تُعد الفتحات والألسنة الآن واحدة من أكثر الطرق الموثوق بها لجعل أجزاء الصفائح المعدنية تتناسب مع بعضها البعض. توجه هذه الميزات المتشابكة الصغيرة كل قطعة إلى الموضع الصحيح. فهي تقلل من عمليات الضبط اليدوي وتساعد الفرق في الحفاظ على جودة بناء ثابتة. عندما يقوم المهندسون بتصميمها بشكل جيد، فإنها تقلل من وقت التجميع، وتدعم سير العمل بسلاسة، وتزيل الحاجة إلى تركيبات خاصة.
تشرح هذه المقالة سبب أهمية هذه الميزات وكيف يمكن للمهندسين تصميمها للإنتاج في العالم الحقيقي. فهو يجمع بين خبرة أرضية الورشة وخطوات التصميم الرقمي، مما يسمح للفرق بإضافة فتحات وعلامات تبويب بثقة.
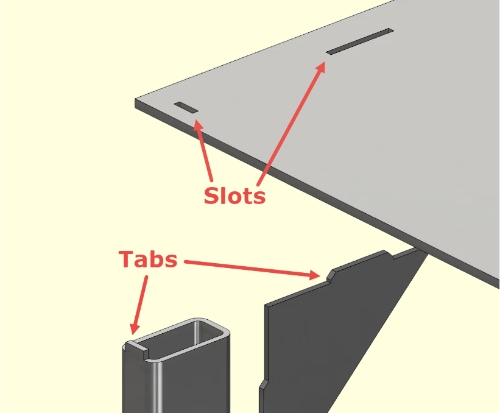
لماذا تعتبر الفتحات وعلامات التبويب مهمة في أعمال الصفائح المعدنية الحديثة?
تحدد الفتحات والألسنة مدى سرعة ودقة وثبات التجميع. توضح النقاط أدناه سبب تأثيرها الكبير على سير عمل الإنتاج.
تركيب ذاتي للتركيب الذاتي لتجميع أسرع
تسمح الفتحات والألسنة للأجزاء بوضع نفسها دون استخدام المشابك بكثافة. وهذا يوفر الوقت ويجعل التجميع المبكر أسهل للمشغلين. تشهد العديد من الورش انخفاضًا في وقت الإعداد 30-50% في وقت التجميع عندما تتحول من المحاذاة اليدوية إلى تصميمات الألسنة والفتحات.
تحسين المحاذاة والتكرار
تُستخدم علامات التبويب كنقاط مرجعية بسيطة، مما يمنع الأجزاء من التحول أو الالتواء. وهذا يساعد كل وحدة على مطابقة الوحدة التالية. تستفيد العبوات والإطارات والأقواس بشكل كبير من ذلك، حيث تضمن محاذاة أفضل للأبواب تطابق الأبواب بشكل جيد وتوافق الأجهزة.
انخفاض تكاليف الأدوات والتركيبات
يستغرق بناء التَرْكِيبات التقليدية وقتًا ومالًا. تضع علامات التبويب والفتحات وظيفة تحديد الموقع مباشرة في الجزء. وهذا يزيل الحاجة إلى العديد من التركيبات المخصصة، خاصةً للدفعات الصغيرة أو المتوسطة. وهذا أيضًا يجعل التغييرات أسهل لأن التصميم، وليس التركيبات، هو الذي يتولى المحاذاة.
تحكم أفضل أثناء اللحام والالتحام
ينتج عن اللحام حرارة يمكن أن تتسبب في تشوه الأجزاء خارج الشكل. تساعد الألسنة في تثبيت الألواح أثناء تبريد اللحام. ويقلل ذلك من التشوه ويقلل من كمية الطحن وإعادة العمل اللازمة لاحقًا.
مبادئ التصميم الأساسية للفتحات وعلامات التبويب الفعالة
تضمن خيارات التصميم الحكيمة ملاءمة هذه الميزات بسلاسة وأداء موثوق. تسلط الإرشادات التالية الضوء على الأبعاد الرئيسية وقواعد الموضع التي يجب مراعاتها.
اختيار الأبعاد والخلوص
تشير الخلوص إلى المسافة بين علامة التبويب والفتحة المقابلة لها. القطع بالليزر عادةً ما ينشئ شقاً بعرض 0.1-0.2 مم. القاعدة الجيدة هي جعل الشق أعرض من اللسان بمقدار 0.1-0.3 مم. قد تلتصق الشقوق الضيقة بعد لحام أو الطلاء. قد تسمح التجهيزات الفضفاضة للأجزاء بالتحرك.
إرشادات وضع علامة التبويب والكمية
المزيد من الألسنة لا يعني دائمًا محاذاة أفضل. فالكثير من الألسنة يمكن أن يجعل الإدخال صعبًا ويؤدي إلى زيادة الحرارة في بقعة واحدة أثناء اللحام. عادةً ما تحتاج شفة 8 بوصة عادةً إلى ثلاثة ألسنة فقط للحصول على دعم ثابت. واحدة بالقرب من كل طرف وواحدة في المنتصف تعطي تحكمًا معقولاً.
اعتبارات الاتجاه والهندسة
يمكن أن تساعد أشكال علامات التبويب في توجيه تجميع الأجزاء. غالبًا ما يقوم المهندسون بتغيير المسافات أو الشكل لمنع التجميع الخاطئ. تعمل هذه الطريقة البسيطة بشكل جيد عند وجود العديد من الأجزاء المتشابهة على أرضية الورشة. تساعد الزوايا الدائرية أو الشطب الصغيرة أيضًا المشغلين على انزلاق الألسنة في الفتحات بسهولة أكبر.
إدارة علامات التبويب بالقرب من الانحناءات والمناطق المشكلة
يؤدي الانحناء إلى تمديد المعدن وتغيير الهندسة القريبة. قد تؤدي علامات التبويب الموضوعة بالقرب من الانحناء إلى اعوجاج أو اختلال في المحاذاة بعد عملية التشكيل. المسافة الآمنة هي 2-3 سمك مادة بعيدًا عن منطقة الانحناء. يجب على المهندسين أيضًا مراعاة ما يلي بدل الانحناء و سبرينجباك عندما تكون فتحة في جزء وعلامة تبويب في جزء آخر.
اعتبارات التصميم بمساعدة الحاسوب والتصميم الرقمي
تؤثر النمذجة الرقمية بشكل كبير على كيفية تصرف الألسنة والفتحات أثناء التصنيع في العالم الحقيقي. تشرح الأقسام أدناه الإعدادات والتعديلات التي يجب على المصممين تطبيقها مبكرًا.
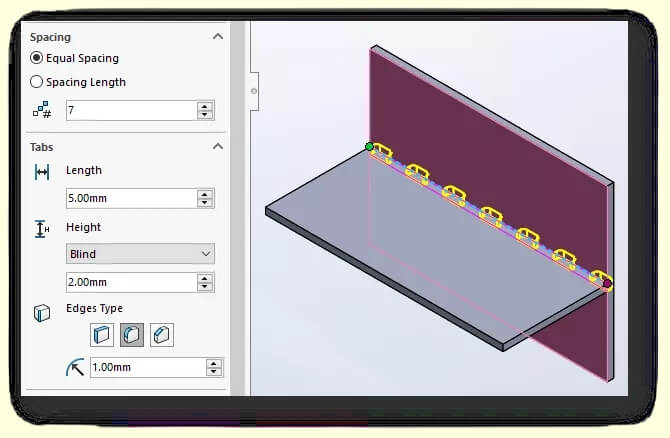
استخدام ميزات علامات التبويب والفتحات المدمجة في برنامج CAD
توفر أدوات CAD الحديثة للمهندسين عناصر تحكم بسيطة لإنشاء علامات التبويب والفتحات. تتيح هذه الأدوات للمهندسين ضبط طول الجدولة وعرض الفتحة والتباعد ونمط الزاوية. يتم تحديث النموذج تلقائيًا عندما يتغير التصميم، بحيث تظل الميزات متسقة. وهذا يقلل من الحاجة إلى الرسومات اليدوية ويساعد المصممين على تجنب الأخطاء الشائعة.
تُظهر أدوات المعاينة بالتصميم بمساعدة الحاسوب أيضًا كيفية محاذاة الأجزاء قبل القطع. وهذا يساعد الفرق على اكتشاف مشاكل المحاذاة مبكرًا وتجنب المشاكل في الورشة.
محاسبة الانحناء والتشكيل
يؤدي الانحناء إلى تغيير شكل المعدن بالقرب من خط الانحناء. قد يؤدي الانحناء إلى تمديد أو إزاحة المنطقة حول اللولبة أو الفتحة. إذا كان اللسان قريبًا جدًا من الانحناء، فقد يتشوه أو يتحرك من موضعه. هناك قاعدة بسيطة تتمثل في إبقاء الألسنة على بُعد 2-3 سمك المادة من الانحناءات.
كما يحتاج المهندسون أيضًا إلى التفكير في بدل الانحناء والارتداد. يمكن أن يؤدي تغيير الزاوية الصغيرة بعد التشكيل إلى صعوبة إدخال اللولب أو التقاء الأجزاء عند نقطة خاطئة.
تعديلات الطلاءات والتشطيبات
يضيف الطلاء سمكًا لكل من اللسان والفتحة. يمكن أن يضيف طلاء المسحوق 60-90 ميكرومتر لكل جانب، بينما يضيف الطلاء بأكسيد الألومنيوم في الغالب 10-25 ميكرومتر. تؤثر هذه السماكة الإضافية على الملاءمة. إذا قام المهندسون بتحديد حجم الفتحة دون النظر في الطلاء، فقد لا يتناسب اللسان على الإطلاق بعد الانتهاء.
يمكن للمصممين إصلاح ذلك عن طريق جعل الفتحة أوسع قليلاً أو إخفاء المنطقة أثناء الطلاء أو تجميع الأجزاء قبل الطلاء. وغالبًا ما تستخدم العبوات طريقة "التجميع أولاً، ثم الطلاء لاحقًا" لمنع حدوث مشكلات في التفاوت.
دمج تدقيق الأخطاء في نموذج التصميم بمساعدة الحاسوب (CAD)
لا يلزم أن تكون علامات التبويب متطابقة. فغالبًا ما يستخدم المهندسون أشكالًا أو مسافات مختلفة لمنع تجميع جزء بشكل غير صحيح. يحافظ هذا النهج على سلاسة الإنتاج لأن المشغلين لا يضيعون الوقت في إصلاح أخطاء التوجيه.
عوامل التصنيع التي تؤثر على أداء الفتحة وعلامة التبويب
تعمل كل من عمليات القطع والتشكيل واللحام على تغيير كيفية تفاعل هذه الخصائص. توضح النقاط التالية متغيرات الإنتاج الرئيسية التي تؤثر على الملاءمة والثبات.
القطع بالليزر، والتثقيب، وسلوك التحمل بالليزر
القطع بالليزر هو الطريقة الأكثر شيوعًا لإنشاء الشقوق والألواح. وتنتج عادةً شقاً يتراوح عرضه بين 0.1 و0.2 مم. قد يؤدي التثقيب إلى إنشاء حافة مدببة قليلاً أو إدخال تفاوتات مختلفة. تؤثر هذه الاختلافات الطفيفة على إحكام التثبيت النهائي.
معظم المهندسين يضيفون 0.1-0.3 مم من الخلوص الإضافي للفتحة لتسهيل التجميع. يحافظ ذلك على ثبات الوصلة دون جعل التثبيت فضفاضًا للغاية.
اعتبارات خاصة بالمواد
يتفاعل كل معدن بشكل مختلف مع القطع والثني والحرارة. يتصرف الفولاذ الطري بشكل متوقع ويحافظ على شكل ثابت أثناء اللحام. يتميز الفولاذ المقاوم للصدأ بمزيد من الارتداد، مما يسمح للثنيات بتغيير مواضع الألسنة قليلاً. يقطع الألومنيوم بشكل أسرع ويمتص الحرارة بسرعة، مما يتسبب في شقوق أوسع. في كثير من الحالات، تحتاج فتحات الألومنيوم إلى خلوص أكثر قليلاً لتجنب الارتداد.
يجب على المهندسين ضبط طول اللسان وعرض الفتحة وفقًا للمادة لضمان تجميع آمن.
تأثير اللحام والتشويه الحراري
ينتج عن اللحام حرارة يمكن أن تتسبب في إزاحة الأجزاء عن موضعها. يعمل تصميم الألسنة والفتحات المصممة جيدًا على توزيع الحمل وتقليل الحركة أثناء التبريد: تساعد اللحامات الأقصر واللحامات المتداخلة ووضع الألسنة المتوازنة على التحكم في التشوه.
إذا كان التصميم يتضمن طبقات لحام طويلة، يمكن للمهندسين تقليل تراكم الحرارة عن طريق تقليل عدد علامات التبويب أو إضافة ميزات تخفيف صغيرة. ويعني التحكم الأفضل في الحرارة تقليل حالات إعادة العمل وتجميعات أكثر اتساقًا.

التطبيقات عبر منتجات الصفائح المعدنية الشائعة
تعمل علامات التبويب والفتحات على تحسين التجميع في العديد من أنواع المنتجات والهياكل. توضح الأقسام أدناه المجالات التي تقدم فيها أهم الفوائد.
العبوات والخزائن الكهربائية
حاويات استخدام ألواح متعددة يجب أن تتماشى بدقة. تساعد الألسنة والفتحات على تثبيت كل جدار بشكل مستقيم قبل اللحام أو التثبيت. وهذا يحافظ على محاذاة الأبواب، والأجهزة في المنتصف، والفتحات مربعة. هذه المزايا تجعل الألسنة والفتحات مفيدة للغاية في صناديق التحكم وخزانات الاتصالات والهيكل.
الأقواس والإطارات والدعامات الهيكلية
الإطارات والهياكل الداعمة تحتاج إلى هندسة مستقرة. تحافظ الألسنة على الألواح من الالتواء أثناء اللحام وتساعد الإطار على الاحتفاظ بشكله. وينتج عن ذلك أجزاء أقوى وأكثر اتساقاً.
تجميعات الإنتاج بكميات كبيرة الحجم
الإنتاج بكميات كبيرة يقدّر قابلية التكرار. توجه علامات التبويب والفتحات القِطع إلى مكانها حتى عند انضمام مشغلين جدد إلى الخط. وهذا يقلل من وقت التدريب ويحافظ على ثبات أوقات الدورات. يحقق انخفاض معدلات الخطأ والتجميع الأكثر قابلية للتنبؤ فوائد حقيقية من حيث التكلفة على نطاق واسع.
القيود ومتى لا تستخدم علامات التبويب والفتحات
تتطلب بعض المشاريع تفاوتات أكثر دقة أو أسطحًا أنظف مما تسمح به الألسنة. تساعدك النقاط التالية في الحكم على متى تعمل طرق الربط الأخرى بشكل أفضل.
أسطح عالية المظهر
تتطلب بعض المنتجات أسطحاً خارجية مثالية. قد تترك الألسنة المرئية علامات طفيفة حتى بعد الصنفرة والطلاء. بالنسبة لهذه الأجزاء، غالبًا ما ينقل المهندسون الألسنة إلى مناطق مخفية أو يستخدمون أضلاع محاذاة داخلية.
التجميعات ذات التفاوتات الضيقة للغاية
تحتاج بعض التجميعات إلى ملاءمات دقيقة. إذا كان يجب أن تكون التفاوتات أكثر إحكامًا من ± 0.1 ممقد لا تكون الميزات المقطوعة بالليزر كافية. قد تكون دبابيس تحديد الموقع الميكانيكية أو التركيبات الدقيقة أكثر ملاءمة لهذه الحالات.
الأجزاء التي تتطلب صيانة متكررة أو تفكيك متكرر
يجب فتح بعض التجميعات وإغلاقها للخدمة. الألسنة الملحومة أو الضيقة تجعل التفكيك بطيئًا وصعبًا. عادةً ما تعتمد الأنظمة التي تحتاج إلى وصول متكرر على البراغي أو مثبتات PEM أو الأقواس المعيارية بدلاً من ذلك.
اختيار وقت استخدام علامات التبويب والفتحات
تعتبر الفتحات والألواح مناسبة تمامًا للعديد من التجميعات، ولكنها قد لا تكون الخيار الأفضل لكل مشروع. يحتاج المهندسون إلى التحقق من كيفية بناء الأجزاء، والشكل الذي يجب أن تبدو عليه الأسطح، ومقدار التفاوت المسموح به في التصميم. تساعد هذه النقاط المهندسين على اتخاذ قرارات مستنيرة في وقت مبكر وتجنب إعادة التصميم في وقت لاحق.
المشاريع ذات الألواح المتعددة أو الهياكل الملحومة أو أحجام الإنتاج المتوسطة هي الأكثر استفادة من تصميمات الألسنة والفتحات. قد تتطلب الأجزاء ذات الاحتياجات التجميلية الصارمة أو التفاوتات الضيقة للغاية طريقة ربط مختلفة.
تحديد ما إذا كانت الفتحات وعلامات التبويب تناسب مشروعك أم لا
النهج المنظم يجعل الاختيار أكثر وضوحاً ويقلل من مخاطر التصميم. ترشدك الخطوات أدناه إلى تقييم الملاءمة والمواد والحجم والتشطيبات المطلوبة.
الخطوة 1: تحديد طريقة التجميع
يجب أن يتأكد المهندسون أولاً ما إذا كانت الأجزاء سيتم لحامها أو تثبيتها أو تثبيتها. تستفيد التجميعات الملحومة أكثر من الألسنة لأن الألسنة تساعد على مقاومة الحركة الحرارية. أما التجميعات المبرشمة أو المثبتة بمسامير فتستخدم في المقام الأول ألسنة المحاذاة بدلاً من القوة.
الخطوة 2: تقييم متطلبات السطح والمظهر الخارجي
يجب على المهندسين التحقق مما إذا كان الجزء يتضمن أسطحًا مرئية. قد تترك علامات التبويب علامات طفيفة بعد اللحام والتشطيب. إذا كان المشروع يحتاج إلى سطح نظيف، يمكن للمهندسين نقل علامات التبويب إلى الشفاه المخفية أو المناطق الداخلية.
الخطوة 3: النظر في تكديس الطلاء والتفاوت في التحمل
يضيف الطلاء سماكة ويمكنه تغيير الملاءمة بين اللسان وفتحته. يزيد كل من الطلاء بالمسحوق والأكسدة من الأبعاد. يجب على المهندسين ضبط عرض الفتحة أو تخطيط الطلاء أو تجميع الأجزاء قبل الطلاء لتجنب التداخل.
الخطوة 4: تقييم حجم الإنتاج وهيكل التكلفة
تستفيد المشاريع منخفضة ومتوسطة الحجم من ميزات تحديد الموقع المدمجة لأنها تقلل من الحاجة إلى التجهيزات. تكتسب البرامج عالية الحجم قيمة أيضًا لأن علامات التبويب تساعد المشغلين الجدد على تجميع القِطع بشكل أسرع. تساعد علامات التبويب في الحفاظ على ثبات أوقات الدورات وتقليل معدلات الخطأ.
الخطوة 5: تأكيد سلوك المواد تحت القطع والحرارة
يؤثر نوع المعدن المستخدم على سلوك الألسنة والفتحات. قد يتحول الفولاذ المقاوم للصدأ بعد الثني. قد يحتاج الألومنيوم إلى مزيد من الخلوص لأن الشق بالليزر غالبًا ما يكون أوسع. يجب على المهندسين اختيار قيم الخلوص التي تتناسب مع المادة المحددة وعملية التشكيل.
الخطوة 6: النموذج الأولي واختبار الملاءمة ووضع الأبعاد النهائية
يساعد النموذج الأولي الصغير المهندسين على التأكد من طول اللسان وعرض الفتحة وسلوك اللحام. غالبًا ما يكشف التشغيل التجريبي عن مشكلات بسيطة يسهل إصلاحها مبكرًا. تتضمن معظم التعديلات عرض الفتحة أو طول اللسان أو موضع اللحام. يمكن لهذه التغييرات الصغيرة تحسين تجربة التجميع بشكل كبير.
خاتمة
توفر الفتحات وعلامات التبويب للمهندسين طريقة مباشرة لمحاذاة الأجزاء وتعزيز الدقة وتقليل الحاجة إلى التجهيزات. عندما يختار المهندسون الخلوصات الصحيحة، ويضعون علامات التبويب بدقة، ويأخذون في الاعتبار الطلاءات والمواد، تكون هذه الميزات عملية عبر مجموعة كبيرة من أنواع المنتجات. فهي تدعم عمليات بناء أسرع وأخطاء أقل ونتائج أكثر اتساقًا.
إذا كنت ترغب في التحقق مما إذا كان تصميمك جاهزًا للإنتاج أو كنت بحاجة إلى مساعدة في ضبط تخطيط علامات التبويب والفتحات, يمكنك مشاركة رسوماتك مع فريقنا الهندسي. يمكننا مراجعة التفاصيل، وتحديد المخاطر المحتملة، واقتراح التحسينات التي تجعل عملية التجميع أكثر سلاسة واتساقاً.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة



