Если конструкторы задают слишком большой радиус изгиба, металл может треснуть или искривиться. Это приводит к поломке деталей и остановке производства. Четкое руководство по определению радиуса изгиба позволяет снизить эти риски. В нем показано, как выбрать правильный радиус для каждого металла, толщины и настройки инструмента.
Рекомендации по радиусу изгиба листового металла содержат правила по наименьшему радиусу, на который можно безопасно согнуть листовой металл, не причинив ему вреда. Рекомендации зависят от типа и толщины материала, что помогает предотвратить растрескивание и деформацию. Знание этих рекомендаций гарантирует точность, прочность и надежность металлических деталей.
Далее мы рассмотрим подробные таблицы и реальные примеры. Вы получите четкие шаги, которые помогут избежать дефектов и сократить объем переделок. Оставайтесь с нами, чтобы узнать практические и ценные советы.
Что такое радиус изгиба в Изготовление листового металла?
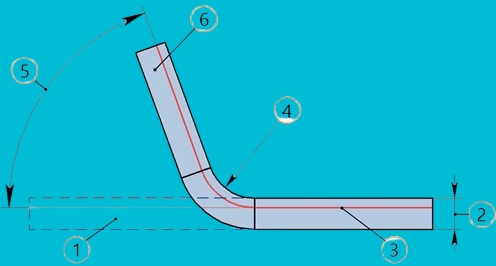
Радиус изгиба - это расстояние от центра изгиба до внутренней поверхности металла. Он определяет, насколько плотным или широким является изгиб. Малый радиус делает изгиб более резким. Большой радиус делает его более плавным. Это значение основано на внутренней части изгиба, а не на внешнем крае.
В листовом металле радиус изгиба обычно равен толщине металла. Но это может меняться в зависимости от материала и области применения.
Чтобы избежать трещин и деформации при гибке, важно соблюдать минимальный радиус изгиба. Это наименьший внутренний радиус, который можно применить к материалу без повреждения. На этот предел влияют материалы, толщина и угол изгиба. Более твердые или толстые металлы требуют большего радиуса, чтобы остаться целыми.
Как рассчитать минимальный радиус изгиба?
Использование правильного радиуса изгиба помогает предотвратить появление трещин, следов напряжения и разрушение детали. Для того чтобы быстро определить этот параметр, необходимо следовать нескольким правилам, основанным на типе и толщине материала.
Понимание формулы
Минимальный радиус изгиба зависит от толщины металла и типа металла, который вы сгибаете. Простое правило гласит:
Минимальный радиус изгиба = толщина (T) × коэффициент материала
Для каждого материала свой фактор. Мягкие металлы требуют меньших радиусов изгиба. Более твердые металлы нуждаются в больших. Это дает вам быстрый и простой способ избежать проблем с изгибом.
Ключевые переменные для рассмотрения
Три вещи меняют радиус изгиба, который следует использовать:
- Толщина (T): Более толстым листам нужно больше места для сгибания.
- Тип материала: Более мягкие материалы, такие как алюминий, можно сгибать плотнее. Более твердые, например нержавеющая сталь, требуют больше места.
- Угол изгиба: Чтобы не было трещин, острые углы обычно требуют большего радиуса.
Чем толще и жестче лист, тем больше должен быть радиус изгиба.
Использование диаграмм минимального радиуса изгиба
Чтобы сэкономить время, многие инженеры и операторы листогибочных машин используют таблицы радиусов изгиба. Эти диаграммы показывают рекомендуемые радиусы в зависимости от материала и толщины.
Вот упрощенная справочная таблица:
| Материал | T = 1-6 мм | T = 6-12 мм | T = 12-25 мм |
|---|---|---|---|
| Алюминий | 1 × T | 1.5 × T | 2-3 × T |
| Сталь | 0.8 × T | 1.2 × T | 1.5-2.5 × T |
| Нержавеющая сталь | 2 × T | 2.5 × T | 3-4 × T |
Эти значения помогут вам безопасно сгибать металл. Просто найдите материал и толщину, а затем умножьте, чтобы получить нужный внутренний радиус.
Калькулятор минимального радиуса изгиба
Воздействие инструментов и оборудования
Инструментарий играет непосредственную роль в конечном радиусе изгиба. Выбор штампов и пуансонов влияет на то, как формируется металл и насколько точным будет изгиб.
Как отверстие V-образного штампа влияет на радиус изгиба?
Размер отверстия V-образного штампа регулирует изгиб материала. Большее отверстие V-образного штампа создает больший внутренний радиус. Меньшее отверстие обеспечивает более плотный изгиб.
Как правило:
Отверстие V-образного штампа = 8 × Толщина материала (для воздушного изгиба)
Если V будет слишком маленьким, материал может треснуть. Если оно слишком велико, изгиб может потерять четкость и вызвать пружинящую спинку.
Роль радиуса наконечника пуансона в окончательном изгибе
Радиус наконечника пуансона помогает сформировать внутреннюю часть изгиба. Маленький наконечник пуансона дает более резкий изгиб. Более крупный наконечник пуансона создает более плавный изгиб.
Для достижения чистоты:
- Подберите радиус перфорации к желаемому радиусу внутреннего изгиба.
- Для более мягких материалов лучше использовать небольшие наконечники для пуансонов.
- Для более твердых материалов используйте наконечник большего размера, чтобы избежать растрескивания.
Воздушный изгиб против боттоминга против чеканки: Влияние на радиус
Различные методы формовки влияют на результаты радиуса изгиба.
- Воздушный изгиб: Пуансон не вдавливается в матрицу до конца. Радиус зависит от размера V-образного штампа, а не пуансона. Обеспечивает гибкость, но меньшую точность.
- Дно: Пуансон почти касается дна матрицы. Радиус изгиба находится ближе к кончику пуансона. Более последовательный, чем при воздушной гибке.
- Чеканка: Пуансон полностью вдавливает металл в матрицу. Радиус равен радиусу наконечника пуансона. Дает наиболее точный и наименьший радиус изгиба.
Радиус изгиба в дизайнерской практике
Хорошая конструкция начинается с практичных правил изгиба. Использование правильного радиуса изгиба упрощает изготовление деталей, делает их более прочными и стабильными.
Распространенные ошибки при проектировании с неправильным радиусом изгиба
Ошибки при проектировании часто возникают из-за использования слишком малых радиусов изгиба или несоответствия материала. Это приводит к таким проблемам, как:
- Трещины от слишком тугих изгибов
- Деформированные края или морщины
- Неправильное расположение отверстий или элементов возле поворота
- Увеличение возврат пружины который изменяет конечную форму
Другая распространенная ошибка - не учитывать разгрузку на изгиб или пространство для растяжения материала. Это может привести к разрыву или выпуклости.
Советы по проектированию функциональных и изготавливаемых деталей из листового металла
Чтобы избежать проблем, следуйте следующим рекомендациям:
- Установите радиус изгиба не менее 1 × толщина материала (или следуйте таблице для конкретного материала).
- Располагайте отверстия, прорези и вырезы на расстоянии от линии сгиба (не менее 2 × толщины).
- Используйте последовательные направления изгибов, чтобы уменьшить переориентацию при формовке.
- При сгибании фланцев на углах добавьте рельефы для предотвращения разрывов.
- Учитывайте направление зерна в таких металлах, как алюминий или нержавеющая сталь. Изгиб поперек зерна уменьшает растрескивание.
Простые изменения в конструкции могут упростить и удешевить производство деталей.
Промышленные стандарты и допуски для радиусов изгибов
Стандарты помогают обеспечить качество и совместимость. Большинство магазинов следуют значениям из:
- DIN 6935 или ISO 2768 для общих допусков
- ANSI Y14.5 для GD&T на чертежах
- Паспорта поставщиков материалов для указания минимального радиуса
Типичный допуск на радиус изгиба составляет около ±0,25 мм для прецизионных деталей. Более крупные детали или толстые материалы могут иметь более слабые допуски. Перед окончательной доработкой чертежа всегда уточняйте у изготовителя.
Распространенные ошибки, связанные с радиусом изгиба, и способы их исправления
Небольшие ошибки при гибке могут привести к большим проблемам в готовых деталях. Многие проблемы возникают из-за неправильной обработки радиуса изгиба. Вот как избежать наиболее распространенных из них.
Игнорирование компенсации пружины
Пружинистость возникает, когда металл пытается вернуться к своей первоначальной форме после сгибания. Если вы не предусмотрите этого, угол и радиус могут быть смещены.
Фикс: Отрегулируйте угол изгиба в конструкции, чтобы учесть обратную пружину. Используйте данные о материале или пробные изгибы, чтобы найти правильную компенсацию. Более твердые металлы, такие как нержавеющая сталь, требуют большей корректировки, чем более мягкие, такие как алюминий.
Переоценка пластичности материала
Некоторые дизайнеры слишком усердствуют с материалами, полагая, что они будут гнуться без проблем. Однако не все металлы могут выдержать тугой изгиб.
Фикс: Перед установкой изгиба сверьтесь с таблицей радиусов изгиба. Если конструкция предусматривает тугой угол, перейдите на более вязкий материал или увеличьте радиус. Никогда не делайте тугой изгиб на твердом или толстом материале.
Невозможность учесть превышение допусков в многогибочных деталях
Когда деталь имеет много изгибов, небольшие погрешности суммируются. Это называется штабель допусков. Если это не предусмотрено, конечная деталь может не подойти или не выровняться.
Фикс: Добавьте дополнительный допуск на каждый изгиб в многогибочных деталях. Тесно сотрудничайте с изготовителем, чтобы определить четкие допуски. Избегайте размещения отверстий слишком близко к изгибам, где металл может сместиться.
Несоответствующий выбор инструмента
Использование пуансонов или штампов неправильного размера приводит к плохому качеству изгиба. Это может привести к большим радиусам, следам от инструмента и даже трещинам.
Фикс: Подберите радиус наконечника пуансона и отверстие матрицы в соответствии с материалом и желаемым радиусом изгиба. Убедитесь, что оснастка соответствует типу и толщине металла. Дважды проверьте настройку перед гибкой большого количества деталей.
Заключение
Рекомендации по радиусу изгиба листового металла помогают обеспечить точные, прочные и чистые изгибы. Правильный радиус изгиба зависит от материала, толщины, оснастки и метода изгиба. Использование правильных значений предотвращает образование трещин, деформаций и переделок. Дизайнеры и инженеры должны всегда сверяться с таблицами радиусов изгиба, применять передовые методы проектирования и выбирать подходящие инструменты для достижения наилучших результатов.
Нужна помощь с гибкой или изготовлением листового металла на заказ? Свяжитесь с нами сегодня для получения квалифицированной поддержки и быстрого, надежного обслуживания.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
