يمكن أن يؤدي الحصول على انحناءات دقيقة في الصفائح المعدنية إلى نجاح مشروعك أو فشله. يؤثر بدل الانحناء على أبعاد الجزء، واستخدام المواد، والتجميع. سيساعدك هذا الدليل على معرفة ما هو بدل الانحناء، وسبب أهميته، وكيف يمكنك استخدامه للحصول على نتائج أفضل.
لفهم كيفية عمل بدل الانحناء بوضوح، نحتاج إلى إلقاء نظرة على العوامل الرئيسية التي تؤثر عليه. نحتاج أيضاً إلى مراجعة طرق بسيطة لحسابها. وأخيراً، دعنا نستعرض بعض الأمثلة العملية. سيساعدنا ذلك في عمل انحناءات دقيقة في كل مرة.
ما هو بدل الانحناء في تصنيع الصفائح المعدنية?
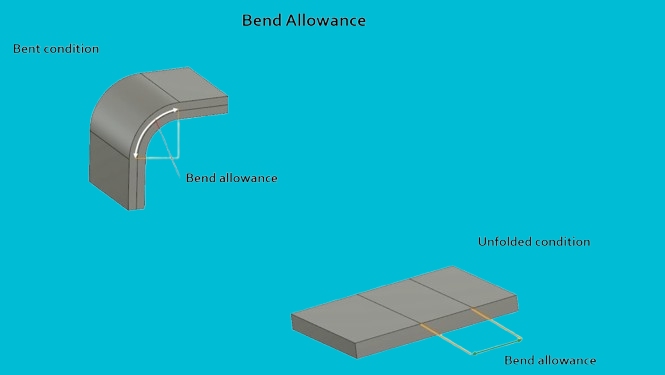
بدل الانحناء هو طول المعدن المنحني بين خطوط الانحناء. يخبرك مقدار المادة المطلوبة في منطقة الانحناء. عندما ينحني المعدن، فإنه يتمدد قليلاً على الجانب الخارجي وينضغط على الجانب الداخلي. يقيس بدل الانحناء هذا التغيير.
يعتمد البدل على عوامل مثل نوع المادة والسُمك وزاوية الانحناء ونصف القطر الداخلي. يضيف كل انحناء في الجزء طولاً، ويؤدي تجاهل ذلك إلى مقاسات خاطئة. من خلال حساب بدل الانحناء، يمكنك ضبط النمط المسطح قبل الثني. وهذا يساعد على التأكد من أن الجزء النهائي يخرج بشكل صحيح.
العلم وراء بدل الانحناء
لثني الصفائح المعدنية بدقة، تحتاج إلى معرفة ما يحدث داخل المادة. تؤثر هذه التغييرات على شكل الجزء النهائي وطوله وملاءمته.
شرح خط الانحناء والمحور المحايد
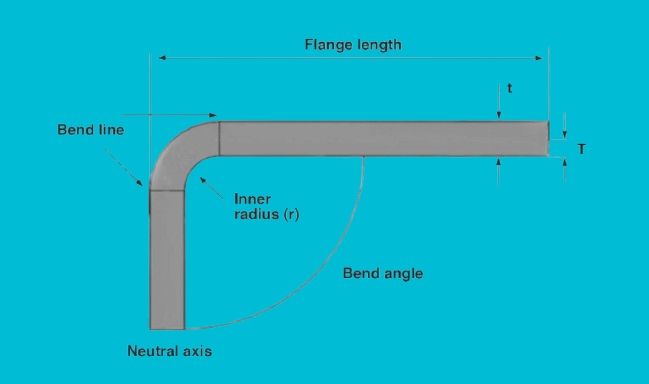
يشير خط الانحناء إلى بداية الانحناء. على أحد جانبي هذا الخط، ينضغط المعدن. وعلى الجانب الآخر، يتمدد. وبين الاثنين يوجد المحور المحايد. ويظل هذا الخط بنفس الطول، حتى أثناء ثني المعدن.
بالنسبة لمعظم الانحناءات، يتحول المحور المحايد نحو داخل الانحناء. فهو ليس في المنتصف. على سبيل المثال، في الانحناء بزاوية 90 درجة على فولاذ بسمك 1.0 مم، غالبًا ما يقع المحور المحايد على بعد حوالي 0.4 مم من السطح الداخلي. تتغير هذه القيمة مع نوع المادة ونصف قطر الانحناء.
العامل K ودوره في حساب بدل الانحناءات
ال عامل K يحدد أين يقع المحور المحايد. يتم حسابه باستخدام هذه الصيغة:
ك = ر / ت
- t = المسافة من السطح الداخلي إلى المحور المحايد
- T = سُمك المادة
قيم عامل K-Factor الشائعة:
- ألومنيوم ناعم (5052-H32): 0.33 إلى 0.42
- الصلب المدرفل على البارد (SPCC): 0.40 إلى 0.50
- الفولاذ المقاوم للصدأ (304): 0.45 إلى 0.50
- التيتانيوم الدرجة 2: 0.30 إلى 0.35
لنفترض أنك تعمل على فولاذ مدلفن على البارد بسمك 2 مم، وعامل K-عامل K المقيس هو 0.45. يقع المحور المحايد على بعد 0.9 مم من السطح الداخلي. تساعد هذه البيانات على ضمان دقة حساب طول النمط المسطح الخاص بك.

العوامل الرئيسية التي تؤثر على بدل الانحناء
تؤثر عدة عوامل على كمية المواد اللازمة للثني. كل واحد منها يغير كيفية تمدد المعدن وانضغاطه أثناء التشكيل.
نوع المادة وتأثيرها
تتمدد المعادن المختلفة بطرق مختلفة. المواد الأكثر ليونة مثل الألومنيوم تنثني بسهولة أكبر وتتطلب قوة أقل. أما المعادن الأكثر صلابة مثل الفولاذ المقاوم للصدأ فتحتاج إلى قوة أكبر وقد عودة الربيع أكثر بعد الانحناء.
على سبيل المثال، ينحني الألومنيوم 5052 بسهولة وغالبًا ما يستخدم بدل انحناء أقل. أما الفولاذ المقاوم للصدأ 304 فيقاوم الانحناء أكثر ويتطلب نصف قطر انحناء أكبر لتجنب التشقق. ليونة المواد وقوة الشد هي المفتاح لكيفية تفاعلها تحت الضغط.
إذا كنت تقوم بثني الفولاذ عالي الكربون، فستحتاج إلى إضافة المزيد من البدل لتجنب الإفراط في الثني أو تشويه الجزء. ضع في اعتبارك دائماً الخواص الميكانيكية للمعدن.
سُمك الصفيحة المعدنية
تتمدد الصفائح السميكة أكثر أثناء الثني. كلما زادت السماكة، تصبح مساحة الانحناء أطول. وهذا يعني أن هناك حاجة إلى بدل ثني أعلى.
على سبيل المثال، يتطلب ثني صفيحة فولاذية بسمك 3 مم عند 90 درجة بدل ثني أطول من صفيحة بسمك 1 مم بنفس الزاوية ونصف القطر. إليك قاعدة عامة: كلما زاد السُمك، زاد بدل الانحناء المسموح به.
تعمل الصفيحة السميكة أيضًا على إزاحة المحور المحايد بعيدًا عن السطح الداخلي. يؤثر ذلك بشكل مباشر على عامل K ويجعل النمط المسطح أطول. قم دائمًا بالقياس أو الحساب بناءً على السُمك الفعلي.
نصف قطر الانحناء وأهميته
ال نصف قطر الانحناء هو المنحنى الداخلي للانحناء. نصف القطر الصغير يمدد السطح الخارجي أكثر، مما يزيد من بدل الانحناء. يتسبب نصف القطر الأكبر في تمدد أقل ويحتاج إلى بدل أقل.
على سبيل المثال، سيحتاج ثني الفولاذ 1.5 مم بنصف قطر 1.5 مم إلى بدل ثني أكبر من ثني نفس الصفيحة بنصف قطر 3 مم. تتعرض أنصاف الأقطار الصغيرة لخطر التشقق، خاصة في المواد الصلبة.
من الممارسات الجيدة مطابقة نصف قطر الانحناء مع سُمك الصفيحة. بالنسبة للفولاذ الطري، عادةً ما يكون نصف القطر المساوي لسُمك المادة (1T) آمنًا. أما بالنسبة للألومنيوم، فيمكنك في كثير من الأحيان استخدام نصف قطر يساوي سمك المادة (1.5T) أو أكثر.
زاوية الانحناء وكيفية تأثيرها على البدل
زاوية الانحناء هي مدى ثني الصفيحة، وتقاس بالدرجات. كلما كانت الزاوية أكثر حدة، زاد تمدد المعدن. وهذا يعني أن زوايا الانحناء الأكبر تحتاج إلى مزيد من البدل.
يتطلب الانحناء بزاوية 90 درجة المزيد من المواد في منطقة الانحناء أكثر من الانحناء بزاوية 45 درجة. يمتد الانحناء بزاوية 135 درجة أكثر ويحتاج إلى تخطيط مسطح أطول. فيما يلي مقارنة سريعة باستخدام صفيحة فولاذية قطرها 1 مم ونصف قطرها 1 مم:
- انحناء بزاوية 45 درجة ≈ 1.1 مم بدل 1.1 مم
- انحناء بزاوية 90 درجة ≈ 1.6 مم بدل 1.6 مم
- ثني بزاوية 135 درجة ≈ 2.4 مم بدل 2.4 مم
كلما كانت الزاوية أعلى، يجب أن يعوض النمط المسطح عن تمدد المادة.
معادلات بدل الانحناء وحساباته
لإنشاء نمط مسطح دقيق، تحتاج إلى حساب بدل الانحناء بشكل صحيح. يوضح هذا القسم كيفية القيام بذلك خطوة بخطوة.
مقدمة لصيغة بدل الانحناءات
الصيغة الأكثر استخدامًا لبدل الانحناء هي:
BA = (π × A × (R + K × T)) / 180
أين:
- BA = بدل الانحناء
- π = 3.1416
- A = زاوية الانحناء بالدرجات
- R = نصف قطر الانحناء الداخلي
- T = سُمك المادة
- K = عامل K (يعتمد على المادة وإعداد الانحناء)
تعطي هذه الصيغة طول قوس المحور المحايد، وهو ما تضيفه إلى الطول المسطح للحصول على نتائج دقيقة.
عملية الحساب خطوة بخطوة
لنستعرض مثالاً على ذلك.
الخامة: ألومنيوم 5052-H32
السُمك (T): 2 مم
نصف القطر الداخلي (R): 2 مم
زاوية الانحناء (A): 90 درجة
العامل K: 0.38
الخطوة 1: أدخل القيم في الصيغة
ba = (3.1416 × 90 × (2 + 0.38 × 2)) / 180
الخطوة 2: حساب حد المحور المحايد
2 + (0.38 × 2) = 2.76
الخطوة 3: الضرب
3.1416 × 90 × 2.76 = 779.06
الخطوة 4: القسمة
779.06 / 180 = 4.33 مم
يبلغ بدل الانحناء 4.33 مم. يمكنك إضافة ذلك إلى النمط المسطح لحساب الانحناء.
الأخطاء الشائعة التي يجب تجنبها في الحسابات
- عامل K-Factor خاطئ: يمكن أن يؤدي استخدام تخمين عام إلى مشاكل في الحجم. استخدم دائمًا القيم المختبرة أو الموصى بها للمواد والإعدادات الخاصة بك.
- تجاهل السماكة الفعلية: إذا كانت الورقة مغلفة أو تم قياسها بشكل خاطئ، فإن أي اختلاف طفيف يؤثر على النتيجة.
- نصف القطر غير صحيح: قد يؤدي استخدام نصف قطر الأدوات بدلاً من نصف قطر الانحناء الفعلي إلى حدوث أخطاء. قم بقياس الانحناء المشكل إذا كنت غير متأكد.
- زاوية الانحناء المربكة: قم دائمًا بقياس الزاوية المضمنة. لا تخلط بين الزوايا الداخلية والخارجية.
- عدم تقريب النتيجة: استخدم منزلة عشرية واحدة عند تقريب بدل الانحناء. الكثير أو القليل جداً يمكن أن يؤدي إلى عدم اتساق في الإنتاج.
حاسبة بدل الانحناء
خصم بدل الانحناء مقابل خصم الانحناء
تساعدك هاتان الطريقتان على تخطيط الطول المسطح للجزء المثني. كلاهما مفيد، ولكن يتم استخدامهما بطرق مختلفة.
الاختلافات الرئيسية ووقت استخدام كل منها
بدل الانحناء (BA) هو طول قوس الانحناء، مقيسًا على طول المحور المحايد. تضيفه إلى إجمالي الطول المسطح. يتم استخدامه عندما تعرف زاوية الانحناء، ونصف القطر، وعامل K.
خصم الانحناء (BD) هو المقدار الذي تطرحه من إجمالي أطوال الشفة للحصول على النمط المسطح. إنه مبني على نفس الانحناء، ولكنه يستخدم قياسات خارجية.
الاستخدام بدل الانحناء عندما تحسب من داخل الانحناء أو عندما تريد العمل من قيم نصف القطر والمادة المعروفة. يمنحك المزيد من التحكم في التصميم بمساعدة الحاسوب أو برنامج CNC.
الاستخدام خصم الانحناء عندما تقيس الجزء من الخارج إلى الخارج، خاصةً في المخططات اليدوية أو رسومات الأنماط المسطحة البسيطة. وغالبًا ما تُستخدم في عمليات مكابس المكابس حيث تكون أطوال الشفة معروفة.
كلاهما يؤديان إلى نفس الطول المسطح في النهاية، ولكن من نقاط بداية مختلفة.
كيفية التحويل بين بدل الانحناء وخصم الانحناء?
يمكنك التحويل بين بدل الانحناء وخصم الانحناء باستخدام هذه الصيغة:
BD = FL1 + FL2 - BA - إجمالي طول المسطح المسطح
ولكن بالنسبة لمعظم حالات الاستخدام، يتم استخدام هذا الإصدار الأبسط:
BD = FL1 + FL2 - الطول المسطح
أو، بشكل أكثر شيوعًا:
الطول المسطح = FL1 + FL2 - BD
أين:
- FL1 و FL2 هما طولا الشفة FL1 و FL2
- BD هو خصم الانحناء.
- ب هو بدل الانحناء.
إليك مثالاً سريعاً:
- FL1 = 30 مم
- FL2 = 40 مم
- BA = 4.33 مم
ثم:
الطول المسطح = 30 + 40 + 40 - خصم الانحناء
أو
الطول المسطح = 30 + 40 + 40 + BA - 2 × الارتداد الخارجي
يعتمد الاختيار بين BA و BD على كيفية قياس وتصميم القِطع الخاصة بك. استخدم أيهما يناسب إعداد أدواتك أو عملية التصميم بمساعدة الحاسوب.
أفضل الممارسات للحصول على بدل الانحناء الأمثل
يؤدي الحصول على بدل الانحناء الصحيح إلى تحسين الملاءمة وتقليل الخردة وجعل الإنتاج أكثر سلاسة. إليك طرق للحفاظ على دقة الانحناءات وقابليتها للتكرار.
نصائح للثني المتسق والدقيق
- استخدم الأدوات نفسها: التزم بنفس مجموعة المثقاب والقالب في جميع مراحل الإنتاج. يؤثر تغيير الأدوات على نصف قطر الانحناء والنتائج.
- تعيين معيار K- العوامل القياسية: استخدم عوامل K المختبرة لكل مادة وسمك. على سبيل المثال، استخدم 0.38 للألومنيوم 5052 و0.44 للفولاذ الطري.
- الانحناء بشكل عمودي على الحبيبات: يزيد الانحناء على طول الحبيبات من التشقق. قم بالثني بمحاذاة الحبيبات كلما كان ذلك ممكناً.
- تجنب أنصاف الأقطار الحادة: استخدم نصف قطر ثني يساوي على الأقل 1x سمك المادة للحصول على نتائج نظيفة ما لم يتطلب التصميم خلاف ذلك.
- حافظ على نظافة الأدوات: تخلق الأوساخ والأدوات البالية انحناءات غير متناسقة.
- التحكم في زنبرك التحكم الخلفي: استخدم القاع أو الصقل للقِطع عالية الدقة حيث يجب أن يكون الارتداد النابض في حده الأدنى.
كيفية التحقق من صحة حسابات بدل الانحناء الخاص بك?
- عمل انحناءات اختبارية: اقطع شريطًا قصيرًا وقم بإجراء ثني. قم بقياس النتيجة الفعلية، ثم قارنها بالتخطيط المسطح. اضبط عامل K إذا لزم الأمر.
- تحقق من مخرجات CAD: استخدم الطول المسطح المحسوب لإنشاء رسم CAD. ثني عينة ومطابقتها بالجزء CAD.
- قياس المحور المحايد يدوياً: استخدم الفرجار للقياس من الانحناء الداخلي إلى الخط المركزي لقوس الانحناء. احسب عامل K الفعلي وحدّث الصيغ الخاصة بك.
- تتبع الوظائف المكررة: الاحتفاظ بسجلات لنتائج الانحناء للأجزاء المكررة. استخدم هذه البيانات لضبط الحسابات المستقبلية.
- شكلت المراجعة تفاوتات الأجزاء المشكلة: إذا كانت مواضع الفتحات أو أطوال الشفة غير مناسبة، فقد يشير ذلك إلى بدل الانحناء الخاطئ. اضبط وفقًا لذلك.
يساعد اتباع بعض الخطوات القابلة للتكرار في تقليل التجربة والخطأ. بمجرد الاتصال بالإعداد الخاص بك، تظل النتائج موثوقة عبر الدفعات.
خاتمة
بدل الثني هو الطول المضاف في النمط المسطح لمراعاة تمدد المادة أثناء الثني. وهو يساعد على ضمان أن يكون الجزء النهائي الخاص بك بالحجم والشكل الصحيحين. تؤثر عوامل مثل نوع المادة، والسماكة، وزاوية الانحناء، ونصف قطر الانحناء، وعامل K- على البدل المسموح به.
هل تحتاج إلى مساعدة في ثني الصفائح المعدنية الدقيقة أو النماذج الأولية؟ مهندسونا مستعدون لدعم مشروعك القادم. اتصل بنا للحصول على استشارة أو عرض أسعار مجاني.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


