
Как материал присадки влияет на прочность сварного шва?
Прочность сварного шва зависит не только от точного нагрева или искусной техники - свою роль играет и присадочный материал. Правильный выбор присадочного материала определяет, как металлы
Прочность сварного шва зависит не только от точного нагрева или искусной техники - свою роль играет и присадочный материал. Правильный выбор присадочного материала определяет, как металлы

Деформация при сварке листового металла не случайна - это предсказуемая физика. Когда сварной шов нагревает металл, он расширяется. Когда он остывает, он сжимается.

Если вы когда-нибудь видели, как деформируется сварной корпус или трескается под нагрузкой кронштейн, вы уже знаете: отличная точечная сварка не возникает случайно. Это происходит

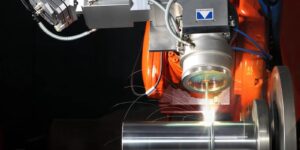
Плазменно-дуговая сварка - это процесс, в котором используется сфокусированная дуга для создания очень горячей плазменной струи. Эта струя расплавляет металл и образует сварной шов. В зависимости от установки, дуга образуется между вольфрамовым электродом и заготовкой или между электродом и соплом.

Медицинская сварка соединяет металлические детали, используемые в медицинских приборах. Она сильно отличается от обычной сварки. Детали меньше, а требования гораздо строже. Цель - создать прочные, чистые и надежные соединения. Эти соединения должны выдерживать стерилизацию и, во многих случаях, прямой контакт с человеческим телом.

Прецизионная сварка создает тонкие и точные соединения металлических деталей. В отличие от обычной сварки, при ней используются современные инструменты и контролируемый нагрев для достижения точных результатов. Главная цель - сделать сварные швы, которые соответствуют жестким допускам по прочности и внешнему виду. Это позволяет соединять хрупкие детали, не повреждая соседние материалы.

При волоконно-лазерной сварке используется мощный лазерный луч для расплавления и соединения металлических деталей. Лазер исходит из оптического волокна, которое поддерживает стабильность луча и экономит энергию. Сфокусированный луч создает глубокие, узкие сварные швы, мало затрагивающие окружающий металл. Это отличается от дуговой сварки, при которой часто образуются широкие зоны нагрева и требуется больше отделочных работ.

Лазерная сварка меди использует сфокусированный луч света для нагрева и расплавления небольшого участка металла. Эта энергия сплавляет материал вдоль линии сварки. В отличие от традиционной сварки, при которой тепло распространяется на большую площадь, при лазерной сварке энергия направляется точно. Это помогает уменьшить искажения и обеспечивает точную сварку даже небольших или хрупких деталей.

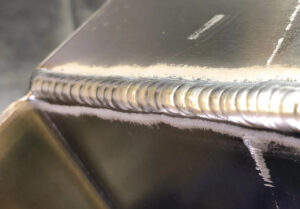
Сварка встык - это метод, при котором сварщик работает короткими участками, двигаясь в направлении, противоположном общему пути сварки. Например, если готовый шов идет слева направо, каждый небольшой участок сваривается справа налево. Новая бусина слегка перекрывает предыдущую.

Лазерная сварка алюминия расплавляет и соединяет алюминиевые детали с помощью сфокусированного лазерного луча. Тепло концентрируется в небольшой области, создавая узкий и глубокий сварной шов. Защитный газ, часто аргон или гелий, защищает расплавленный металл от загрязнения воздухом. Этот процесс хорошо подходит как для тонких листов, так и для более толстых секций, обеспечивая стабильные и повторяющиеся результаты.
При лазерной сварке используется сфокусированный световой луч для расплавления и соединения металлических поверхностей. Луч прикладывает тепло к небольшой, контролируемой области, создавая глубокие, узкие сварные швы и ограничивая распространение тепла на соседние материалы. Этот метод полезен для тонких секций, хрупких деталей и сложных форм.

При лазерной сварке используется сфокусированный луч света для расплавления и соединения металла. При сварке TIG для формирования шва используется вольфрамовый электрод и газ. Лазерная сварка быстрая, чистая и подходит для автоматизации. Сварка TIG медленная, но точная и гибкая. Выбор оптимального варианта зависит от типа работы, материала и потребности в скорости и контроле.

SMAW - это процесс сварки, при котором между расходуемым электродом и заготовкой образуется электрическая дуга. Тепло, выделяемое дугой, расплавляет электрод, образуя лужу расплавленного металла. Затем этот металл сплавляется с основным материалом, образуя прочное соединение. Покрытие на электроде создает защитный газ, который защищает сварной шов от загрязнения.
MIG-сварка алюминия предполагает использование электрода из сплошной проволоки для сплавления алюминиевых деталей. Она требует более высокого уровня нагрева и твердой руки, чтобы предотвратить деформацию или растрескивание. Основные приемы включают регулировку нагрева, использование правильного присадочного материала и обеспечение надлежащего потока защитного газа. Будучи мягким металлом, алюминий требует точности, чтобы избежать таких проблем, как прогар или окисление.

Сварка с полным проплавлением происходит, когда сварочный материал полностью проплавляется по всей толщине соединяемых материалов. Это гарантирует отсутствие зазоров или слабых мест в соединении, что делает его идеальным для высокопрочных и высоконадежных применений.

Гелиодуговая сварка, технически известная как газовая дуговая сварка вольфрамовым электродом (GTAW), использует нерасходуемый вольфрамовый электрод для генерации электрической дуги, а для защиты зоны сварки применяются инертные газы. Этот процесс, в настоящее время широко известный в промышленности как TIG (сварка вольфрамовым электродом в инертном газе), позволяет получать исключительные сварные швы благодаря точному контролю над процессом сварки.