Anmeldung | Drückende Kraft | Empfohlene Servokapazität | Hubbereich |
|---|---|---|---|
| PCB-Anschlüsse | 100-500 N | 1-2 kN | 50-100 mm |
| Sensor-Gehäuse | 1-3 kN | 4-5 kN | 100-150 mm |
| Lager / Buchsen | 10-30 kN | 40-50 kN | 200-300 mm |
| Akku-Module | 20-60 kN | 70-80 kN | 300-400 mm |
Vermeiden Sie Überdimensionierung. Eine zu starke Presse verliert die Auflösung bei niedriger Kraft und die Empfindlichkeit der Steuerung. Idealerweise sollte die Arbeitslast 60-80% der Nennkapazität der Presse betragen. In diesem Bereich bleibt die Genauigkeit hoch und die mechanische Belastung der Komponenten wird reduziert.
Integration mit Sensoren und Automatisierung
Moderne Servopressen sind für eine intelligente Fabrikkonnektivität ausgelegt. Sie können mit Robotern, SPSen und Inspektionssystemen über EtherCAT, PROFINET oder OPC UA kommunizieren.
Dies ermöglicht z. B. eine nahtlose Automatisierung:
- Ein Roboter lädt das Teil.
- Die Servopresse führt den Einschub aus und überwacht dabei Kraft und Position in Echtzeit.
- Ein Vision-Sensor überprüft die Sitzhöhe oder die Ausrichtung.
- Das MES zeichnet Kraft-Weg-Daten für jedes Teil automatisch auf.
Vorteile der Integration:
- 30-40% schnelleres Umrüsten mit digitalen Auftragseinstellungen.
- Weniger Einrichtungsfehler - Die Druckeinstellungen werden aus gespeicherten Profilen abgerufen.
- Vorausschauende Wartung - Das System verfolgt kleine Kraftabweichungen und warnt vor Werkzeugverschleiß.
Schlussfolgerung
Servopressen haben die Art und Weise verändert, wie Hersteller über Präzisionsmontage denken. Sie kombinieren kontrollierte Bewegung, verifizierte Kraft und digitale Rückverfolgbarkeit in einem intelligenten System. Dies gibt den Ingenieuren einen vollständigen Einblick in jeden Einpresszyklus und trägt dazu bei, eine gleichbleibende Qualität vom ersten bis zum letzten Teil zu gewährleisten.
Für Arbeitsgänge, bei denen es auf Genauigkeit, Wiederholbarkeit und Sauberkeit ankommt, bieten Servopressen klare, langfristige Vorteile. Sie verbessern nicht nur die Qualität der Teile, sondern reduzieren auch den Ausschuss, die Stillstandszeiten und den Wartungsaufwand und machen die Produktion stabiler und effizienter.
Sind Sie bereit, Ihren Press-Fit-Prozess zu verbessern?
Wenn Ihre derzeitige Einpresseinrichtung mit ungleichmäßiger Kraft, hohen Nachbearbeitungsraten oder fehlenden Datensätzen zu kämpfen hat, könnte eine Servopresse das Upgrade sein, das Ihre Anlage braucht. Sie bietet wiederholbare Genauigkeit, digitale Qualitätsdokumentation und einen schnelleren ROI - alles in einem sauberen, vernetzten System.
Kontaktieren Sie uns heute um Ihre Anwendung zu besprechen oder eine kostenlose technische Beratung zu vereinbaren.
FAQs
Was ist ein "Pressfit"-Verfahren?
Bei einer Presspassung werden zwei Teile durch eine Presspassung verbunden, bei der ein Teil etwas größer ist als das Loch, in das es passt. Der enge Kontakt erzeugt Reibung und Druck, die die Teile ohne Schrauben, Klebstoffe oder Schweißen sicher halten.
Wie verbessern Servopressen die Einpressgenauigkeit?
Servopressen verwenden Präzisionsmotoren und Sensoren, um sowohl Kraft als auch Position während jedes Zyklus zu kontrollieren. Sie zeichnen eine Kraft-Weg-Kurve auf, die den korrekten Sitz bestätigt und jede Fehlausrichtung oder Materialabweichung sofort erkennt.
Kann eine pneumatische Presse die gleiche Aufgabe übernehmen?
Pneumatische Pressen sind für einfache Passungen oder solche mit großen Toleranzen geeignet. Sie können jedoch nicht mit der Echtzeitsteuerung oder Datenverfolgung von Servosystemen mithalten und sind daher für hochpräzise oder rückverfolgbare Produktionslinien weniger geeignet.
Welche Branchen profitieren am meisten von der Einführung von Servopressen?
Branchen wie die Elektronikindustrie, die EV-Fertigung, die Medizintechnik und die Feinmechanik profitieren am meisten davon. Diese Sektoren erfordern eine genaue Kraftkontrolle, einen sauberen Betrieb und eine digitale Qualitätsdokumentation für jedes produzierte Teil.
Wie lange dauert es, bis sich die Investition in eine Servopresse rentiert?
Die meisten Unternehmen amortisieren ihre Investition innerhalb von 12-24 Monaten. Die Einsparungen ergeben sich aus geringerem Ausschuss, höherer Ausbeute beim ersten Durchlauf, geringeren Wartungskosten und automatisierten Qualitätsdaten, die dazu beitragen, Mängel oder Rückrufe zu vermeiden.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

OEM vs. Auftragsfertigung: Wie Sie das richtige Modell für Ihr Projekt wählen

