عندما يقوم المصممون بتعيين نصف قطر الانحناء بإحكام شديد، يمكن أن يتشقق المعدن أو يلتوي. ويتسبب ذلك في تعطل الأجزاء وتوقف الإنتاج. يمكن أن يقلل الدليل الواضح لنصف قطر الانحناء من هذه المخاطر. فهو يوضح لك كيفية اختيار نصف القطر المناسب لكل معدن وسُمك وإعداد الأداة.
توفر المبادئ التوجيهية لنصف قطر ثني الصفائح المعدنية قواعد لأصغر نصف قطر يمكنك ثني الصفائح المعدنية بأمان دون التسبب في تلفها. تختلف الإرشادات حسب نوع المادة وسُمكها، مما يساعدك على منع التشقق والتشويه. إن معرفة هذه الإرشادات تضمن لك قطع معدنية دقيقة وقوية وموثوقة.
بعد ذلك، سنلقي نظرة على جداول مفصلة وأمثلة حقيقية. ستحصل على خطوات واضحة لتجنب العيوب وتقليل إعادة العمل. ابق معنا لتتعلم نصائح عملية وقيّمة.
ما هو نصف قطر الانحناء في تصنيع الصفائح المعدنية?
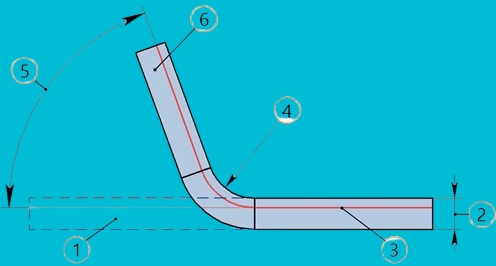
نصف قطر الانحناء هو المسافة من مركز الانحناء إلى السطح الداخلي للمعدن. وهو يقيس مدى ضيق أو اتساع الانحناء. نصف القطر الصغير يجعل الانحناء أكثر حدة. أما نصف القطر الكبير فيجعل الانحناء أكثر سلاسة. تعتمد هذه القيمة على الجزء الداخلي من الانحناء، وليس على الحافة الخارجية.
في الصفائح المعدنية، عادةً ما يكون نصف قطر الانحناء مساوياً لسُمك المعدن. ولكن يمكن أن يتغير ذلك حسب المادة والاستخدام.
لتجنب التشققات والتشوهات أثناء الثني، من المهم اتباع الحد الأدنى لنصف قطر الانحناء. هذا هو أصغر نصف قطر داخلي يمكنك تطبيقه على مادة ما دون التسبب في تلف. تؤثر جميع المواد والسُمك وزوايا الانحناء على هذا الحد. تحتاج المعادن الأكثر صلابة أو السُمك إلى أنصاف أنصاف أقطار أكبر لتبقى سليمة.
كيفية حساب الحد الأدنى لنصف قطر الانحناء؟
يساعد استخدام نصف قطر الانحناء الصحيح على منع التشققات وعلامات الإجهاد وفشل الجزء. هناك طريقة سريعة لمعرفة ذلك من خلال اتباع بعض القواعد الأساسية بناءً على نوع المادة وسُمكها.
فهم الصيغة
يعتمد الحد الأدنى لنصف قطر الانحناء على مدى سماكة المعدن ونوع المعدن الذي تقوم بثنيه. القاعدة البسيطة هي
الحد الأدنى لنصف قطر الانحناء = السُمك (T) × عامل المادة
لكل مادة عامل مختلف. تحتاج المعادن اللينة إلى أنصاف أقطار انحناء أصغر. المعادن الأكثر صلابة تحتاج إلى معادن أكبر. وهذا يمنحك طريقة سريعة وسهلة لتجنب مشاكل الانحناء.
المتغيرات الرئيسية التي يجب مراعاتها
هناك ثلاثة أشياء تغير نصف قطر الانحناء الذي يجب أن تستخدمه:
- السُمك (T): تحتاج الألواح السميكة إلى مساحة أكبر للانحناء.
- نوع المادة: المواد الأكثر ليونة مثل الألومنيوم يمكن أن تنحني بإحكام أكثر. أما المواد الأكثر صلابة، مثل الفولاذ المقاوم للصدأ، فتحتاج إلى مساحة أكبر.
- زاوية الانحناء: تحتاج الزوايا الأكثر حدة عادةً إلى نصف قطر أكبر لتبقى خالية من التشققات.
كلما كانت الصفيحة أكثر سمكاً وصلابة، يجب أن يكون نصف قطر الانحناء أكبر.
استخدام مخططات الحد الأدنى لنصف قطر الانحناء
لتوفير الوقت، يستخدم العديد من المهندسين ومشغلي مكابح الضغط مخططات نصف قطر الانحناء. توضح هذه المخططات أنصاف الأقطار الموصى بها بناءً على المادة والسُمك.
إليك جدول مرجعي مبسط:
| المواد | ر = 1-6 مم | ر = 6-12 مم | ر = 12-25 مم |
|---|---|---|---|
| الألومنيوم | 1 × T | 1.5 × T | 2-3 × T |
| فُولاَذ | 0.8 × T | 1.2 × T | 1.5-2.5 × T |
| الفولاذ المقاوم للصدأ | 2 × T | 2.5 × T | 3-4 × T |
تساعدك هذه القيم على ثني المعدن بأمان. فقط ابحث عن المادة والسماكة، ثم اضربها للحصول على نصف القطر الداخلي الصحيح.
حاسبة الحد الأدنى لنصف قطر الانحناء
تأثيرات الأدوات والمعدات
تلعب الأدوات دوراً مباشراً في نصف قطر الانحناء النهائي. يؤثر اختيارك للقوالب والثقب على كيفية تشكيل المعدن ومدى دقة الثني.
كيف تؤثر فتحة القالب على شكل حرف V على نصف قطر الانحناء?
يتحكم حجم فتحة القالب على شكل V في كيفية انحناء المادة. تخلق فتحة القالب على شكل حرف V الكبيرة نصف قطر داخلي أكبر. الفتحة الأصغر تعطي ثنيًا أكثر إحكامًا.
كقاعدة عامة:
فتحة القالب على شكل حرف V = 8 × سماكة المادة (لثني الهواء)
إذا كان حرف V صغيرًا جدًا، فقد تتشقق المادة. وإذا كانت كبيرة للغاية، فقد يفقد الانحناء تعريفه ويتسبب في حدوث انثناء.
دور نصف قطر طرف المثقاب في الانحناء النهائي
يساعد نصف قطر طرف المثقاب في تشكيل الثنية من الداخل. يعطي طرف المثقاب الصغير انحناء أكثر حدة. أما طرف المثقاب الأكبر فيعطي انحناء أكثر سلاسة.
للحصول على نتائج نظيفة:
- طابق نصف قطر الثقب مع نصف قطر الانحناء الداخلي المطلوب.
- بالنسبة للمواد الأكثر نعومة، تعمل رؤوس التثقيب الأصغر حجماً بشكل أفضل.
- بالنسبة للمواد الأكثر صلابة، استخدم طرف أكبر لتجنب التشقق.
الانحناء الهوائي مقابل الانحناء الهوائي مقابل الانحناء السفلي مقابل الانحناء الهوائي: التأثيرات على نصف القطر
تؤثر طرق التشكيل المختلفة على نتائج نصف قطر الانحناء.
- ثني الهواء لا يضغط المثقاب بالكامل في القالب. يعتمد نصف القطر على حجم القالب على شكل حرف V، وليس المثقاب. توفر مرونة ولكن دقة أقل.
- الوصول إلى القاع يكاد المثقاب يلامس قاع القالب. نصف قطر الانحناء أقرب إلى طرف المثقاب. أكثر اتساقاً من الانحناء الهوائي.
- صك العملة: يقوم المثقاب بضغط المعدن بالكامل في القالب. نصف القطر يساوي طرف المثقاب. يعطي أدق وأصغر نصف قطر ثني.
نصف قطر الانحناء في ممارسة التصميم
يبدأ التصميم الجيد بقواعد ثني عملية. استخدام نصف قطر الانحناء الصحيح يجعل إنتاج الأجزاء أسهل وأقوى وأكثر اتساقاً.
الأخطاء الشائعة في التصميم بنصف قطر الانحناء غير الصحيح
غالبًا ما تأتي أخطاء التصميم من استخدام أنصاف أقطار الانحناءات الصغيرة جدًا أو غير المناسبة للمادة. وهذا يؤدي إلى مشاكل مثل:
- الشقوق من الانحناءات الضيقة للغاية
- حواف مشوهة أو التجاعيد
- ثقوب أو ميزات غير متناسقة بالقرب من المنعطف
- زيادة عودة الربيع التي تغير الشكل النهائي
هناك خطأ شائع آخر وهو عدم احتساب ارتخاء الانحناء أو المساحة المخصصة لتمدد المادة. وقد يتسبب ذلك في حدوث تمزق أو انتفاخ.
نصائح لتصميم أجزاء الصفائح المعدنية الوظيفية والقابلة للتصنيع
لتجنب المشاكل، اتبع أفضل الممارسات التالية
- اضبط نصف قطر الانحناء على 1 × سمك المادة على الأقل (أو اتبع المخطط الخاص بالمادة).
- احتفظ بالفتحات والفتحات والقواطع بعيدًا عن خط الانحناء (على الأقل 2 × سمك 2 ×).
- استخدم اتجاهات ثني متسقة لتقليل إعادة التوجيه أثناء التشكيل.
- قم بإضافة نقوش ثني عند الزوايا عند ثني الشفاه لمنع التمزق.
- ضع في اعتبارك اتجاه التعريق في المعادن مثل الألومنيوم أو الفولاذ المقاوم للصدأ. يقلل الانحناء عبر الحبيبات من التشقق.
يمكن للتغييرات البسيطة في التصميم أن تجعل إنتاج الأجزاء أسهل وأرخص في الإنتاج.
معايير الصناعة والتفاوتات المسموح بها لأنصاف أقطار الانحناءات
تساعد المعايير على ضمان الجودة والتوافق. تتبع معظم المتاجر قيمًا من:
- DIN 6935 أو ISO 2768 للتفاوتات العامة
- ANSI Y14.5 ل GD&T على الرسومات
- صحائف بيانات موردي المواد للحصول على إرشادات الحد الأدنى لنصف القطر
يبلغ التفاوت المسموح به النموذجي لأنصاف أقطار الانحناء حوالي ± 0.25 مم للأجزاء الدقيقة. قد يكون للأجزاء الأكبر حجمًا أو المواد الأكثر سمكًا تفاوتات أكثر مرونة. تأكد دائمًا مع الصانع قبل وضع اللمسات الأخيرة على الرسم.
أخطاء نصف قطر الانحناء الشائعة وكيفية إصلاحها
يمكن أن تؤدي أخطاء الانحناء الصغيرة إلى مشاكل كبيرة في الأجزاء النهائية. حدثت العديد من المشاكل بسبب عدم التعامل مع نصف قطر الانحناء بشكل صحيح. إليك كيفية تجنب أكثرها شيوعًا.
تجاهل تعويض سبرينغ باك
يحدث الارتداد النابض عندما يحاول المعدن العودة إلى شكله الأصلي بعد الثني. إذا لم تخطط لذلك، يمكن أن تكون الزاوية ونصف القطر غير متوازنة.
إصلاح: اضبط زاوية الانحناء في التصميم لمراعاة عودة الزنبرك. استخدم بيانات المواد أو اختبار الانحناءات لإيجاد التعويض المناسب. تحتاج المعادن الأكثر صلابة مثل الفولاذ المقاوم للصدأ إلى تعديل أكثر من المعادن الأكثر ليونة مثل الألومنيوم.
المبالغة في تقدير ليونة المواد
بعض التصميمات تدفع بالمواد إلى أبعد مما ينبغي، على افتراض أنها ستنحني دون مشاكل. ومع ذلك، لا يمكن لجميع المعادن التعامل مع الانحناءات الضيقة.
إصلاح: تحقق من مخطط نصف قطر الانحناء قبل ضبط الانحناء. إذا كان التصميم يتطلب زاوية ضيقة، قم بالتبديل إلى مادة أكثر ليونة أو قم بزيادة نصف القطر. لا تقم أبدًا بفرض ثني محكم على مادة صلبة أو سميكة.
الفشل في مراعاة تكدس التسامح في الأجزاء متعددة الانحناءات
عندما يحتوي الجزء على العديد من الانحناءات، تتراكم الأخطاء الصغيرة. وهذا ما يسمى تكدس التحمل. إذا لم يكن مخططًا له، فقد لا يتناسب الجزء النهائي أو لا يتماشى.
إصلاح: أضف تفاوتاً إضافياً لكل انحناءة في الأجزاء متعددة الانحناءات. تعاون بشكل وثيق مع الصانع لتحديد التفاوتات المسموح بها. تجنب وضع ثقوب قريبة جداً من الانحناءات حيث يمكن أن يتحرك المعدن.
اختيار أداة غير متطابقة
يؤدي استخدام المثقاب أو حجم القالب الخاطئ إلى ضعف جودة الثني. فقد يتسبب في حدوث أنصاف أقطار كبيرة أو علامات أدوات أو حتى تشقق.
إصلاح: طابق نصف قطر طرف المثقاب وفتحة القالب مع المادة ونصف قطر الثني المطلوب. تأكد من أن الأدوات تناسب نوع المعدن وسماكته. تحقق مرة أخرى من الإعداد قبل ثني القِطع ذات الحجم الكبير.
خاتمة
تساعد إرشادات نصف قطر ثني الصفائح المعدنية على ضمان ثنيات دقيقة وقوية ونظيفة. يعتمد نصف قطر الثني الصحيح على المادة والسُمك والأدوات وطريقة الثني. استخدام القيم المناسبة يمنع التشقق والتشويه وإعادة العمل. يجب على المصممين والمهندسين التحقق دائمًا من مخططات نصف قطر الانحناء، وتطبيق ممارسات التصميم الجيدة، واختيار أدوات مطابقة للحصول على أفضل النتائج.
هل تحتاج إلى مساعدة في ثني أو تصنيع الصفائح المعدنية حسب الطلب؟ اتصل بنا اليوم للحصول على دعم الخبراء وخدمة سريعة وموثوقة.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


