7 طرق لتحسين أجزاء الصفائح المعدنية يجب أن يعرفها كل مهندس
تُستخدم الصفائح المعدنية في كل مكان - من ألواح المعدات إلى حاويات الإلكترونيات. ومع ذلك، لا تزال العديد من التصميمات تواجه نفس المشاكل: ارتفاع التكاليف، والمواد المهدرة، والأجزاء التي يصعب تجميعها. لا تأتي هذه المشاكل عادةً من ضعف مهارات التصنيع. فهي غالبًا ما تأتي من خيارات صغيرة تم اتخاذها في وقت مبكر من مرحلة التصميم.
يبدأ كل جزء من الصفائح المعدنية بالطريقة نفسها - كصفائح مسطحة بسماكة موحدة. هذه الحقيقة الأساسية توجه كل عملية ثني وقطع واختيار المواد. عندما يأخذ المصممون ذلك في الاعتبار، يصبح إنتاج الأجزاء أسهل وأقوى وأكثر فعالية من حيث التكلفة. وعندما لا يفعلون ذلك، تظهر المشاكل في حالات التأخير وإعادة التصميم والنفقات الإضافية.
وهذا يطرح سؤالاً بسيطًا: كيف يمكننا تصميم أجزاء الصفائح المعدنية لتكون أكثر ذكاءً من البداية؟ فيما يلي سبع طرق عملية لتحسين أجزاء الصفائح المعدنية وخفض التكاليف الخفية وتحقيق نتائج تصنيع أفضل.
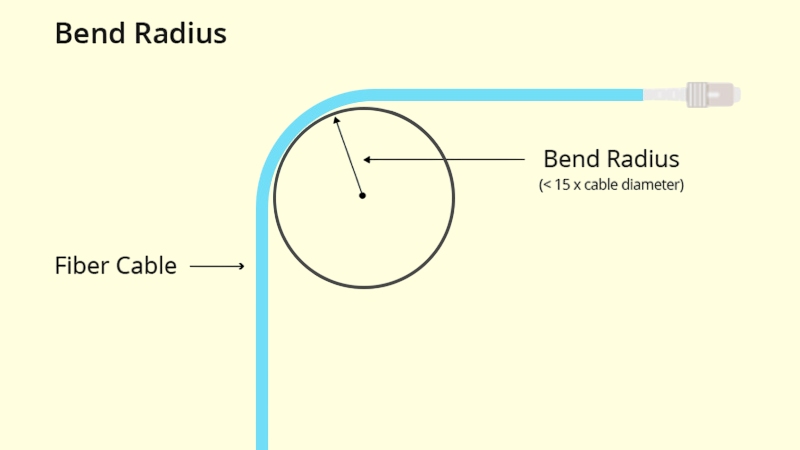
المعدن لا ينثني مثل الورق. عندما يستدير، يتمدد الجانب الخارجي وينضغط الجانب الداخلي. إذا كان نصف القطر صغيرًا جدًا، يمكن أن ينقسم الجانب الممدود. وإذا كان كبيرًا جدًا، فقد يبدو الانحناء ضعيفًا أو غير مكتمل. تُظهر الاختبارات أن الانحناءات الأضيق من سمك الصفيحة تزيد من فرصة حدوث تشققات بأكثر من 50%. مناسبة نصف قطر الانحناء يحافظ على الأجزاء قوية ومتسقة ونظيفة المظهر.
القواعد العامة
اضبط نصف قطر الانحناء مساوٍ على الأقل لسُمك الصفيحة.
قم بزيادة نصف القطر كلما زادت سماكة الصفيحة. على سبيل المثال، غالبًا ما تحتاج الصفيحة الفولاذية بسمك 3 مم إلى نصف قطر 3-5 مم للثني الآمن.
استخدم نصف القطر نفسه عبر جزء ما لتوفير الوقت وخفض التكاليف.
تجنب الخلط بين الانحناءات الحادة والعريضة في نفس الجزء إلا إذا كان ذلك مطلوبًا تمامًا.
الأخطاء التي يجب تجنبها
استخدام أنصاف أقطار صفرية أو قريبة من الصفر، والتي تتسبب دائمًا في حدوث تشققات.
تجاهل الاتجاه الحبيبي للصفيحة المعدنية. يمكن أن يؤدي الانحناء عبر اتجاه التعريق إلى تقليل التشقق مقارنةً بالانحناء مع اتجاه التعريق.
التغاضي عن تأثير التشطيبات السطحية. تضيف الطلاءات مثل الطلاء أو الطلاء سُمكًا وتغير من كيفية ثني الصفيحة.
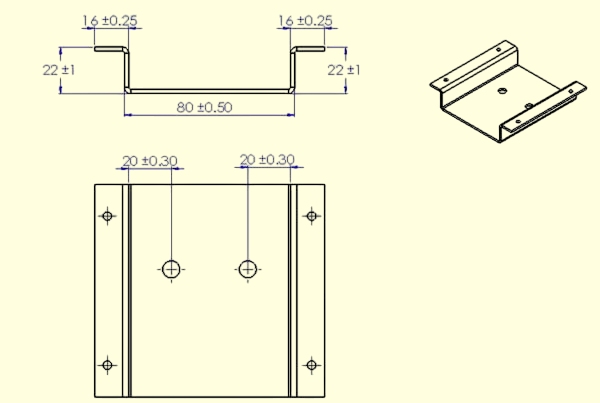
الحفاظ على التفاوتات واقعية
كل عملية قطع وثني لها حدود طبيعية. على سبيل المثال, القطع بالليزر عادةً ما يكون التفاوت المسموح به ± 0.1 مم على الصفائح الرقيقة، بينما التثقيب باستخدام الحاسب الآلي الرقمي غالبًا ما يسمح بحوالي ± 0.2 مم. عندما يطلب المهندسون تفاوتات أكثر دقة، قد تكون هناك حاجة إلى أدوات خاصة أو عمليات فحص إضافية. وهذا يضيف التكلفة والوقت دون تحسين الأداء في كثير من الحالات.
القواعد العامة
استخدم التفاوتات الضيقة فقط للميزات التي تؤثر على الوظيفة.
تطبيق التفاوتات القياسية للأبعاد غير الحرجة. في الصفيحة المعدنية، ± 0.1-0.2 مم تعمل بشكل جيد في معظم الحالات.
طابق التفاوتات المسموح بها مع العملية. على سبيل المثال، قد يختلف طول الحافة المثنية بمقدار ± 0.3 مم، بينما يمكن أن تظل الفتحة المقطوعة بالليزر في حدود ± 0.1 مم.
حافظ على اتساق أنماط التفاوت عبر الرسم لتجنب الالتباس.
الأخطاء التي يجب تجنبها
تطبيق تفاوتات ضيقة على كل ميزة. وهذا يجعل بناء الأجزاء أكثر صعوبة ويزيد من تكاليف الفحص.
غالبًا ما ننسى أن الانحناء يضيف تباينًا. يمكن أن تتغير زاوية الانحناء بزاوية 90 درجة بحوالي ± 1 درجة اعتمادًا على سُمك المادة والزنبرك.
تجاهل كيفية تأثير التشطيب على الحجم. يمكن أن يضيف طلاء المسحوق 0.05-0.1 مم لكل جانب، مما يسد الثقوب الضيقة.
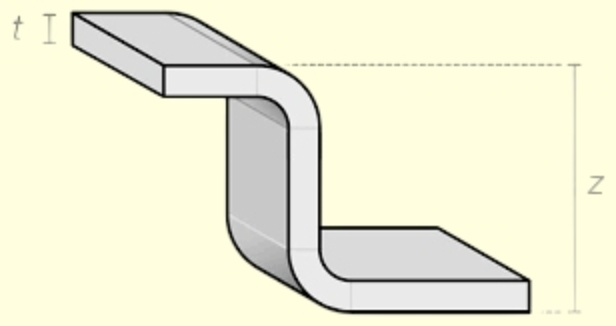
تصميم الإزاحات الفعالة والانحناءات على شكل حرف Z
تُنشئ الإزاحات خطوة في الصفيحة بحيث يمكن تركيب جزأين معًا دون تداخل. تخدم الانحناءات على شكل Z نفس الغرض ولكنها تعمل في مساحات أضيق. كلاهما يستخدم على نطاق واسع في اقواس, الأغطية، و المرفقات. تساعد الإزاحة المصممة جيدًا على ملاءمة الأجزاء كما هو مخطط لها، في حين أن الإزاحة سيئة التصميم يمكن أن تسبب فجوات أو نقاط ضعف أو مشاكل في التجميع.
القواعد العامة
حافظ على أن يكون ارتفاع الإزاحة مساوياً أو أكبر من ضعف سُمك اللوح. على سبيل المثال، عادةً ما تحتاج الصفيحة التي يبلغ سمكها 2 مم إلى إزاحة 4 مم للخلوص.
استخدم أنصاف أقطار ثني متسقة على جانبي الإزاحة. هذا يمنع الالتواء أو التشويه.
قم بتخطيط اتجاه الإزاحة بعناية لتجنب التصادم مع الانحناءات القريبة.
باعد بين الانحناءات Z بمسافة كافية. تساعد الفجوة التي تبلغ ثلاثة أضعاف سُمك الصفيحة على الأقل بين الانحناءات على منع التشوه.
الأخطاء التي يجب تجنبها
غالبًا ما يؤدي تصميم الإزاحات الأصغر من سُمك الصفيحة إلى سحق الانحناء وإضعاف الجزء.
يمكن أن يتسبب تداخل الإزاحات مع خطوط الانحناءات الأخرى في حدوث التواء.
تجاهل تخفيف الانحناء. بدون قطع الإغاثة، قد تتمزق الزوايا الحادة أثناء الثني.
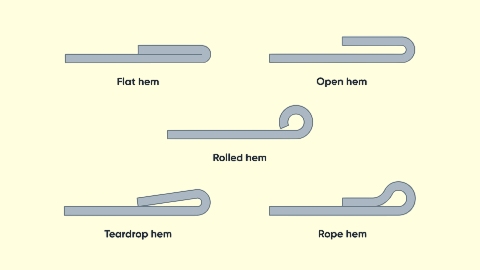
تنفيذ تقنيات التنطيف القوية
حاشية تطوي حافة جزء الصفيحة المعدنية على نفسها. تقوم الحاشية بأكثر من مجرد تغطية الحواف الحادة. فهي تقوي الجزء وتساعده على مقاومة قوى الانحناء. في صناعة السيارات، على سبيل المثال، يمكن للألواح المطوية أن تتحمل أحمالاً أعلى وتظهر اهتزازات أقل.
القواعد العامة
حافظ على طول الحاشية أربعة أضعاف سُمك الورقة على الأقل. على سبيل المثال، يجب أن يكون طول حاشية الصفيحة التي يبلغ سمكها 1 مم 4 مم أو أكثر.
استخدم نصف قطر ثني يساوي على الأقل سمك الصفيحة قبل التسطيح. هذا يمنع التشققات أثناء خطوة التشكيل النهائية.
تصميم حواف مفتوحة (غير مغلقة بالكامل) عندما تحول حدود المساحة أو الأدوات دون الإغلاق المحكم.
أضف الشقوق البارزة في الزوايا لإيقاف التمزق أثناء طيّ المعدن.
الأخطاء التي يجب تجنبها
جعل الحواف قصيرة للغاية، مما يؤدي إلى انفتاحها أو انقسامها.
تسطيح الحاشية في خطوة واحدة بدلاً من خطوتين. وغالباً ما ينتج عن ذلك تجاعيد.
تجاهل سماكة الطلاء. يمكن أن يتراكم الطلاء أو الطلاء داخل الحاشية ويؤدي إلى ضعف الإغلاق.
وضع الثقب والفتحة والشق المثالي
تُعد الثقوب والفتحات والشقوق بالغة الأهمية لكيفية ملاءمة أجزاء الصفيحة المعدنية ووظيفتها. فهي توجه مهمات الربطوتسمح بتدفق الهواء وتساعد في التجميع. يمكن أن يؤدي وضعهم بالقرب من الحواف أو الانحناءات إلى حدوث إجهاد أثناء التشكيل، مما يؤدي غالبًا إلى حدوث تشققات أو تشوهات.
القواعد العامة
احتفظ بالثقوب على الأقل ضعف سُمك اللوح على الأقل بعيدًا عن خطوط الانحناء. على سبيل المثال، يجب أن تحتوي الصفيحة التي يبلغ سمكها 2 مم على ثقوب على الأقل 4 مم من الانحناء.
حافظ على سمك ورقة واحدة على الأقل بين حواف الثقب وحافة الورقة لمنع التمزق.
استخدم أحجام ثقوب قياسية تتطابق مع الأدوات الشائعة. ثقب 5 مم أسهل وأرخص من ثقب 5.2 مم.
أضف قطع تخفيف الشقوق لتقليل تراكم الضغط أثناء الثني.
الأخطاء التي يجب تجنبها
يمكن أن يؤدي وضع الثقوب قريبة جدًا من الانحناءات إلى تشويه الجزء أثناء التشكيل.
يزيد استخدام أحجام ثقوب غير مألوفة من التكاليف بسبب الأدوات الخاصة.
تصميم شبكات رقيقة بين الثقوب أو الفتحات. قد تفشل الفجوات الأقل من 1.5 مرة من سمك المادة تحت الحمل.
الاستفادة من حلول التثبيت والإدخال المتقدمة
تربط أدوات التثبيت والإدراج أجزاء الصفائح المعدنية بدون لحام. فهي تخلق وصلات قوية ومتسقة وتجعل التجميع أسرع. تعمل الخيارات الحديثة مثل الصواميل ذاتية الإغلاق والمسامير وصواميل البرشام على توسيع مرونة التصميم وتقليل العمل الإضافي. فهي توفر التكاليف وتحسن القوة وتبسط عمليات الإصلاح عند استخدامها بشكل مناسب. ومع ذلك، فإن سوء الاختيار أو الوضع السيئ يمكن أن يضعف الوصلات ويسبب الفشل.
القواعد العامة
طابق نوع المثبت مع سُمك المادة. استخدم صواميل ذاتية التثبيت للصفائح الرقيقة (0.8-2.5 مم) وصواميل التثبيت للمواد الأكثر سمكاً أو الأكثر ليونة.
ضع الحشوات بعيداً عن الانحناءات أو الحواف. حافظ على مسافة سماكة الصفيحة مرتين على الأقل لمنع التشويه أثناء التركيب.
توحيد أحجام أدوات التثبيت عبر التصميم. يقلل ذلك من تغييرات الأدوات ويسرّع عملية التجميع.
خطط لطريقة التركيب مبكراً. تحتاج بعض الإدخالات إلى أدوات تثبيت بالضغط، بينما يعمل البعض الآخر بالأدوات اليدوية.
الأخطاء التي يجب تجنبها
تستخدم الثقوب الملولبة مباشرة في الصفائح المعدنية الرقيقة. يمكن أن تنسلخ اللولبات بسهولة وتقلل من عمر القطعة.
يؤدي وضع الحشوات بالقرب من الزوايا أو الثقوب الأخرى إلى إضعاف الصفيحة.
تجاهل سماكة الطلاء. يمكن أن يؤدي الطلاء أو الطلاء إلى انسداد الخيوط إذا لم يتم حسابه.
تنفيذ التشطيبات الواقية والجمالية
التشطيبات تطيل عمر أجزاء الصفائح المعدنية وتحسّن الأداء وتعطي مظهراً أنظف. كما أنها تحمي من التآكل والخدوش والتآكل مع تحسين مظهر المنتج. يساعد اختيار الطلاء النهائي المناسب في مرحلة مبكرة من التصميم على منع مشاكل الملاءمة والمتانة في وقت لاحق.
القواعد العامة
اختر التشطيبات بناءً على البيئة. مسحوق الطلاء مناسب للاستخدام في الهواء الطلق، بينما أنودة تعمل بشكل جيد مع قطع الألومنيوم.
خطط للسماكة المضافة. يضيف طلاء المسحوق 0.05-0.1 مم لكل جانب، مما قد يقلل من أحجام الثقوب.
توحيد التشطيبات عبر خط الإنتاج لخفض التكاليف وتبسيط الإنتاج.
قم بتسمية التشطيبات بوضوح في رسومات التصميم حتى يعرف المصنعون ما يجب تطبيقه.
الأخطاء التي يجب تجنبها
يمكن أن تتسبب إضافة التشطيبات في وقت متأخر من العملية في حدوث مشاكل في الخلوص في التجميعات الضيقة.
الإفراط في مواصفات التشطيبات غير الضرورية. قد يكفي طلاء الزنك الأساسي في حالة عدم الحاجة إلى الفولاذ المقاوم للصدأ.
تجاهل إعداد السطح. يمكن للأسطح المتسخة أو الزيتية أن تجعل الطلاء أو الطلاء يتقشر بسرعة.
مهلا، أنا كيفن لي
على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.