Die Wahl der richtigen Tonnage ist eine der wichtigsten Entscheidungen bei der Auswahl einer Servopresse. Wenn die Pressenkapazität zu niedrig ist, erreicht die Maschine möglicherweise nicht die erforderliche Umformkraft. Dies kann die Genauigkeit der Teile verringern und zu vorzeitigem Werkzeugverschleiß führen. Wenn die Tonnage zu hoch ist, wird das System teurer. Außerdem verbraucht es mehr Energie und reagiert weniger gut auf die Kraftregelung.
Die moderne Fertigung ist auf Präzision und Effizienz angewiesen, um wettbewerbsfähig zu bleiben. Aus diesem Grund müssen die Ingenieure die Presskraft an die tatsächlichen Prozessanforderungen anpassen. Eine korrekte Abstimmung verbessert die Qualität der Teile und hilft, die Betriebskosten unter Kontrolle zu halten.
In diesem Artikel wird erläutert, wie Ingenieure und Einkäufer die erforderliche Kraft abschätzen. Er erklärt auch, wie man sichere Margen festlegt. Schließlich werden weitere technische Faktoren erläutert, die die Leistung der Presse in der realen Produktion beeinflussen.

Verständnis der Tonnage in Servopressen
Bevor Sie sich für eine Maschine entscheiden, müssen Sie verstehen, wie die Tonnage tatsächlich funktioniert. In diesem Abschnitt wird erklärt, was Tonnage bedeutet und wie Servopressen sie unterschiedlich anwenden.
Was die Tonnage ausmacht?
Die Tonnage, gemessen in Kilonewton (kN) oder metrischen Tonnen, definiert die maximale Umform- oder Presskraft, die eine Servopresse aufbringen kann. Sie gibt an, welchen Widerstand die Presse bei der Formgebung, Verbindung oder Verformung eines Teils überwinden kann.
Viele Käufer verstehen diese Angabe jedoch falsch. Die meisten Pressen geben die Nominaltonnage an, die die maximale Kraft der Maschine in einer bestimmten Hubposition darstellt - oft in der Nähe des unteren Totpunkts (UT). Im Gegensatz dazu ist die Arbeitskraft die Kraft, die die Presse über den gesamten nutzbaren Hubbereich aufrechterhalten kann.
Eine Servopresse, die für eine Nennkraft von 20 kN ausgelegt ist, kann diesen Spitzenwert beispielsweise nur in den letzten 5 % ihres Hubes erreichen. Erfordert Ihr Umformverfahren den vollen Druck schon früher im Hub, kann die effektive Kraft um 20-30 % sinken. Aus diesem Grund sollten Ingenieure immer prüfen, an welcher Stelle des Hubs die Nennkraft wirkt.

Einfach ausgedrückt, geht es bei der Tonnage nicht nur darum, wie stark" die Presse ist, sondern auch darum, wie diese Kraft während der Bewegung umgesetzt wird.
Spitzenlast vs. Dauerlast
Ein weiteres häufiges Missverständnis ist die Annahme, dass die Nenntonnage gleich der nachhaltigen Kapazität der Maschine ist. In Wirklichkeit hat jede Servopresse zwei Grenzen:
- Spitzenlast - die kurze Zeitspanne maximaler Kraft, die für den Bruchteil einer Sekunde erreicht werden kann.
- Kontinuierliche Belastung - die stationäre Kraft, die das System ohne Überhitzung oder mechanische Ermüdung aufnehmen kann.
Eine 10-kN-Servopresse kann zum Beispiel 10 kN für 0,5 Sekunden halten, aber nur 6 kN im Dauerbetrieb. Bei Anwendungen mit langen Verweilzeiten oder Umformvorgängen kann eine Überschreitung dieser Dauerleistung mit der Zeit zu einer Erwärmung des Motors, einem Drehmomentabfall oder einem Genauigkeitsverlust führen.
Servopressen überwinden diese Herausforderung, indem sie programmierbare Kraft-Weg-Steuerung. Die Steuerung kann nur bei Bedarf die volle Leistung aufbringen, die Geschwindigkeit vor dem Kontakt reduzieren und zur Spannungsentlastung sanft an der Unterseite verweilen. Diese präzise Bewegung verbessert nicht nur die Konsistenz der Teile, sondern verlängert auch die Lebensdauer der Matrize und reduziert den Energieverbrauch.
Nominale vs. praktische Leistung
Beim Vergleich von Modellen sollten Ingenieure auch berücksichtigen, wie jeder Hersteller seine "Tonnageklasse" definiert. Zwei Maschinen mit einer Nennkraft von 50 kN können aufgrund von Unterschieden im Schneckendurchmesser, der Antriebseffizienz und der Umwandlung von Drehmoment in Kraft unterschiedliche Ergebnisse in der Praxis liefern.
Praktischer Tipp: Fragen Sie immer nach der Dauerbetriebskurve oder dem Kraft-Geschwindigkeits-Diagramm der Presse. Diese Diagramme veranschaulichen die Tonnage, die die Maschine bei verschiedenen Hubpositionen und Geschwindigkeiten liefern kann - die zuverlässigste Art, die tatsächliche Leistungsfähigkeit zu bestätigen.

Schritt-für-Schritt-Methode zur Schätzung der benötigten Tonnage
Die genaue Auswahl der Tonnage beginnt mit einer korrekten Berechnung und Validierung. Befolgen Sie diese Schritte, um die für Ihr Verfahren tatsächlich erforderliche Kraft zu ermitteln.
1. Definieren Sie die Prozess- und Materialparameter
Die verschiedenen Arbeitsgänge erfordern sehr unterschiedliche Kraftniveaus. Ein leichtes Einpressen benötigt vielleicht nur ein paar Kilonewton, während ein kleines Umform- oder Prägeverfahren Hunderte von Kilonewton übersteigen kann. Beginnen Sie also mit den Grundlagen:
- Prozess-Typ: Ist der Vorgang pressend, Bildung, prägen., Nietenoder Versiegelung?
- Materialeigenschaften: Streckgrenze, Härte und Duktilität bestimmen direkt, wie viel Widerstand auftritt.
- Geometrie: Größere Oberflächen, schärfere Kurven und engere Radien erhöhen die örtliche Belastung.
So kann beispielsweise Aluminium 6061 (Streckgrenze ≈ 150 MPa) bei gleicher Geometrie die Hälfte der Tonnage von Edelstahl 304 (≈ 300 MPa) erfordern.
Einfach ausgedrückt: Je stärker und dicker Ihr Material ist, desto höher muss die Tonnage Ihrer Servopresse sein.
2. Berechnen Sie den Grundkraftbedarf
Wenn Sie das Material und den Vorgang kennen, können Sie die erforderliche Kraft anhand dieser vereinfachten Beziehung abschätzen:
F=k×A×σy
Wo:
- F = geschätzte Kraft (N)
- A = Kontakt- oder Umformfläche (mm²)
- σy = Streckgrenze des Materials (MPa)
- k = Prozesskoeffizient (typischerweise 0,7-1,2 je nach Reibung und Teilegeometrie)
Beispiel:
Sie formen ein Edelstahlblech von 50 mm × 50 mm (2.500 mm² Fläche) mit einer Streckgrenze von 350 MPa und einem Prozesskoeffizienten von 1,0.
F=1.0×2,500×350=875,000N=875kN
Sie benötigen also eine Presse, die unter idealen Laborbedingungen eine Nennkraft von mindestens 875 kN erreicht.
Die realen Arbeitsabläufe sind jedoch selten ideal. Reibung, Teileausrichtung und die Oberflächenbeschaffenheit des Werkzeugs können den Widerstand um 10-20% erhöhen, insbesondere beim Umformen mit höheren Geschwindigkeiten. Es ist immer am besten, diesen Wert als Mindestgrenze und nicht als endgültigen Auswahlpunkt zu betrachten.
3. Anwendung einer realistischen Sicherheitsmarge
Selbst bei genauen Berechnungen sind Abweichungen in der Praxis unvermeidlich - Werkzeugverschleiß, Ausrichtungsfehler und Temperaturschwankungen können den Kraftbedarf unerwartet erhöhen. Deshalb fügen die meisten Ingenieure ihrer Tonnagenschätzung eine Sicherheitsmarge von 20-30% hinzu.
Im obigen Beispiel (875 kN) beträgt der eingestellte Bereich 1.050-1.150 kN.
Dieser Puffer stellt dies sicher:
- Der Servomotor arbeitet nie in der Nähe seiner Überlastgrenze.
- Die Kugelumlaufspindel und der Rahmen halten die Präzision auch unter Belastung aufrecht.
- Der Wärmestau bleibt innerhalb der Nennleistung für den Dauerbetrieb.
Faustformel:
Für kritische Umformungen oder kontinuierliche Produktion sollten Sie Ihre Servopresse auf das 1,25-fache der theoretischen Tonnage dimensionieren, um eine ausgewogene Leistung und Langlebigkeit zu gewährleisten.
4. Validierung durch Testpressen oder digitale Simulation
Die Auswahl einer modernen Servopresse sollte nicht bei der Berechnung aufhören. Echte Daten sind die beste Validierung. Führen Sie, wenn möglich, eine Probepressung mit einer Kraftmessdose oder einem Drehmomentsensor durch, um tatsächliche Kraftprofile aufzuzeichnen. Vergleichen Sie die gemessene Kraftkurve mit Ihrem berechneten Wert, um zu sehen, ob während der Umformung irgendwelche Spitzen oder Anomalien auftreten.
Alternativ können Sie auch eine Simulationssoftware (wie DEFORM oder Simufact Forming) verwenden, um die Kraft-Weg-Kurve zu analysieren. Die Simulation identifiziert nicht nur die Spitzenlast, sondern auch die Form der Kurve - wo die Kraft ansteigt, sich stabilisiert und wieder abfällt. Wenn Sie dies verstehen, können Sie das Bewegungsprofil der Servopresse für einen optimalen Energieverbrauch und eine optimale Werkzeuglebensdauer anpassen.
Warum das wichtig ist:
Eine einfache Zahl (z. B. 900 kN) sagt noch nicht alles aus. Das Wissen, wie sich die Kraft entlang des Hubs entwickelt, unterscheidet eine erfolgreiche Presseneinrichtung von kostspieligen Versuchen und Fehlern.
5. Künftige Prozessflexibilität berücksichtigen
Wenn Ihre Produktion mehrere Teile oder sich entwickelnde Designs umfasst, ist es klug, zusätzlichen Spielraum zu lassen. Eine Servopresse mit programmierbarer Bewegung kann sich an neue Materialien oder Geometrien anpassen - aber nur, wenn sie die nötige Kraftkapazität hat.
Bei kleinen Servopressen (1-5 Tonnen) ermöglicht eine zusätzliche Kraftreserve von 20-30% eine Neukonfiguration für neue Anwendungen, ohne dass Neuinvestitionen erforderlich sind. Mit diesem Ansatz bleibt Ihr Kapital über Produktzyklen und F&E-Änderungen hinweg nutzbar.
Faktoren, die die Auswahl der richtigen Tonnage beeinflussen
Selbst bei einer korrekten Berechnung können Variablen aus der Praxis übersehen werden. Hier erfahren Sie, wie sich Material, Geometrie und Produktionsfaktoren auf den Tonnagebedarf auswirken.
Materialeigenschaften
Materialstärke und Duktilität sind die ersten und offensichtlichsten Faktoren. Härtere oder weniger dehnbare Metalle erfordern einen höheren Umformdruck, während weichere Metalle wie Kupfer oder Aluminium schon bei geringerer Belastung verformt werden können.
So erfordert beispielsweise die Umformung von Edelstahl 304 (Streckgrenze von ca. 215 MPa) bei gleicher Dicke etwa die doppelte Kraft wie die von Aluminium 5052 (Streckgrenze von ca. 100 MPa). Hochfeste Stähle, Titan und Nickellegierungen können sogar noch mehr erfordern - manchmal mehr als das Vierfache der Tonnage von Baustahl bei identischer Teilegeometrie.
Neben der Streckgrenze erhöht die Kaltverfestigung auch die Belastung während der Umformung. Wenn sich das Material verformt, steigt der Widerstand in den späteren Phasen des Hubs stark an. Hier zeichnen sich Servopressen aus - sie können Geschwindigkeit und Drehmoment in Echtzeit anpassen, um einen gleichmäßigen Druck aufrechtzuerhalten.
Kurz gesagt: Bei der Arbeit mit härteren Legierungen oder bei Präzisionsanwendungen ist stets die Spannungs-Dehnungs-Kurve des Materials zu prüfen, nicht nur die Nennfestigkeit.
Teilegeometrie und Werkzeugkonstruktion
Die Geometrie kann die Lastverteilung drastisch verändern. Tiefziehteile, Rippen, Prägungen oder enge Eckenradien konzentrieren die Belastung in kleinen Bereichen und erhöhen den lokalen Druck und damit die erforderliche Gesamttonnage. Selbst kleine Konstruktionsdetails, wie die Platzierung von Löchern oder die Flanschhöhe, können den Umformwiderstand um 10-20% erhöhen.
So benötigt eine flache 100-mm-Platte vielleicht nur 5 kN, um ein einfaches Logo zu prägen, aber dieselbe Platte mit einem 3 mm tiefen Kanal könnte aufgrund von Reibung und Biegebeanspruchung 25 kN oder mehr erfordern.
Auch die Werkzeugkonstruktion spielt eine Rolle:
- Starre Matrizen die Kraft gleichmäßig zu verteilen und die Energieverschwendung zu reduzieren.
- Flexible oder dünne Matrizen einen Teil der aufgebrachten Kraft absorbieren, was die Effizienz der Umformung verringert.
- Ausrichtung der Matrizen Auch die Ausrichtung spielt eine Rolle - laut einer Studie des Precision Forming Lab aus dem Jahr 2023 kann eine Fehlausrichtung die erforderliche Tonnage um bis zu 15% erhöhen.
Servopressen kompensieren diese Schwankungen durch eine programmierbare Verweilzeitsteuerung. Durch die Verlangsamung des Hubs vor dem Kontakt und das Anhalten am unteren Totpunkt können Ingenieure Stoßbelastungen verhindern, die Lebensdauer des Werkzeugs verlängern und die Teilequalität erhalten.
Hublänge und Pressgeschwindigkeit
Das Verhältnis zwischen Hubprofil und Pressgeschwindigkeit wirkt sich direkt auf den Tonnagebedarf aus. Ein längerer Hub bedeutet, dass der Servomotor das Drehmoment über einen größeren Verfahrweg aufrechterhalten muss, während eine schnellere Bewegung die Trägheit und die vorübergehende Belastung erhöht.
Herkömmliche mechanische Pressen können sich nicht einfach anpassen - Servopressen hingegen schon. Durch softwaredefinierte Bewegungsprofile können Sie:
- Bremsen Sie kurz vor dem Materialkontakt ab, um die Aufprallbelastung zu verringern.
- Halten Sie eine programmierte Haltezeit ein, um die Konsistenz zu formen.
- Stellen Sie die Rücklaufgeschwindigkeit so ein, dass die Zykluszeit und die Wärmebelastung ausgeglichen sind.
Dies verdeutlicht, warum die Steuerung der Pressenbewegung ebenso wichtig ist wie die Rohtonnagekapazität.
Das Wichtigste zum Mitnehmen:
Wählen Sie Ihre Presse nicht nur nach der maximalen Kraft aus, sondern stellen Sie sicher, dass sie diese Kraft über die gesamte geplante Hubgeschwindigkeit und Verweildauer aufrechterhalten kann.
Produktionsvolumen und Einschaltdauer
Selbst die stärkste Presse kann unterdurchschnittliche Leistungen erbringen, wenn sie nicht für den Dauerbetrieb ausgelegt ist. Jeder Servomotor hat einen Arbeitszyklus, der das Verhältnis zwischen der aktiven Presszeit und der Kühl- oder Leerlaufzeit angibt. Eine Überschreitung dieses Zyklus führt zu Wärmestau, reduziertem Drehmoment und langfristigem Verschleiß von Lagern und Schrauben.
Zum Beispiel:
- Eine kleine 5-kN-Presse kann 1 Sekunde lang voll belastet werden, benötigt aber 3-4 Sekunden Pause.
- Eine produktionsreife 100-kN-Servopresse könnte mit einem angemessenen Wärmemanagement kontinuierlich eine Kapazität von 80% aufrechterhalten.
In einer Umgebung mit hohem Aufkommen ist die Dauerlast noch wichtiger als die Spitzenlast. Der Betrieb mit 70-80% der Nennlast gewährleistet gleichbleibende Genauigkeit und reduziert die Häufigkeit der Wartung.
Bei der Schätzung der Maschinenauslastung sollten Sie Folgendes berücksichtigen:
- Zykluszeit: wie viele Hübe pro Minute der Prozess abläuft.
- Verweildauer: wie lange die Kraft bei jedem Schlag aufrechterhalten wird.
- Schichtplan: Gesamtstunden des Dauerbetriebs pro Tag.
Die Vernachlässigung dieser Aspekte führt häufig zu vorzeitigem Motorverschleiß oder Kraftabweichungen - beides kann im Laufe der Zeit die Maßhaltigkeit beeinträchtigen.
Vorteile der Servopresse bei der Tonnagekontrolle
Die Servotechnologie verwandelt Kraftkontrolle in Präzisionstechnik. Erfahren Sie, wie programmierbare Bewegung und Rückmeldung ein gleichmäßiges, effizientes Pressen gewährleisten.
Programmierbare Kraft-Weg-Kurve
Bei einer herkömmlichen mechanischen Presse folgt die Tonnagekurve dem Kurbelwinkel. Die maximale Kraft steht nur in der Nähe des unteren Totpunkts zur Verfügung, was bedeutet, dass sich der Prozess an das Medium anpassen muss und nicht umgekehrt.
Servopressen kehren diese Logik um. Durch den Einsatz von Servomotoren mit Direktantrieb können Ingenieure individuelle Kraft-Hub-Profile entwerfen, die auf jeden Arbeitsgang abgestimmt sind. Sie können vor dem Materialkontakt abbremsen, das Drehmoment sanft ansteigen lassen und am unteren Ende präzise verweilen, um die innere Spannung zu verringern.
Dank dieser Flexibilität kann eine Servopresse mehrere mechanische Pressen ersetzen, die für unterschiedliche Materialien oder Tiefen ausgelegt sind.
Echtzeit-Feedback und Prozessdaten
Servosysteme überwachen kontinuierlich Kraft, Weg und Motordrehmoment mit hohen Abtastraten. So entsteht eine Live-Feedback-Schleife, die Abweichungen sofort korrigiert - zum Beispiel Änderungen der Materialdicke oder der Werkzeugausrichtung.
Mit Datenprotokollierung und Kurvenvergleich können Ingenieure:
- Erkennen Sie Anomalien, bevor sie Mängel verursachen.
- Verfolgen Sie den Verschleiß der Matrize anhand der allmählichen Kraftabweichung.
- Aufrechterhaltung der Rückverfolgbarkeit zur Einhaltung von ISO 9001 oder IATF 16949.
In der Praxis bedeutet dies weniger Ausschuss und eine schnellere Qualitätsfreigabe. Für Branchen wie Elektronik, EV-Module und Präzisionssensoren ist es diese Datenfähigkeit, die eine Servopresse von einem mechanischen Werkzeug in ein digitales Produktionsmittel verwandelt.
Energieeffizienz und intelligente Integration
Servopressen verbrauchen nur dann Energie, wenn sie Kraft erzeugen, im Gegensatz zu hydraulischen Systemen, die den Druck kontinuierlich aufrechterhalten. Das macht sie von Natur aus energieeffizienter.
Darüber hinaus sind sie dank ihrer programmierbaren Steuerung mit intelligenten Produktionsumgebungen kompatibel und lassen sich problemlos mit MES-, SCADA- oder Industrie 4.0-Datenschichten verbinden. Dies ermöglicht eine vorausschauende Wartung, Zyklusüberwachung und Lastanalyse und hilft den Einrichtungen, die Betriebszeit zu optimieren und die Lebensdauer ihrer Anlagen zu verlängern.
Zusätzliche technische Faktoren, die oft übersehen werden
Kleine technische Details können über die Leistung einer Presse entscheiden. Diese übersehenen Faktoren entscheiden oft über langfristige Präzision und Maschinenstabilität.
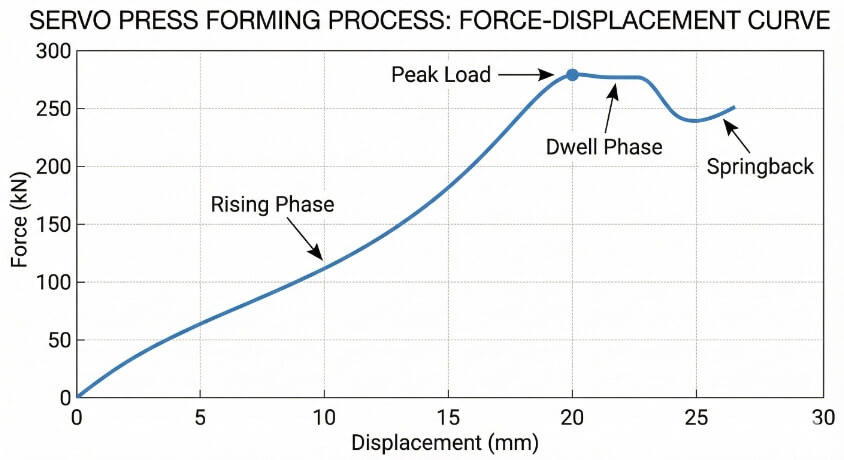
Analyse der Kraft-Weg-Kurve
Die Presskraft ist in der realen Welt nicht konstant - sie ändert sich dynamisch während des Hubs. Eine Kraft-Weg-Kurve zeigt, wie sich die Kraft aufbaut, ansteigt und abfällt. Durch die Untersuchung dieser Kurve können Ingenieure Ineffizienzen und versteckte Risiken erkennen, wie z. B.:
- Plötzliche Ausschläge deuten auf schlechte Schmierung oder eine falsche Ausrichtung der Matrize hin.
- Unregelmäßige Plateaus deuten auf Materialverhärtung oder schlechte Verweilzeitkontrolle hin.
- Rückfederungszonen zeigen Eigenspannungen oder elastische Erholung an.

Die Analyse dieser Daten ermöglicht die Optimierung der Bewegungsprofile der Presse und bestätigt, ob die gewählte Drehmomentkurve des Servomotors mit den tatsächlichen Prozessanforderungen übereinstimmt - nicht nur mit der theoretischen Tonnage.
Steifigkeit von Formen und Vorrichtungen
Die Steifigkeit des Werkzeugs spielt eine wichtige Rolle für die Tonnageeffizienz. Biegt sich ein Werkzeug oder eine Vorrichtung unter Last, wird ein Teil der aufgebrachten Kraft als elastische Verformung absorbiert, was die Umformgenauigkeit verringert.
Um dies zu minimieren:
- Verwenden Sie ausgewogene Spann- und Stützplatten, um einen gleichmäßigen Druck aufrechtzuerhalten.
- Wählen Sie Werkzeugstahlsorten mit einem höheren Elastizitätsmodul.
- Einbeziehung der Finite-Elemente-Analyse (FEA) bei der Werkzeugkonstruktion zur Vorhersage von Durchbiegungszonen.
Diese Verbesserung erhöht nicht nur die Tonnagegenauigkeit, sondern verlängert auch die Lebensdauer und Wiederholbarkeit der Matrize.
Thermische Leistung und Ermüdung
Jede Servopresse hat eine Nennleistung für Dauerbetrieb, die angibt, welche Last sie unbegrenzt ohne Überhitzung bewältigen kann. Ein Betrieb in der Nähe des Spitzendrehmoments über längere Zyklen erhöht die Wärme im Motor und in der Kugelumlaufspindel, was zu Maßabweichungen und beschleunigtem Verschleiß führt.
Für kontinuierliche Umformungen oder Hochgeschwindigkeitsvorgänge sollten Ingenieure eine Presse auswählen, die kontinuierlich mit 70-80% der Nenntonnage arbeitet. Dies gewährleistet:
- Stabile Drehmomentabgabe.
- Geringerer Temperaturanstieg.
- Gleichbleibende Präzision über lange Strecken.
Thermische Überwachungs- und Zwangskühlsysteme sind ebenfalls wertvolle Upgrades für Druckmaschinen, die im Mehrschichtbetrieb laufen.
Schlussfolgerung
Die Wahl der richtigen Tonnage für eine Servopresse ist mehr als nur eine einfache Zahl auf einem Datenblatt - es ist eine technische Entscheidung, die sich auf Qualität, Kosten und die langfristige Lebensdauer der Anlage auswirkt. Die Servotechnologie geht noch einen Schritt weiter, indem sie eine programmierbare Steuerung, Energieeffizienz und digitale Rückmeldung bietet - und Herstellern die Möglichkeit gibt, mit höherer Genauigkeit und weniger Ausschuss zu formen, zu fügen oder zu pressen.
Sind Sie bereit, Ihre Pressenauswahl zu optimieren? Unser Ingenieurteam ist auf kleine und mittlere Servopressen (1-5 Tonnen) spezialisiert, die für Präzisionsmontage, Umformung und Metallverbindungen entwickelt wurden. Kontaktieren Sie uns heute um Ihr Projekt zu besprechen oder eine kostenlose Tonnagebewertung mit unseren Anwendungsingenieuren anzufordern.
FAQs
Wie kann ich Tonnen in Kilonewton (kN) umrechnen?
1 metrische Tonne = 9,81 kN. Eine 10-Tonnen-Presse entspricht zum Beispiel etwa 98 kN.
Ist eine höhere Tonnage immer besser?
Nein. Überdimensionierte Pressen verbrauchen mehr Energie und verringern die Kraftempfindlichkeit. Wählen Sie die kleinste Maschine, die Ihre Prozessanforderungen erfüllt, plus eine Sicherheitsmarge.
Kann eine Servopresse mehrere Anwendungen bedienen?
Ja. Mit einer programmierbaren Bewegungssteuerung kann eine einzelne Servopresse verschiedene Arbeitsgänge - Einpressen, Umformen oder Prägen - innerhalb ihrer Nennkapazität durchführen.
Was ist der Unterschied zwischen Spitzentonnage und Dauertonnage?
Die Spitzentonnage ist die kurzzeitige Höchstlast; die Dauertonnage ist das, was die Presse unbegrenzt halten kann. Bestätigen Sie vor dem Kauf immer beides.
Wie kann ich überprüfen, ob meine Tonnageauswahl korrekt ist?
Messen Sie die tatsächliche Umformkraft mit einer Kraftmesszelle oder einer digitalen Simulation. Wenn die Spitzenkraft unter 80% und der Durchschnitt unter 60% der Nennkapazität bleibt, ist Ihre Auswahl ausgewogen.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Laserstrukturierung von Metallen: Vorbereitung, DFM und Kostenkontrolle

Elektrolytisch verzinkter Stahl: Leitfaden zur Verarbeitung und Auswahl

Stanzen vs. Laserschneiden: Kosten, Geschwindigkeit und DFM-Zwischenziele
