تعمل مكابس المؤازرة على تغيير طريقة تعامل المصنعين مع التشكيل الدقيق. وتستخدم هذه الماكينات حركة قابلة للبرمجة وتغذية راجعة في الوقت الحقيقي وكفاءة عالية في استخدام الطاقة. ويوفر هذا المزيج للمشغلين مستوى من التحكم لا يمكن للمكابس الميكانيكية والهيدروليكية توفيره.
يتضمن اختيار الماكينة المؤازرة المناسبة أكثر من مجرد التحقق من الحمولة أو السعر. يجب على المشترين مطابقة قدرات الماكينة مع أهدافهم الإنتاجية وشكل القِطع والدقة المطلوبة. تساعد هذه المواءمة على تجنب المعدات ضعيفة الأداء والتكاليف غير المتوقعة.
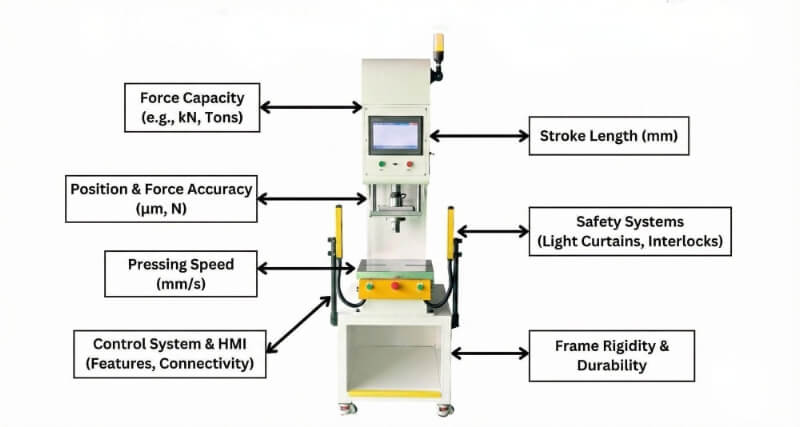
توضح هذه المقالة المواصفات الفنية الرئيسية التي يجب مراعاتها قبل شراء مكبس مؤازر. ترتبط كل مواصفة مباشرة بجودة القِطع وتكلفة التشغيل والعائد على الاستثمار. الهدف هو مساعدة المهندسين والمشترين على اتخاذ قرارات واضحة قائمة على البيانات.
فهم احتياجات التطبيق الخاص بك
قبل فحص مخططات الحمولة أو بيانات الكتالوج، حدد احتياجاتك الإنتاجية الفعلية. التجميع الدقيق، والتشكيل الضحل، و الرسم العميق تحتاج جميعها إلى مزيج مختلف من القوة والشوط والتحكم في الحركة.
نوع المادة وسمكها
الخطوة الأولى هي تحديد المادة وخصائصها الأساسية. تؤثر قوة المادة وسمكها بشكل مباشر على قوة التشكيل وإعدادات الحركة.
تتطلب المواد الصلبة، مثل الفولاذ المقاوم للصدأ أو التيتانيوم، قوة أعلى. كما أنها تحتاج أيضًا إلى حركة أبطأ بالقرب من القاع، وتحديدًا في المنتصف، لتقليل التشقق وتلف السطح. تسمح المواد الأكثر ليونة، مثل الألومنيوم أو النحاس، بدورات أسرع. ومع ذلك، فإنها لا تزال بحاجة إلى تحكم دقيق لمنع الانحناء أو تشويه الشكل.
نظرة هندسية ثاقبة: تزداد قوة التشكيل خطيًا تقريبًا مع زيادة سُمك المادة وقوة الخضوع.
على سبيل المثال، قد يحتاج الجزء المصنوع من الفولاذ الطري مقاس 2 مم إلى حوالي 35-40 كيلو نيوتن من القوة. قد يتطلب الشكل الدقيق، المصنوع من الفولاذ المقاوم للصدأ، حمولة تتراوح بين 60-70 كيلو نيوتن.
لهذا السبب، يجب على المهندسين دائمًا حساب حمل التشكيل المطلوب أولاً. ثم يجب أن يكون تصنيف المكبس أعلى من تلك القيمة بما لا يقل عن 20-30%. يساعد هامش الأمان هذا في الحفاظ على استقرار جودة القِطع عند تغير خصائص المواد بين الدفعات.
حجم الإنتاج ووقت الدورة الزمنية
يؤثر حجم إنتاجك على أكثر من مجرد حجم المكبس. فهو يحدد أيضًا المتانة والكفاءة المطلوبة من الماكينة أثناء التشغيل اليومي.
بالنسبة للقِطع الصغيرة والمكونات الإلكترونية، غالبًا ما تعمل الماكينات المؤازرة من 1-5 أطنان بسرعة 30-60 ضربة في الدقيقة في وضع الضربة القصيرة. لا يزال بإمكان هذه الماكينات الاحتفاظ بإمكانية التكرار على مستوى الميكرومتر، حتى عند السرعات العالية.
يضع الإنتاج بكميات كبيرة ضغطًا على المكبس على مدى فترات طويلة. في هذه الحالات، يصبح التحكم المستقر في درجة الحرارة والتآكل الميكانيكي المنخفض أمرًا بالغ الأهمية. بالنسبة للأحجام المنخفضة أو عمل النموذج الأوليفإن التركيز يتغير. تصبح المرونة أكثر قيمة من السرعة القصوى.
نصيحة تصميم: اختر مكبسًا يمكنه تخزين برامج حركة متعددة. يقلل الإعداد الرقمي السريع من وقت التوقف عن العمل ويسهل إنتاج الدفعات الصغيرة دون المساس بالدقة.
نوع العملية وتعقيد التشكيل
تستجيب كل عملية تشكيل بشكل مختلف للقوة المطبقة. ختم, الصياغة، و الانحناء تعتمد على التأثير السريع. يتطلب السحب العميق والربط الدقيق ضغطًا بطيئًا وثابتًا مع فترة مكوث قصيرة بالقرب من القاع، في المنتصف بدقة. يساعد هذا التباطؤ على تقليل سبرينجباك وتلف السطح.
تتعامل المكبس المؤازر مع هذه الاختلافات بشكل جيد للغاية. يمكن أن تبطئ الشريحة أثناء التشكيل، وتتوقف مؤقتًا لتحرير الضغط الداخلي، ثم تسرع في شوط العودة. كل هذا يحدث خلال دورة مبرمجة واحدة.
هذا المستوى من التحكم يجعل المكابس المؤازرة مناسبة لخطوط الإنتاج المعقدة. يمكن لمحطة واحدة التعامل مع التشكيل والإدخال والتجميع دون الحاجة إلى تغيير الماكينة.
مثال على ذلك: في تشكيل علامات تبويب بطارية EV، يمكن للمهندسين تقليل سرعة الانزلاق من 250 مم/ث إلى 30 مم/ث بالقرب من التلامس. يمكن لهذا التغيير خفض ارتفاع النتوءات بأكثر من 40%. والنتيجة هي سطح أنظف وجودة ربط أفضل.
المواصفات الفنية الأساسية
بعد تحديد احتياجات العملية الخاصة بك، راجع المواصفات الفنية الأساسية لمكبس المؤازرة. توضح هذه القيم القدرات الحقيقية للماكينة من حيث القدرة على التشكيل ودقة التحكم ومساحة الترقية.
الحمولة المقدرة ومنحنى القوة
تُظهر الحمولة المقدرة أقصى قوة مستمرة يمكن للمكبس توفيرها عند موضع شوط محدد. تقع هذه النقطة عادةً على بعد بضعة ملليمترات فوق القاع، في المنتصف مباشرةً.
في المكابس المؤازرة، تظل القوة القابلة للاستخدام عالية عبر نطاق شوط أوسع بكثير. ويختلف هذا السلوك عن سلوك المكابس الميكانيكية، حيث تنخفض القوة بسرعة بمجرد أن يتحرك ذراع التدوير بعيدًا عن زاوية الذروة.
قبل اختيار الماكينة، يجب على المهندسين حساب حمل التشكيل المطلوب للتأكد من أن الماكينة مناسبة للمهمة. المعادلة الشائعة هي
F = K × L × T × t × σ
هنا، K تمثل K عامل المعالجة. L هو طول القطع أو التشكيل. t هو سمك المادة. σ هو قوة المادة.
بعد حساب الحمل، يجب أن يكون تصنيف المكبس أعلى من 20-30% على الأقل. يساعد هذا الهامش على امتصاص التباين في الأدوات ودُفعات المواد وهندسة القِطع.
نظرة هندسية ثاقبة: يدعم منحنى الإزاحة المستقر للقوة - الإزاحة التدفق المتساوي للمواد. كما أنه يقلل من تآكل القالب ويحسن اتساق العملية على المدى الطويل.

طول الشوط ونطاق الضبط
يشير طول الشوط إلى المسافة التي تقطعها الشريحة في دورة واحدة. تؤثر مسافة الحركة هذه على السرعة واستخدام الطاقة واستقرار العملية.
توفر معظم المكابس المؤازرة المدمجة نطاق شوط قابل للتعديل يتراوح بين 50-200 مم تقريبًا. يمكن للمشغلين ضبط هذا النطاق مباشرة من خلال نظام التحكم. يدعم الشوط الأقصر التشكيل الضحل. يزيد من السرعة ويقلل من استخدام الطاقة. يدعم الشوط الأطول السحب العميق والأدوات متعددة المراحل.
تسمح المكابس المؤازرة بتعديل الشوط الرقمي. لا حاجة إلى تغييرات ميكانيكية. تتيح هذه الميزة إعدادًا أسرع وتساعد على مطابقة الشوط مع كل نوع من أنواع القِطع. تعمل المطابقة الأفضل على تحسين الإنتاجية وإطالة عمر الأداة.
نصيحة تصميم: يقلل الشوط المضبوط جيدًا من الحركة المهدرة. في كثير من الحالات، يمكن أن يقلل من الحركة غير المنتجة بمقدار 25-30%، مما يزيد مباشرةً من الناتج الإجمالي.
ملف تعريف سرعة الانزلاق والحركة
يسمح التحكم المؤازر للمهندسين بتصميم منحنيات الحركة بدلاً من الاعتماد على سرعات ذراع التدوير الثابتة. يمكن للانزلاق أن يتحرك بسرعة أثناء الاقتراب، ويبطئ عند التلامس، ويثبت لفترة وجيزة للتحكم في الارتداد، ثم يعود بسرعة عالية.
قد يبدو تسلسل الحركة النموذجي هكذا
اقتراب سريع بسرعة 300 مم/ثانية ← تشكيل بسرعة 30 مم/ثانية ← مكوث لمدة 0.3 ثانية ← عودة بسرعة 250 مم/ثانية.
يقلل هذا النوع من الحركة من الاهتزاز ويحد من التأثير على القالب. كما أنه يحسن اتساق حجم القِطع من دورة إلى أخرى.
نظرة هندسية ثاقبة: يمكن أن يؤدي التباطؤ السلس والسكون القصير بالقرب من المركز الميت السفلي إلى إطالة عمر القالب بمقدار 20-40%. تتضح هذه الفائدة في عمليات التشكيل والربط الدقيقة.

ارتفاع العمل وحجم الطاولة
ارتفاع العمل هو المسافة بين المنزلق والدعامة في المركز السفلي الميت. يؤثر هذا البعد على ملاءمة الأداة ووصول المشغل أثناء الإعداد والإنتاج.
عادةً ما توفر المكابس المؤازرة الصغيرة في نطاق 1-5 أطنان ارتفاعات عمل قابلة للتعديل تتراوح بين 150-300 مم تقريبًا. وغالبًا ما تكون أحجام الطاولات حوالي 300 × 200 مم. هذه الأحجام مناسبة للعديد من القِطع الصغيرة والتركيبات الدقيقة.
يجب عليك دائمًا التأكد من أن أكبر قالب يناسب مساحة الطاولة. يجب أن تكون هناك أيضًا مساحة كافية لتحميل المواد وإزالة القِطع ووضع المستشعر.
بالنسبة للعمل الدقيق، يسهل محاذاة المكابس المزودة بمساند بفتحة T أو حوامل الأدوات المعيارية. كما أنها تقلل من وقت التبديل.
نصيحة تصميم: اختر طاولة أكبر من أدواتك الحالية بمقدار 15-20%، مما يسمح بالتشغيل الآلي أو ترقيات التَرْكِيبات في المستقبل.
قدرات الدقة والتحكم
بمجرد أن تتم مطابقة المعلمات الميكانيكية للمكبس مع التطبيق الخاص بك، فإن السؤال المهم التالي هو: ما مدى دقة تحركه والتحكم في القوة؟
دقة الموضع والقوة
تستخدم المكابس المؤازرة الحديثة التغذية الراجعة ذات الحلقة المغلقة لتتبع الموضع والقوة بدقة في الوقت الحقيقي. تقيس المشفرات عالية الدقة موضع الشريحة إلى حوالي ± 0.01 مم. تقوم مستشعرات الحمل المدمجة بمراقبة تغيرات القوة في حدود ± 11 تيرابايت 3 تيرابايت تقريبًا.
تحافظ هذه الدقة على اتساق كل شوط. وهي ذات قيمة خاصة بالنسبة للقطع الصغيرة والتركيبات التي تعتمد على التداخلات الضيقة.
على عكس المكابس التي تعمل بالكرنك، يمكن للمكابس المؤازرة ضبط الحركة أثناء الشوط. عندما يكتشف النظام انحراف الموضع أو ارتفاع مقاومة المواد، فإنه يصحح الحركة تلقائيًا. يقلل هذا التحكم من تآكل الأداة ويحافظ على ثبات جودة القِطع على مدار عمليات الإنتاج الممتدة.
نظرة هندسية ثاقبة: في المهام الدقيقة مثل الضغط على التلامس الكهربائي، يمكن أن يؤدي انحراف الشوط بمقدار 0.02 مم فقط إلى تغيير قوة الإدخال بمقدار 5-8%. يمنع التحكم في التغذية الراجعة المؤازرة هذه المشكلة عن طريق إجراء تعديلات مستمرة أثناء كل دورة.
واجهة برمجة الحركة والبرمجيات
البرمجة هي الميزة الأساسية للمكابس المؤازرة. يمكن للمشغلين إنشاء ملفات تعريف مخصصة للحركة من خلال واجهة HMI تعمل باللمس أو واجهة كمبيوتر شخصي. ويمكنهم ضبط السرعة والموضع ووقت السكون والقوة في كل مرحلة من مراحل الشوط.
يحل هذا النهج الرقمي محل الكامات الميكانيكية والرفادات. يمكن للمهندسين حفظ برامج حركة متعددة لمختلف القِطع والمواد، مما يسمح بالتشغيل الفعال. تقلل هذه الإمكانية من وقت الإعداد وتضمن نتائج متسقة عبر المشغلين والمناوبات، مما يضمن سير عمل سلس.
تعرض العديد من الأنظمة الحديثة السكتة الدماغية كمنحنى حركة مباشر. يمكن للمستخدمين ضبط النقاط الرئيسية مباشرة على الشاشة، مما يجعل الضبط الدقيق أسرع وأكثر سهولة.
تشمل أنواع الحركة الشائعة ما يلي:
- السرعة الثابتة (مثالي للتشكيل العام)
- الضغط المستمر (للتجميع والضغط)
- التحكم الهجين (الجمع بين هدفي السرعة والقوة)
نصيحة تصميم: اختر مطبعة تسمح بتخزين المعلمات وتصديرها. يدعم ذلك إمكانية التتبع ويجعل إدارة وثائق PPAP أو ISO 9001 أسهل بكثير.

مراقبة البيانات والاتصال
تعمل المكابس المؤازرة الحديثة كجزء من نظام إنتاج متصل. لم تعد ماكينات قائمة بذاتها على أرضية الورشة.
تتعقب معظم الطرازات الحالية القوة وموضع الشوط والسرعة وعدد الدورات في الوقت الفعلي. يعرض النظام هذه البيانات على HMI أو يرسلها إلى برنامج المصنع. يمكن للمهندسين مراجعة الاتجاهات واكتشاف انحراف العملية قبل ظهور العيوب.
تدعم المكابس المتطورة البروتوكولات الصناعية القياسية، مثل EtherNet/IP وPROFINET وOPC UA. تتيح هذه التوصيلات التكامل السلس مع أنظمة MES أو SCADA أو منصات تخطيط موارد المؤسسات. والنتيجة هي تخطيط أفضل للصيانة، وتتبع OEE، واستكشاف الأخطاء وإصلاحها عن بُعد.
نظرة هندسية ثاقبة: عندما يقوم المهندسون بتحليل بيانات إزاحة القوة مع مرور الوقت، يمكنهم اكتشاف تآكل الأداة أو إجهاد المواد قبل أسابيع من فشل فحص الأجزاء. يساعد هذا النهج على تقليل وقت التوقف غير المخطط له واستقرار الإنتاج.

عوامل كفاءة الطاقة والصيانة
تعتمد جودة المنتج على الدقة. ويعتمد الربح على المدى الطويل على استخدام الطاقة وتكاليف الصيانة. تتفوق المكابس المؤازرة في كلا المجالين من خلال استخدام الطاقة بكفاءة وتقليل التآكل الميكانيكي.
استهلاك الطاقة واستعادتها
تعمل المكابس المؤازرة على محركات مؤازرة كهربائية. لا تسحب هذه المحركات الطاقة إلا عندما تتحرك الشريحة أو تطبق القوة. عندما تبطئ الشريحة أو تعود إلى الوراء، تقوم الكبح المتجدد بالتقاط الطاقة الحركية وإرسالها مرة أخرى إلى نظام الدفع.
يقلل هذا التصميم من استخدام الطاقة بحوالي 30-50% مقارنةً بالمكابس الميكانيكية. يمكن أن تصل الوفورات إلى 70% عند مقارنتها بالأنظمة الهيدروليكية. على سبيل المثال، يمكن لمكبس مؤازر بوزن 5 أطنان يعمل لمدة 8 ساعات يوميًا أن يوفر ما يقرب من 8000 إلى 10000 كيلو وات في الساعة سنويًا، اعتمادًا على إعداد الدورة.
نصيحة تصميم: ابحث عن الماكينات التي تُظهر استخدام الطاقة على واجهة إدارة HMI أو تتبع الطاقة لكل دورة. تساعد هذه البيانات المهندسين على ضبط ملفات تعريف الحركة والعثور على فاقد الطاقة أثناء وقت الخمول.

الضوضاء والتشغيل النظيف
تعمل المكابس المؤازرة بهدوء لأنها تستخدم محركات كهربائية بدلاً من الزيت الهيدروليكي والروابط الميكانيكية الثقيلة. تبقى مستويات الضوضاء النموذجية أقل من 75 ديسيبل. غالبًا ما تتجاوز المكابس الهيدروليكية 90 ديسيبل في ظروف مماثلة.
هذه الضوضاء المنخفضة تجعل المكابس المؤازرة مناسبة للبيئات النظيفة والمضبوطة. ويستفيد تجميع الأجهزة الطبية وإنتاج الإلكترونيات أكثر من غيرها. كما أن التشغيل الخالي من الزيت يزيل خطر التسريبات والتلوث.
يعمل الاهتزاز المنخفض على حماية الأدوات وتحسين راحة المشغل أثناء نوبات العمل الطويلة. وبمرور الوقت، يحسن الإعداد النظيف والهادئ من ظروف مكان العمل ويقلل من تكاليف الامتثال البيئي.
نظرة هندسية ثاقبة: تساعد الاهتزازات المنخفضة والضغط المستقر على إطالة عمر القالب 20-40%. يمكن أن يقلل هذا التحسين من تكاليف الأدوات على مدى آلاف دورات الإنتاج.
الوصول إلى الصيانة ومتانة المكونات
مكابس مؤازرة مصممة لعمر خدمة طويل. لا تستخدم أحزمة أو قوابض أو مضخات هيدروليكية. يقلل هذا التصميم بشكل كبير من الصيانة الروتينية.
غالباً ما تدوم المكونات الرئيسية، مثل البراغي اللولبية والموجهات الخطية، أكثر من 50 مليون دورة قبل أن تحتاج إلى صيانة. تشتمل العديد من الماكينات أيضًا على أنظمة تشحيم تلقائية وتنبيهات تشخيصية مدمجة.
تتعقب المراقبة الذكية عدد الدورات ودرجة الحرارة والاهتزاز. يمكن للنظام التنبؤ بوقت الحاجة إلى الصيانة. يستبدل هذا النهج عمليات الإغلاق غير المتوقعة بنوافذ الصيانة المخطط لها.
نصيحة تصميم: اختر مكابس مزودة بمحركات ووحدات دفع معيارية لتعزيز المرونة وسهولة الاستخدام. تعمل التصميمات المعيارية على تسهيل الاستبدال بسهولة والحفاظ على التوافق عند إجراء ترقيات مستقبلية لنظام التحكم.
السلامة والتكامل
يجب ألا يقتصر تصميم المكبس المصمم بشكل جيد على الدقة في التشكيل فحسب، بل يجب أن يحمي المشغلين ويتصل بالأتمتة ويتوسع مع التحديثات المستقبلية.
ميزات السلامة
تعتمد السلامة في المكابس المؤازرة على ثلاثة مجالات رئيسية: الحماية والوقاية والامتثال. يتعاون كل مجال لضمان سلامة المشغلين والحفاظ على استقرار الإنتاج.
توفر الواقيات الثابتة وأزرار التحكم اليدوية المزدوجة وأزرار الإيقاف في حالات الطوارئ الحماية المادية. تعتمد الوقاية على المستشعرات الذكية واكتشاف الحمل الزائد. عندما يكتشف النظام القوة أو الوضع غير الطبيعي، فإنه يوقف الحركة على الفور.
تفي معظم المكبس المؤازر الحديثة بمتطلبات CE أو OSHA أو ISO 13849-1. يدعم هذا الامتثال الاستخدام الآمن في الخطوط المؤتمتة وشبه المؤتمتة. كما تضيف العديد من الأنظمة أيضًا ستائر ضوئية وماسحات ضوئية للمناطق وأقفال الأبواب لحماية المشغلين أثناء الإعداد والصيانة.
نظرة هندسية ثاقبة: يمكن للمكابس المؤازرة المزودة بأدوات تحكم معتمدة للسلامة تقليل وقت الإعداد بمقدار 15-20%. يمكن للمشغلين العمل داخل مناطق آمنة محددة دون الحاجة إلى إيقاف تشغيل الماكينة بالكامل.

توافق الأتمتة
تتكامل المكبس المؤازر بسهولة مع الروبوتات والناقلات والمغذيات وأنظمة الرؤية. يمكن ربط حركتها وتوقيتها رقميًا من خلال بروتوكولات مثل EtherCAT أو PROFINET أو Modbus TCP.
في إعداد نموذجي، يقوم الروبوت بتحميل جزء، وإعطاء إشارة تشغيل للمكبس للتشغيل، ثم إزالة القطعة النهائية. تظل جميع الإجراءات متزامنة في غضون أجزاء من الثانية. يقلل هذا التنسيق من المناولة اليدوية ويحسن استقرار العملية.
وبفضل الأتمتة الموثوقة، تدعم المكابس المؤازرة التشغيل المستمر غير الملولب. تتيح هذه الإمكانية للمصنعين إمكانية التشغيل على مدار الساعة طوال أيام الأسبوع مع الحفاظ على جودة ثابتة وقابلية التكرار.
عند تقييم مدى جاهزية التشغيل الآلي، تحقق من أن مطبعتك تدعم:
- منافذ إدخال/إخراج متعددة قابلة للبرمجة
- الاتصال في الوقت الحقيقي مع وحدات التحكم المنطقية القابلة للبرمجة (PLCs)
- مشغلات بدء/إيقاف التشغيل الخارجية أو مشغلات الموضع
- التكامل مع مستشعرات أو كاميرات عالية الجودة
نصيحة تصميم: إذا كنت تخطط للتشغيل الآلي في المستقبل، فاختر مكبسًا بهيكل اتصال مفتوح. وهذا يضمن التوافق مع الروبوتات المستقبلية أو ترقيات رقمنة المصنع.

تقييم التكلفة الإجمالية للملكية (TCO)
السعر هو المقياس الأكثر وضوحًا للمقارنة، ولكنه نادرًا ما يحكي القصة كاملة. يمكن أن تختلف مكابس ذات الأسعار الأولية المتشابهة اختلافًا كبيرًا في تكاليف عمرها الافتراضي بسبب الاختلافات في استخدام الطاقة والصيانة ووقت التشغيل.
الطاقة والتكاليف التشغيلية
تستهلك المكابس المؤازرة الطاقة فقط عندما تتحرك الشريحة أو تطبق القوة. عندما يقترن هذا النهج مع الكبح المتجدد، يمكن لهذا النهج أن يقلل من تكاليف الطاقة السنوية بحوالي 30-501 تيرابايت 3 تيرابايت.
في عملية صغيرة تعمل لمدة 8 ساعات يوميًا، يمكن أن تصل وفورات الطاقة إلى 8,000-10,000 كيلوواط ساعة سنويًا. وهذه الكمية قريبة من استخدام الطاقة لورشتين متوسطتين.
كما يقلل الاهتزاز المنخفض والتشغيل الخالي من الزيت من التكاليف الإضافية. تنفق المنشآت نفقات أقل على التحكم في الضوضاء وتجنب التعامل مع نفايات الزيوت.
نصيحة تصميم: مراقبة استخدام الطاقة لكل دورة وتكلفة كل جزء جيد. يُظهر هذان المؤشران كفاءة التشغيل الحقيقية لخط التشكيل.

الإنتاجية ومردود الجودة
تؤدي الدقة العالية مباشرةً إلى عائد حقيقي على الاستثمار. عندما تظل قوة التشكيل ثابتة، تنخفض الخردة وإعادة العمل. كما أن الحركة القابلة للبرمجة تقلل من الضغط على الأدوات، مما يساعدها على الاستمرار لفترة أطول.
في العديد من التطبيقات، يمكن أن يؤدي الاحتفاظ بإمكانية التكرار في حدود ± 0.01 مم إلى خفض معدلات العيوب بمقدار 40-60%. يعتمد التحسين الدقيق على تصميم القِطع واستقرار العملية.
يقلل التحكم في الحركة المؤازرة من الصدمات أثناء التشكيل. يمكن أن يؤدي هذا التخفيض إلى إطالة عمر 20-40% وخفض تكاليف استبدال الأداة. وبمرور الوقت، تتراكم هذه الوفورات. في الخطوط ذات الحجم الكبير، غالبًا ما يحدث الاسترداد في غضون 12-18 شهرًا.
نصيحة تصميم: عند المقارنة بين الموردين، اطلب توزيعًا تفصيليًا للتكلفة. يجب أن يتضمن النموذج استخدام الطاقة، وتكلفة الصيانة، وتقليل الخردة، وليس فقط سعر الماكينة.
خاتمة
يعد شراء مكبس مؤازر خيارًا تقنيًا وقرارًا تجاريًا طويل الأجل. تقوم الماكينة المناسبة بأكثر من مجرد تلبية احتياجات اليوم من الحمولة أو السرعة. فهي تدعم خطط الإنتاج المستقبلية وأهداف الأتمتة والتحكم في التكاليف.
يبدأ القرار الجيد بفهم واضح لطلبك والعملية التي تنطوي عليها. من هناك، راجع كل مواصفات خطوة بخطوة. ركز على الحمولة، وطول الشوط، والتحكم في الحركة، والدقة، واستخدام الطاقة، والسلامة. تساعد هذه الطريقة على ضمان أن المكبس يناسب عمليتك اليوم ويستمر في تقديم قيمة مع مرور الوقت.
هل تبحث عن المساعدة في اختيار المكبس المؤازر المثالي لتطبيقك المحدد؟ يمكن لفريقنا الهندسي مراجعة احتياجات التشكيل الخاصة بك، واقتراح الإعداد الأمثل للماكينة، وتقييم جدوى العملية الخاصة بك بدقة. اتصل بنا لمناقشة مشروعك أو طلب استشارة فنية مجانية.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

الفولاذ المقاوم للصدأ المقاوم لبصمات الأصابع: كيف يعمل، وكيف تختار


