يجب على المهندسين والمصنعين ضمان دقة القياسات في الأجزاء والتركيبات. تتحكم التفاوتات في التفاوتات المسموح بها، ولكن اختيار القياس الصحيح أمر بالغ الأهمية. يمكن أن يؤدي سوء الفهم إلى مشاكل في الإنتاج أو فشل التجميع أو زيادة التكاليف.
تحدد التفاوتات المسموح بها الأحادية والثنائية الانحرافات المقبولة بطرق مختلفة. يمكن أن يتسبب استخدام النوع الخاطئ في عدم تطابق المكونات أو إهدار المواد أو إعادة العمل المكلفة. تساعد معرفة وقت استخدام كل منهما في الحفاظ على الجودة والكفاءة.
دعونا ندرس كيف يختلف هذان النوعان من التحمل ومتى يتم استخدام كل منهما في المشاريع الهندسية.
شرح التسامح في التصميم الميكانيكي
التسامح هو مفهوم أساسي في الهندسة. فهو يحدد مقدار التفاوت المسموح به الذي يمكن أن تختلف أبعاد الجزء ومع ذلك يعمل بشكل صحيح. وبدون التفاوتات المسموح بها، قد لا تتلاءم الأجزاء مع بعضها البعض أو تعمل على النحو المنشود.
يحدد التفاوت المسموح به نطاق الاختلاف المقبول للأبعاد في الرسم الفني. على سبيل المثال، إذا كان قطر العمود 10 مم مع تفاوت مسموح به يبلغ ± 0.05 مم، يمكن أن يتراوح قياس العمود الفعلي بين 9.95 مم و10.05 مم ويظل يعتبر معقولاً.
كل جزء مصنّع به بعض التباين - لا يمكن لأي ماكينة صنع أجزاء متطابقة تمامًا. توفر التفاوتات المسموح بها حدودًا واضحة للمصنعين بشأن مقدار الاختلاف المقبول قبل رفض الجزء.
تظهر هذه التفاوتات المسموح بها على الرسومات الفنية كأرقام بعد البعد الأساسي، مثل 10 ± 0.05 مم، أو كنطاق، مثل 9.95-10.05 مم.
ما هو التسامح من جانب واحد؟
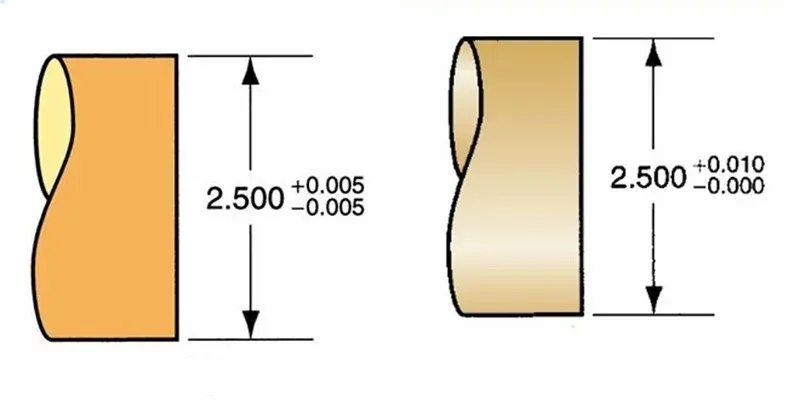
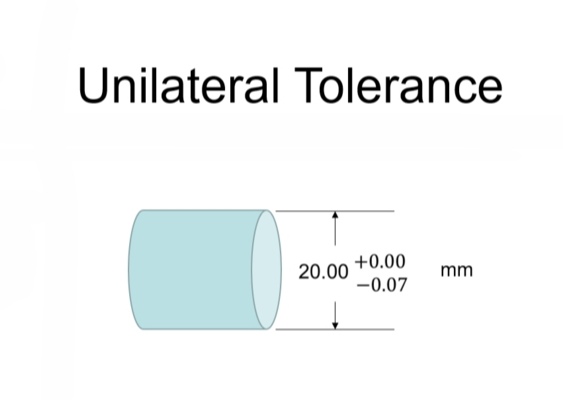
التفاوت الأحادي الجانب هو نوع من التفاوت المسموح به في الأبعاد حيث يُسمح بالتفاوت في اتجاه واحد فقط (إما موجب أو سالب بالكامل) من البعد الأساسي. وهذا يعني أن الحجم الفعلي للجزء يمكن أن يختلف عن الحجم الاسمي في اتجاه واحد فقط - إما أكبر أو أصغر، ولكن ليس في كلا الاتجاهين.
على سبيل المثال، قد يكون قطر العمود 20.00 مم مع تفاوت تفاوت قدره +0.05/- 0.00 مم. يعني هذا التفاوت المسموح به من جانب واحد أن قطر العمود يمكن أن يصل إلى 20.05 مم ولكن ليس أصغر من 20.00 مم. وبالمثل، قد يكون قطر الثقب 20.00 مم مع تفاوت تفاوت تفاوت قدره +0.00/-0.05 مم، مما يعني أنه يمكن أن يكون صغيرًا حتى 19.95 مم ولكن ليس أكبر من 20.00 مم.
عادةً ما يتم استخدام التفاوتات المسموح بها من جانب واحد عندما يجب ألا يتجاوز جزء ما بُعدًا محددًا معينًا أو يقل عنه لأسباب وظيفية.
كيف يتم تطبيقها في الرسومات الهندسية?
في الرسومات الهندسية، يتم تمييز التفاوتات المسموح بها من جانب واحد لإظهار الاختلاف في اتجاه واحد فقط. يتم ذكر البُعد الأساسي، يليه الانحراف المسموح به. ويحدد المهندسون ما إذا كان التفاوت المسموح به موجبًا (أعلى من البُعد الأساسي) أو سالبًا (أقل من البُعد الأساسي).
تتضمن التنسيقات الشائعة ما يلي:
- طريقة البُعد المباشر: 20.00 + 0.05/- 0.00 مم
- طريقة البُعد الحدّي: 20.00-20.05 مم
- طريقة الملاحظة: 20.00 مم +0.05 (أو -0.05 للتفاوت الأحادي السالب)
تمثيل التسامح الأحادي الجانب
تتبع التفاوتات المسموح بها من جانب واحد ممارسات الترميز القياسية وفقًا لمعايير الرسم الهندسي:
- يأتي البُعد الجوهري أولاً
- يتبع الانحراف العلوي بعلامة زائد (+)
- يتبع الانحراف الأدنى بعلامة ناقص (-)
- أحد هذه الانحرافات سيكون صفراً في التسامح الأحادي الجانب
أمثلة على تطبيقات التسامح من جانب واحد
- أقطار العمود للتركيب بالضغط: يضمن العمود ذو العمود 15.00 + 0.02/- 0.00 مم أن يكون العمود دائمًا مساويًا للحجم الأساسي أو أكبر منه، مما يضمن ملاءمة محكمة.
- الحد الأدنى لسُمك الجدار لأوعية الضغط: يمكن تحديد سمك جدار الوعاء بـ 8.00 + 0.50/- 0.00 مم، مما يضمن ألا يكون الجدار أرق من الحد الأدنى للسُمك الآمن.
- مواضع ثقب لوحة الدائرة الكهربائية: قد يكون لمواقع الثقوب تفاوتات تفاوتات تبلغ ± 0.00/+0.10 مم، مما يضمن عدم تداخل المكونات أبدًا.
- أبعاد الارتفاع القصوى: قد يتم تحديد أقصى ارتفاع 50.00 +0.00/0.00/0.30 مم للأجزاء التي يجب أن تتناسب مع مساحة ثابتة.
مزايا التسامح الأحادي الجانب
سهولة التحكم في التصنيع
يعمل التسامح الأحادي على تبسيط عملية التصنيع من خلال التركيز على اتجاه واحد للتباين. وهذا يجعل من السهل ضبط الأدوات والعمليات لتلبية المواصفات.
الفحص المبسط وضمان الجودة
يعد فحص الأجزاء ذات التفاوت المسموح به من جانب واحد أمرًا بسيطًا ومباشرًا. يحتاج المفتشون فقط إلى التحقق مما إذا كان البعد يقع ضمن النطاق المسموح به في اتجاه واحد، مما يقلل من الوقت والجهد اللازمين لمراقبة الجودة.
ما هو التسامح الثنائي?
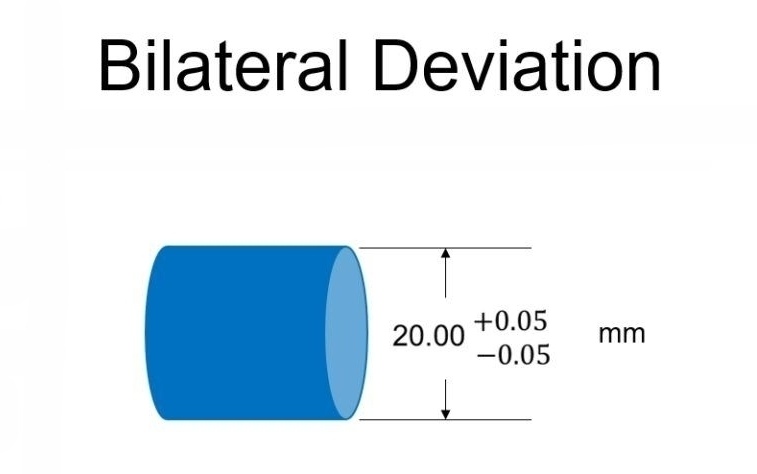
التسامح الثنائي هو نوع من التفاوت في الأبعاد حيث يُسمح بالتفاوت في كلا الاتجاهين (الموجب والسالب) عن البعد الأساسي. مع التسامح الثنائي، يمكن أن يكون الحجم الفعلي للجزء إما أكبر أو أصغر من الحجم الاسمي ضمن حدود محددة.
على سبيل المثال، قد يكون قطر العمود 20.00 مم مع تفاوت تفاوت ثنائي يبلغ ± 0.03 مم. وهذا يعني أن قطر العمود يمكن أن يتراوح من 19.97 مم إلى 20.03 مم ومع ذلك يعتبر مقبولاً. يتم توزيع التباين على جانبي البعد الأساسي.
تُستخدم التفاوتات المسموح بها الثنائية عادة للأبعاد العامة حيث لا تؤثر الاختلافات الطفيفة في أي من الاتجاهين على وظيفة الجزء.
كيف يتم تطبيقها في الرسومات الهندسية?
على الرسومات الهندسية، يتم وضع علامة التفاوتات المسموح بها الثنائية لإظهار التباين المتساوي أو غير المتساوي في كلا الاتجاهين من البعد الأساسي. يُذكر البُعد الأساسي أولاً، متبوعًا بالانحرافات المسموح بها.
تتضمن التنسيقات الشائعة ما يلي:
- ثنائية متساوية: 20.00 ± 0.03 مم (التباين هو نفسه في كلا الاتجاهين)
- ثنائية غير متكافئة: 20.00 +0.00 + 0.05/- 0.02 مم (مقادير مختلفة من التباين في كل اتجاه)
- طريقة البُعد الحدّي: 19.97.97-20.03 مم (توضح الحدود الدنيا والقصوى مباشرة)
تمثيل التسامح الثنائي
تتبع التفاوتات المسموح بها الثنائية الترميز القياسي وفقًا لمعايير الرسم الهندسي:
- يأتي البُعد الجوهري أولاً
- بالنسبة للتفاوتات الثنائية المتساوية، يتم استخدام رمز موجب/ناقص (±)، متبوعًا بقيمة الانحراف
- بالنسبة للتفاوتات الثنائية غير المتكافئة، يتم توفير كل من الانحراف العلوي بعلامة زائد (+) والانحراف السفلي بعلامة ناقص (-)
- كلا الانحرافين لهما قيم غير صفرية في التسامح الثنائي
أمثلة على تطبيقات التسامح الثنائي
- الأبعاد العامة للمكونات المشكّلة آلياً: يمكن تحديد عرض اللوح بـ 100.00 ± 0.50 مم للتطبيقات ذات الأغراض العامة.
- أقطار الفتحات للتركيبات المنزلقة: لتحقيق توازن الملاءمة المناسب، قد يتم تحديد ثقب المحمل بـ 25.00 +0.02/-0.01 مم.
- عرض أثر ثنائي الفينيل متعدد الكلور: قد يكون لآثار لوحات الدارات الكهربائية تفاوتات في العرض تبلغ 0.50 ± 0.05 مم للحفاظ على الأداء الكهربائي مع استيعاب تباين التصنيع.
- ثني الصفائح المعدنية الأبعاد: يمكن تحديد زاوية الانحناء على أنها 90 درجة ± 1 درجة لمراعاة عودة الربيع واختلافات الأدوات.
- قولبة القِطع البلاستيكية: الأجزاء المصبوبة بالحقن غالبًا ما تستخدم تفاوتات تحمل ثنائية، مثل 30.00 ± 0.20 مم، لانكماش المواد وتآكل القالب.
مزايا التسامح الثنائي
التوزيع المتوازن للمواد
يسمح التسامح الثنائي بإضافة المواد أو إزالتها بالتساوي. وهذا يساعد في الحفاظ على التوازن في تصميم الجزء ويقلل من تركيزات الضغط.
مرونة أكبر في التصنيع
يتمتع المصنعون بمزيد من المرونة مع التسامح الثنائي. حيث يمكنهم ضبط الأدوات والعمليات للبقاء ضمن نطاق التفاوت المسموح به دون القلق بشأن اتجاه واحد من التباين. وغالبًا ما يؤدي ذلك إلى إنتاج أسرع وتكاليف أقل.
الاختلافات الرئيسية بين التسامح الأحادي والثنائي
يساعد فهم فروق التحمل الأحادية والثنائية المهندسين على اختيار نهج التصميم الصحيح. فيما يلي تفصيل للفروق الرئيسية:
تعريف
- التسامح من جانب واحد: يسمح بالتغيير في اتجاه واحد فقط من الحجم الاسمي (أكبر أو أصغر).
- التسامح الثنائي: يسمح بالاختلاف عن الحجم الاسمي (أكبر وأصغر).
اتجاه التباين
- التسامح من جانب واحد: يقتصر التباين على جانب واحد من البعد الاسمي. على سبيل المثال، 10 مم +0.2/صفر يعني أن الجزء يمكن أن يكون أكبر بمقدار 0.2 مم وليس أصغر.
- التسامح الثنائي: يسمح بالتباين على جانبي البعد الاسمي. على سبيل المثال، 10 مم ± 0.1 مم يعني أن الجزء يمكن أن يكون أكبر أو أصغر بمقدار 0.1 مم.
نية التصميم
- التسامح من جانب واحد: تستخدم عندما تكون الملاءمة الدقيقة في اتجاه واحد أمر بالغ الأهمية. على سبيل المثال، يجب ألا يتجاوز العمود حجماً محدداً ليتناسب مع ثقب.
- التسامح الثنائي: تستخدم عندما تكون الاختلافات الطفيفة على جانبي الحجم الاسمي مقبولة. على سبيل المثال، يمكن أن تختلف أبعاد الدعامة قليلاً دون التأثير على وظيفتها.
مرونة التصنيع
- التسامح من جانب واحد: يحد من مرونة التصنيع لأن التباين مسموح به في اتجاه واحد فقط. يمكن أن يؤدي ذلك إلى زيادة التكاليف إذا كان التفاوت المسموح به ضيقًا.
- التسامح الثنائي: توفر مرونة أكبر لأن التباين مسموح به في كلا الاتجاهين. وهذا غالباً ما يجعل إنتاج الأجزاء أسهل وأكثر فعالية من حيث التكلفة.
| أسبكت | التسامح من جانب واحد | التسامح الثنائي |
|---|---|---|
| تعريف | التباين مسموح به في اتجاه واحد فقط (أكبر أو أصغر). | التباين مسموح به في كلا الاتجاهين (أكبر وأصغر). |
| اتجاه التباين | من جانب واحد (على سبيل المثال، +0.2/-0 أو +0/-0.2). | ثنائية الجانب (على سبيل المثال، ± 0.1). |
| نية التصميم | تُستخدم عندما يكون الملاءمة الدقيقة في اتجاه واحد أمراً بالغ الأهمية. | تُستخدم عندما تكون الاختلافات الطفيفة على كلا الجانبين مقبولة. |
| مرونة التصنيع | أقل مرونة؛ تحكم أكثر إحكاماً في اتجاه واحد. | أكثر مرونة؛ أسهل في الإنتاج. |
أنواع أخرى من التفاوتات الهندسية
إلى جانب التفاوتات الأحادية والثنائية، يستخدم المهندسون العديد من أنواع التفاوتات المهمة الأخرى للتحكم في جوانب مختلفة من جودة الجزء ووظيفته. يخدم كل منها احتياجات تصميم وسيناريوهات تصنيع محددة.
الأبعاد الهندسية والتسامح (GD&T)
GD&T هو نظام شامل يتجاوز مجرد تفاوتات الأبعاد البسيطة. فهو يتحكم في الخصائص الهندسية مثل الشكل والاتجاه والموقع والانحراف. يستخدم هذا النظام الرموز والقواعد لتحديد الشكل الدقيق ومتطلبات الموضع للسمات على الجزء.
تشمل أنواع التفاوتات الرئيسية في GD&T ما يلي:
- تفاوتات الشكل: التحكم في الاستقامة والتسطيح والدائرية والأسطوانية
- تفاوتات الاتجاهات: التحكم في التوازي والتعامد والتعامد والزاوية
- تفاوتات الموقع: موضع التحكم والتركيز والتماثل
- تفاوتات التجاوزات في التشغيل: التحكم في الجريان الدائري والإجمالي
يوفر GD&T تحكماً أكثر دقة في هندسة الأجزاء من التحمل التقليدي للأبعاد وحده.
التفاوتات الإحصائية
يستخدم التسامح الإحصائي الاحتمالات والإحصاءات للتنبؤ بكيفية تأثير الاختلافات في الأبعاد الفردية على التجميع. وخلافًا للتفاوت المسموح به في أسوأ الحالات، والذي يفترض أن جميع الأجزاء في حدودها القصوى، فإن التفاوت المسموح به إحصائيًا يدرك أن معظم الأجزاء ستكون أقرب إلى البعد الاسمي.
يستخدم هذا النهج رموزًا مثل "ST" أو "RSS" (مربع المجموع الجذري) على الرسومات للإشارة إلى المواضع التي تنطبق عليها الطرق الإحصائية. وغالبًا ما يسمح بتفاوتات تفاوتات فردية أوسع مع الحفاظ على جودة التجميع الكلية.
حدود التفاوتات المسموح بها
يحدد التسامح الحدّي مباشرةً الأبعاد القصوى والدنيا المسموح بها دون الرجوع إلى بُعد أساسي. على سبيل المثال، قد يكون قطر العمود 15.02-15.05 مم.
تنقل هذه الطريقة النطاق المقبول وغالبًا ما تُستخدم في بيئات الإنتاج حيث يتم إجراء مقارنات قياس مباشرة.
تفاوتات الملاءمة
تتحكم تفاوتات الملاءمة في كيفية تفاعل الأجزاء عند التجميع. فهي تحدد الخلوص أو التداخل بين أجزاء التزاوج. تشمل أنظمة الملاءمة القياسية ما يلي:
- تناسب التخليص يناسب: يكون الثقب دائماً أكثر أهمية من العمود، مما يسمح بحرية الحركة
- تناسب التداخلات: دائمًا ما يكون العمود أكثر أهمية من الثقب، مما يؤدي إلى إنشاء تركيب ضاغط
- تناسب المرحلة الانتقالية: الخلوص أحيانًا، والتداخل أحيانًا، اعتمادًا على الأحجام الفعلية
عادةً ما يتم تحديد تفاوتات الملاءمة وفقًا لأنظمة موحدة مثل ISO أو ANSI، مع تسميات مثل H7/f7 (ملاءمة الخلوص) أو H7/s6 (ملاءمة التداخل).
التفاوتات غير المنتظمة
تختلف التفاوتات غير المنتظمة على طول أو مساحة الميزة. على سبيل المثال، قد يكون للعمود المدبب تفاوتات تفاوتات أكثر إحكامًا على سطح المحمل وتفاوتات تفاوتات أكثر مرونة في أماكن أخرى. يعمل هذا النهج على تحسين تكاليف التصنيع من خلال تطبيق تفاوتات تفاوتات التفاوتات الضيقة فقط عند الضرورة الوظيفية.
تفاوتات الملف الشخصي
تتحكم تفاوتات المظهر الجانبي في الشكل العام للسطح من خلال تحديد مقدار انحرافه عن الشكل المثالي النظري. وغالباً ما تستخدم للأسطح المنحنية المعقدة أو السمات الجمالية.
يمكن تطبيق تفاوتات الملف الشخصي على:
- الملامح الخطية (2D)
- الملامح السطحية (ثلاثية الأبعاد)
تُستخدم عادةً في ألواح هياكل السيارات والمنتجات الاستهلاكية ومكونات الطيران.
معدّلات الحالة المادية
تضبط هذه المعدلات مناطق التفاوت بناءً على الحجم الفعلي للميزة:
- الحالة المادية القصوى (MMC): يطبق عندما تحتوي الميزة على معظم المواد
- الحالة المادية الأقل (LMC): تنطبق عندما تتضمن الميزة أقل المواد
- بغض النظر عن حجم الميزة (RFS): تنطبق بغض النظر عن الحجم الفعلي للميزة
تساعد هذه المعدِّلات على ضمان ملاءمة الأجزاء معًا بشكل صحيح مع زيادة مرونة التصنيع إلى أقصى حد.
خاتمة
تلعب التفاوتات الهندسية دورًا حاسمًا في تصميم وتصنيع الأجزاء عالية الجودة. وتمثل التفاوتات المسموح بها الأحادية والثنائية نهجين أساسيين للتحكم في تباين الأبعاد.
يعتمد الاختيار بين أنواع التفاوت المسموح به هذه على متطلبات التصميم المحددة وقدرات التصنيع واعتبارات التكلفة. يجب أن يأخذ المهندسون في الاعتبار وظيفة كل ميزة وعمليات التصنيع المتاحة وطرق الفحص عند اختيار نوع التفاوت المسموح المناسب.
نقدم في Shengen خدمات تصنيع الصفائح المعدنية عالية الجودة والتصنيع الدقيق. وسواء كنت بحاجة إلى مساعدة فيما يتعلق بالتفاوتات المسموح بها أو النماذج الأولية أو الإنتاج الضخم، فإن فريقنا المتمرس موجود هنا لدعمك. اتصل بنا اليوم لمناقشة مشروعك والحصول على عرض أسعار مجاني!
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


