Допуски на гибку листового металла: Руководство для инженеров
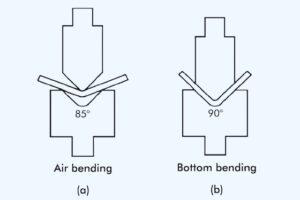
Допуск на изгиб определяет, насколько допустимо отклонение угла изгиба или длины фланца после формовки. Например, при проектировании 90° после формовки может получиться 89° или 91°. Эта разница в ±1° и есть диапазон допуска. Хорошо определенные допуски предотвращают дорогостоящие несоответствия между деталями.