Sind Sie auf der Suche nach einem Fertigungsverfahren, das Stärke, Vielseitigkeit und Kosteneffizienz vereint? Viele Ingenieure und Hersteller ringen um das richtige Gleichgewicht zwischen Qualität und Effizienz. Das Aluminium-Strangpressen bietet eine Lösung für diese häufigen Fertigungsprobleme.
Beim Strangpressen von Aluminium wird Metall in präzise Formen gebracht. Ingenieure und Hersteller verwenden es, um solide, leichte Teile herzustellen. Dieses Verfahren verbessert die Effizienz, senkt die Kosten und erhöht die Designflexibilität.
Warum sollten Sie sich für die Aluminiumextrusion interessieren? Es bietet unendlich viele Gestaltungsmöglichkeiten und kann präzise Spezifikationen erfüllen. Sehen wir uns an, wie dieses Verfahren funktioniert und warum es so beliebt ist.
Was ist Aluminium-Strangpressen?
Aluminiumstrangpressen ist ein Fertigungsverfahren, bei dem Aluminiumlegierungen zu bestimmten Profilen geformt werden. Dabei wird erhitztes Aluminium durch eine Matrize gepresst, die wie eine Form wirkt. Das Ergebnis ist ein kontinuierliches Stück Aluminium mit einem Querschnitt, der der Form der Matrize entspricht.
Das Strangpressverfahren beruht auf der Fließfähigkeit von Aluminium bei Erwärmung. Zunächst wird ein Aluminiumknüppel auf etwa 800-925°F erhitzt, wodurch er weich, aber nicht flüssig wird. Dann wird das erweichte Metall unter extremem Druck durch eine Matrize mit einer bestimmten Öffnungsform gepresst. Beim Durchlaufen nimmt das Metall genau die Form dieser Öffnung an.
Dieses Verfahren funktioniert, weil Aluminium bei Erwärmung plastisch wird - es kann fließen, ohne zu brechen. Der Hydraulikzylinder übt einen Druck von bis zu 15.000 Tonnen aus und drückt das Metall durch die Matrize. Nach dem Austritt aus der Matrize kühlt das Aluminium ab und härtet aus, wobei es seine neue Form behält.
Der Prozess der Aluminiumextrusion: Schritt-für-Schritt-Zusammenfassung
Beim Aluminiumstrangpressen wird Rohaluminium in präzisen Schritten in nützliche Formen verwandelt. Schauen wir uns jeden Schritt im Detail an.
Schritt 1: Knüppelvorbereitung
Zunächst wird je nach den Anforderungen des Endprodukts die richtige Legierung ausgewählt. Zur Auswahl stehen die Legierungen 6061 und 6063 mit unterschiedlichen Festigkeits- und Oberflächenqualitäten.
Das Aluminium wird in Knüppel mit bestimmten Durchmessern gegossen, in der Regel 3 bis 14 Zoll. Diese Knüppel werden auf die für die Strangpressengröße und das benötigte Material passende Länge zugeschnitten.
Schritt 2: Erhitzung und Enthärtung
Knüppel kommen in einen Heizofen, wo sie Temperaturen zwischen 800°F und 925°F (427°C bis 496°C) erreichen. Dadurch wird das Aluminium weich genug, um durch eine Matrize gedrückt zu werden, aber immer noch fest.
Die Erwärmung sorgt dafür, dass das Material reibungslos durch die Matrize fließt, ohne zu reißen oder zu brechen.
Schritt 3: Extrusion durch eine Matrize
Der erhitzte Knüppel wird in den Container der Strangpressen geladen. Ein leistungsstarker Hydraulikzylinder übt dann Druck aus - bis zu 15.000 Tonnen - um das weiche Aluminium zu pressen.
Das Metall wird durch eine Stahlmatrize gepresst, die mit Öffnungen versehen ist, die dem gewünschten Querschnitt entsprechen. Beim Durchdrücken nimmt das Aluminium genau diese Form an.
Schritt 4: Abkühlen und Abschrecken
Die frisch extrudierten Profile kommen auf einen Auslauftisch mit Ventilatoren, die zur ersten Abkühlung Luft über die Profile blasen.
Bei vielen Legierungen, vor allem bei solchen, die eine höhere Festigkeit erfordern, werden die Profile anschließend in einem Abschrecksystem abgekühlt. Dabei kann Wasser, Nebel oder Druckluft zur schnellen Abkühlung des Aluminiums verwendet werden. Durch diese schnelle Abkühlung werden die gewünschten metallurgischen Eigenschaften "eingeschlossen" und unerwünschte Veränderungen der Metallstruktur verhindert.
Schritt 5: Dehnen und Richten
Durch den Abkühlungsprozess können sich die Profile verziehen, so dass sie gerichtet werden müssen. Um sie zu richten, werden die Profile an beiden Enden eingespannt und mit kontrollierter Kraft gezogen. Durch diese Streckung wird das Metall in der Regel um 0,5% bis 2% seiner Länge verlängert.
Durch diesen Schritt werden auch innere Spannungen aus dem Extrusionsprozess abgebaut, was dazu beiträgt, spätere Verformungen zu vermeiden. Durch das Recken werden gleichmäßigere Abmessungen erzielt und die Ebenheit der Profile verbessert.
Schritt 6: Schneiden und Fertigstellung
Präzisionssägen schneiden die langen, geraden Profile auf die gewünschte Länge zu. Die Standardlängen reichen von 8 bis 24 Fuß, aber auch Sonderlängen sind möglich.
Viele Profile gehen auch durch Oberflächenbehandlungen. Dazu gehören Eloxierendas Farbe verleiht und vor Korrosion schützt. Andere Therapien umfassen Pulverbeschichtung oder mechanische Veredelungen wie Bürsten und Polieren.

Vorteile der Aluminiumextrusion
Das Strangpressen von Aluminium bietet eine Reihe von Vorteilen, die es zur ersten Wahl für Ingenieure, Designer und Hersteller machen. Lassen Sie uns die wichtigsten Vorteile dieses Verfahrens näher betrachten.
Verhältnis Stärke/Gewicht
Aluminium-Strangpressprofile sind unglaublich stabil und dennoch leicht, was sie ideal für Anwendungen macht, bei denen eine Gewichtsreduzierung entscheidend ist. Das hohe Verhältnis von Festigkeit zu Gewicht sorgt für Langlebigkeit, ohne unnötige Masse zu erzeugen.
Korrosionsbeständigkeit
Aluminium bildet von Natur aus eine schützende Oxidschicht, die es sehr korrosionsbeständig macht. Dies ist besonders nützlich in Umgebungen, die Feuchtigkeit oder Chemikalien ausgesetzt sind. Stranggepresstes Aluminium kann auch mit Beschichtungen oder Eloxal behandelt werden, um einen hervorragenden Schutz zu erzielen.
Designflexibilität und -anpassung
Einer der größten Vorteile des Aluminiumstrangpressens ist seine Designflexibilität. Das Verfahren ermöglicht komplexe Formen und komplizierte Profile, die mit anderen Methoden nur schwer oder teuer zu realisieren wären.
Kosten-Wirksamkeit
Das Strangpressen von Aluminium ist eine kosteneffiziente Herstellungsmethode. Das Verfahren minimiert den Materialabfall, und die Möglichkeit, komplexe Formen in einem einzigen Schritt zu erstellen, reduziert den Bedarf an zusätzlicher Bearbeitung.
Arten von Strangpressverfahren
Das Strangpressen von Aluminium kann auf unterschiedliche Weise erfolgen, je nach den Anforderungen des Projekts. Schauen wir uns an, wie sie funktionieren und wann sie verwendet werden sollten.
Direkte Extrusion
Das direkte Strangpressen ist die gängigste Methode. Der Knüppel wird in einen Behälter gelegt und von einem Hydraulikzylinder durch eine feststehende Matrize gepresst. Das Aluminium fließt in die gleiche Richtung wie die Bewegung des Stempels.
Diese Methode ist weit verbreitet, da sie einfach und kostengünstig ist. Es eignet sich für die Herstellung von Vollprofilen, Hohlkörpern und Halbhohlprofilen.
Das direkte Strangpressen hat jedoch einige Einschränkungen. Die Reibung zwischen dem Knüppel und den Behälterwänden erfordert mehr Energie. Außerdem entsteht bei diesem Verfahren eine "tote Metallzone" - Material, das nicht richtig fließt und entsorgt werden muss.
Indirektes Strangpressen
Das indirekte Strangpressen (Rückwärts- oder Umkehrstrangpressen) verfolgt einen anderen Ansatz zur Formung von Aluminiumprofilen. Bei diesem Verfahren ist die Matrize an einem hohlen Stößel befestigt, der sich in Richtung des Knüppels bewegt. Das Aluminium fließt in die entgegengesetzte Richtung der Bewegung des Stempels und durch den Hohlraum.
Da der Knüppel im Verhältnis zu den Behälterwänden unbeweglich bleibt, ist die Reibung beim indirekten Strangpressen viel geringer. Der Knüppel gleitet nicht gegen den Behälter, wodurch eine wichtige Widerstandsquelle entfällt.
Konstruktionsüberlegungen für Aluminium-Strangpressprofile
Die Gestaltung effektiver Aluminium-Strangpressprofile erfordert eine sorgfältige Planung. Dieser Abschnitt behandelt die wichtigsten Faktoren, die bei der Gestaltung von Aluminium-Strangpressprofilen zu berücksichtigen sind.
Wanddicke und Toleranzwerte
Die Mindestwandstärke für Aluminium-Strangpressprofile liegt in der Regel zwischen 0,040″ und 0,080″ (1 mm bis 2 mm), je nach Legierung und Komplexität des Profils. Bei einfachen Formen in weichen Legierungen können dünnere Wände möglich sein, während komplexe Profile dickere Wände benötigen.
Die Beibehaltung einer gleichmäßigen Wanddicke über das gesamte Profil trägt dazu bei, dass das Metall beim Strangpressen gleichmäßig fließt. Abschnitte mit unterschiedlichen Dicken können unterschiedliche Abkühlungsraten verursachen, was zu Verformungen oder inneren Spannungen führt.
Die Standardtoleranzen für Aluminium-Strangpressprofile entsprechen den Richtlinien der Industrie:
- Bei Abmessungen unter 1″ beträgt die Toleranz normalerweise ±0,012″.
- Für die Abmessungen 1″ bis 3″ beträgt die Toleranz normalerweise ±0,015″.
- Bei Abmessungen über 3″ beträgt die Toleranz normalerweise ±0,020″.
Komplexität von Profilen und Querschnitten
Einfache Formen wie Rechtecke, Winkel und Kanäle sind am einfachsten und kostengünstigsten zu extrudieren. Mit zunehmender Komplexität steigen auch die Werkzeugkosten und potenzielle Produktionsprobleme.
Die Regel des "umschreibenden Kreises" hilft, die Komplexität abzuschätzen. Dies ist der kleinste Kreis, der den Querschnitt vollständig umschließen kann. Größere Kreise bedeuten in der Regel komplexere Extrusionen.
Merkmale, die bei der Gestaltung von Profilen zu berücksichtigen sind:
- Scharfe Ecken sollten vermieden werden - verwenden Sie wenn möglich Radien (mindestens 0,030″ bis 0,040″).
- Tiefe Kanäle stellen eine Herausforderung für die Strömung dar - halten Sie das Verhältnis von Tiefe zu Breite unter 4:1
- Geschlossene Hohlräume (Hohlprofile) erfordern komplexere Werkzeuge mit Brücken oder Dornen
- Dünne Vorsprünge oder Flossen müssen an der Basis ausreichend gestützt werden.
Überlegungen zum Stärke-Gewicht-Verhältnis
Aluminium-Strangpressprofile können so konstruiert werden, dass die Festigkeit maximiert und das Gewicht minimiert wird.
Die strategische Platzierung von Materialien ist der Schlüssel zu einer effizienten Konstruktion. Anstatt das gesamte Profil dicker zu machen, sollte die Dicke nur dort erhöht werden, wo Spannungskonzentrationen auftreten.
I-Träger-, T-Profil- und Kastenkonstruktionen bieten ein ausgezeichnetes Verhältnis zwischen Festigkeit und Gewicht für unterschiedliche Belastungsbedingungen:
- I-Träger für Biegebelastungen in einer Richtung
- Kastenprofile für Torsionsbelastungen oder Biegung in mehreren Richtungen
- T-Profile für freitragende Anwendungen

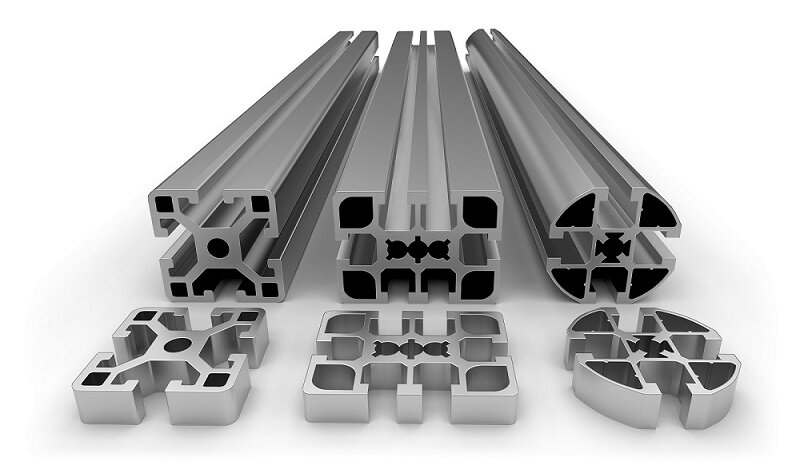
Welche Formen können extrudiert werden?
Aluminium-Strangpressprofile sind unglaublich vielseitig und ermöglichen eine Vielzahl von Formen, die den unterschiedlichsten Designanforderungen gerecht werden. Schauen wir uns die verschiedenen Formen an, die Sie erstellen können.
Solide Formen
Vollprofile sind die einfachste und häufigste Art der Extrusion. Diese Profile haben keine Hohlräume oder Hohlprofile. Beispiele sind Stangen, Stäbe und flache Streifen. Vollprofile lassen sich leicht herstellen und werden häufig für Strukturteile, Rahmen und Stützen verwendet.
Semi-Solid-Formen
Halbfeste Formen haben teilweise geschlossene Hohlräume oder Öffnungen. Diese Profile sind komplexer als massive Formen, aber dennoch relativ einfach zu extrudieren. Beispiele sind Kanäle, Winkel und T-Profile. Halbfeste Formen werden häufig im Bauwesen, im Maschinenbau und in der Automobilindustrie eingesetzt.
Hohle Formen
Hohlprofile weisen vollständig geschlossene Hohlräume auf, wie z. B. Rohre oder rechteckige Leitungen. Diese Profile erfordern fortschrittlichere Werkzeuge und Verfahren, bieten aber ein hervorragendes Verhältnis zwischen Festigkeit und Gewicht. Hohlkörper sind ideal für Anwendungen wie Wärmetauscher, Flüssigkeitstransportsysteme und leichte Rahmen.
Schlussfolgerung
Das Strangpressen von Aluminium ist ein vielseitiges und effizientes Herstellungsverfahren, bei dem Aluminiumlegierungen in kundenspezifische Formen und Profile umgewandelt werden. Zu seinen Vorteilen gehören ein hohes Verhältnis von Festigkeit zu Gewicht, hervorragende Korrosionsbeständigkeit, Designflexibilität, Kosteneffizienz und Nachhaltigkeit.
Wenn Sie auf der Suche nach hochwertigen Aluminium-Strangpressprofilen sind, die genau Ihren Spezifikationen entsprechen, sind wir für Sie da. Unser Expertenteam kann Sie durch den Entwurfs- und Herstellungsprozess führen, um sicherzustellen, dass Sie die besten Ergebnisse erzielen. Kontaktieren Sie uns heute für eine kostenlose Beratung oder ein Angebot!
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Fingerabdruckresistenter Edelstahl: Funktionsweise und Auswahl

OEM vs. Auftragsfertigung: Wie Sie das richtige Modell für Ihr Projekt wählen

