Плазменно-дуговая сварка (PAW) - это точный способ соединения металлов. Многие сравнивают ее с TIG-сваркой, поскольку эти два метода работают одинаково. Однако PAW обеспечивает больший контроль и использует большую мощность. В этом руководстве мы рассмотрим основы PAW. Мы объясним, как она работает, и покажем ситуации, в которых она лучше всего применяется в производстве.

Что такое плазменно-дуговая сварка?
Плазменно-дуговая сварка - это процесс, в котором используется сфокусированная дуга для создания очень горячей плазменной струи. Эта струя расплавляет металл и образует сварной шов. В зависимости от установки, дуга образуется между вольфрамовым электродом и заготовкой или между электродом и соплом.
В процессе достигается температура свыше 25 000 °C, что обеспечивает глубокое проникновение и быструю сварку. PAW хорошо работает с тонким и толстым металлом, а операторы могут регулировать дугу для контроля сварочной фаски и глубины.
Значительным преимуществом является стабильность. Сфокусированная дуга остается стабильной даже при низких токах. Это позволяет точно сваривать очень тонкие материалы. В таких отраслях, как аэрокосмическая промышленность, электроника и медицинское оборудование, такой уровень контроля является преимуществом.
Основные принципы работы
При плазменно-дуговой сварке создается и контролируется высокотемпературная плазменная струя. Процесс зависит от физики плазмы, компонентов системы и последовательности пилотных и передаточных дуг.
Физика генерации плазмы
Плазма - это ионизированный газ, способный проводить электричество. В PAW газ - обычно аргон, водород или их смесь - пропускается через узкое сопло. Электрическая дуга ионизирует газ, превращая его в плазму, которая достигает чрезвычайно высоких температур.
Сопло сужает дугу, делая плазменную струю сфокусированной и стабильной. Эта концентрированная энергия глубоко плавит металл, сохраняя при этом небольшую зону термического воздействия. Благодаря этому PAW хорошо работает как с тонкими, так и с толстыми материалами.
Плотность энергии плазмы намного выше, чем у обычной дуги. В результате получаются более прочные, чистые сварные швы и меньше искажений по сравнению с другими методами сварки.
Основные компоненты системы PAW
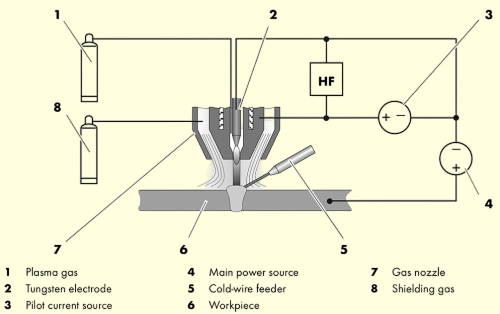
Система плазменно-дуговой сварки состоит из нескольких ключевых частей, которые работают вместе для создания и управления плазменной струей:
- Электропитание: Обеспечивает постоянный ток для поддержания дуги.
- Плазменный резак: Удерживает вольфрамовый электрод, сопло и систему охлаждения. Обеспечивает сужение дуги и точный контроль.
- Система газоснабжения: Подает плазменный и защитный газ. Плазменный газ формирует дугу, а защитный газ защищает сварочную ванну.
- Система охлаждения: Циркулирует вода или охлаждающая жидкость, чтобы не допустить перегрева резака.
- Блок управления: Регулирует ток, расход газа и характеристики дуги для получения стабильных результатов.
Создание пилотной и трансферной дуг
Процесс начинается с пилотной дуги, которая образуется между вольфрамовым электродом резака и соплом. Эта небольшая стабильная дуга ионизирует плазменный газ.
Затем резак перемещают вплотную к заготовке. Дуга переходит от сопла к металлу, образуя дугу переноса. Эта дуга расплавляет основной металл и образует сварной шов.
Использование как пилотной, так и трансферной дуги облегчает запуск дуги, поддерживает стабильность процесса и обеспечивает точный контроль. Это одна из причин, по которой PAW более надежна, чем многие традиционные методы сварки.
Режимы работы плазменно-дуговой сварки
Плазменно-дуговая сварка может работать в различных режимах в зависимости от силы тока и условий применения. Каждый режим имеет свои особенности, преимущества и идеальное применение.
Микроплазма (0,1 - 15 A)
При микроплазменной сварке используется очень низкий ток. Дуга получается небольшой и стабильной, что делает ее идеальной для тонких материалов толщиной до 0,1 мм.
Этот режим является стандартным для прецизионных работ, таких как электроника, медицинские приборы и мелкие детали. Нагрев тщательно контролируется, что снижает риск прожога или коробления. Получаются чистые, стабильные сварные швы, требующие минимальной доводки.
Микроплазма идеально подходит для хрупких материалов или небольших компонентов, требующих прочных и надежных соединений.
Средний ток (15 - 200 A)
Средний ток - наиболее часто используемый режим в PAW. В нем хорошо сбалансированы проникающая способность и скорость, что делает его универсальным для многих работ.
Он хорошо работает с материалами средней толщины, обычно 1-6 мм. В этом режиме получаются ровные, прочные сварные швы с аккуратным внешним видом. Во многих отраслях промышленности его используют для сварки листового металла, деталей машин и общего производства.
Операторы выбирают средний ток, когда им нужны надежные результаты без чрезмерных искажений и перегрева.
Режим замочной скважины (более 100 А)
В режиме "замочная скважина" используется высокоэнергетическая плазменная струя, которая пробивает металл. Дуга образует небольшое отверстие, или "замочную скважину", которая перемещается вдоль шва по мере сварки.
Этот режим идеально подходит для толстых материалов, требующих глубокого проникновения. Он позволяет сваривать секции толщиной 10 мм и более за один проход. В аэрокосмической промышленности, судостроении и тяжелом машиностроении его часто используют для повышения эффективности.
Сварка в шпур уменьшает необходимость в многократных проходах, что экономит время и повышает производительность. В результате получается прочный, равномерный шов, проходящий через всю толщину металла.
Совместимость и применение материалов
Плазменно-дуговая сварка ценится за способность соединять широкий спектр металлов. Стабильная дуга и высокий нагрев делают ее подходящей для сложных отраслей промышленности.
Сварка аэрокосмических сплавов
Аэрокосмические компоненты должны обладать прочностью, малым весом и устойчивостью к экстремальным условиям. PAW используется для сварки таких сплавов, как титан, никель и алюминий. Эти металлы используются в лопатках турбин, деталях двигателей и конструктивных элементах.
Процесс обеспечивает точный контроль над подачей тепла, уменьшая деформацию и укрепляя сплавы. Чистые сварные швы также соответствуют строгим аэрокосмическим стандартам, что делает PAW надежным для критически важных деталей, которые должны работать под нагрузкой.
Соединение высокоэффективных материалов
Такие материалы, как нержавеющая сталь, кобальтовые сплавы и специальные стали, нуждаются в точной сварке для сохранения своих механических свойств. PAW обеспечивает сфокусированное тепло, минимизируя зону термического воздействия.
Такой контроль помогает предотвратить растрескивание, коробление или ослабление материала. В таких отраслях, как энергетика, химическая промышленность, нефтегазовая отрасль, PAW используется для деталей, подвергающихся воздействию давления, тепла или коррозионной среды. Этот процесс обеспечивает прочность и долговечность сварных соединений.
Применение прецизионных технологий в производстве медицинского оборудования
Медицинские приборы требуют небольших, точных и чистых сварных швов. PAW превосходно справляется с этими задачами, поскольку позволяет получить точные, повторяющиеся результаты без загрязнения металла.
Производители используют его для соединения хирургических инструментов, имплантатов и миниатюрных компонентов. Он хорошо работает с нержавеющей сталью и титаном, которые часто используются в медицинских изделиях. Его способность создавать гладкие, без дефектов соединения поддерживает строгие стандарты гигиены и производительности.

Преимущества плазменно-дуговой сварки
Плазменно-дуговая сварка обладает рядом преимуществ, что делает ее предпочтительным выбором для многих производителей. Ее точность, прочность и гибкость обеспечивают надежные результаты при выполнении сложных задач.
Точность и контроль
PAW обеспечивает превосходный контроль над сварочной дугой. Сфокусированная плазменная струя создает стабильный, концентрированный источник тепла, позволяя операторам получать стабильные сварные швы с минимальными отклонениями.
Этот процесс точно обрабатывает хрупкие материалы и сложные формы. Инженеры полагаются на этот контроль при изготовлении деталей, не терпящих деформации или перегрева. Регулируемые параметры обеспечивают повторяемость и высокое качество результатов.
Глубокое проникновение и высококачественные сварные швы
Плазменная струя достигает очень высоких температур, обеспечивая глубокое проникновение даже в толстые металлы. Это снижает необходимость в многократном проходе, что экономит время и ресурсы.
Сварные швы прочные, чистые, без дефектов, таких как пористость или подрыв. Узкая зона термического влияния сохраняет прочность и долговечность материала. Благодаря этим качествам сварные швы PAW подходят для ответственных применений, требующих надежности.
Универсальность в зависимости от материалов и толщины
PAW работает со многими металлами, включая алюминий, нержавеющую сталь, титан и высокопроизводительные сплавы. Он может эффективно сваривать очень тонкие листы или толстые секции.
Такая универсальность делает его ценным в аэрокосмической, медицинской, автомобильной промышленности и тяжелом машиностроении. От крошечных медицинских компонентов до крупных конструкционных деталей, PAW адаптируется к требованиям работы.
Ограничения плазменно-дуговой сварки
Плазменно-дуговая сварка обладает многими преимуществами, но у нее есть и некоторые проблемы. К ним относятся более высокая стоимость, требования к квалификации и возможность возникновения дефектов при отсутствии тщательного контроля.
Стоимость оборудования
Оборудование PAW стоит дороже, чем стандартные сварочные системы. Конструкция горелки, система охлаждения и прецизионные элементы управления увеличивают первоначальные инвестиции.
Техническое обслуживание увеличивает долгосрочные расходы. Расходные материалы, такие как электроды и сопла, необходимо регулярно заменять. Это может сделать PAW менее привлекательным для небольших мастерских или малосерийных проектов, где важно сохранить низкие затраты.
Требования к навыкам оператора
Этот процесс требует квалифицированных операторов. Настройка таких параметров, как ток, расход газа и скорость перемещения, требует обучения и опыта. Без надлежащей настройки дуга может стать нестабильной.
Операторы также должны научиться работать с различными материалами и режимами работы. Многие компании вкладывают средства в обучение, чтобы обеспечить стабильные результаты. Барьер навыков может замедлить внедрение технологии.
Возможные дефекты и проблемы с качеством
При отсутствии тщательного контроля PAW может привести к появлению дефектов. При неправильных настройках могут возникнуть такие проблемы, как пористость, неполное проплавление или смещение сварных швов.
Управление плазменной струей требует точности. Небольшие ошибки при изменении угла наклона горелки или скорости перемещения могут повлиять на качество сварки. Чувствительные материалы могут треснуть или деформироваться, если неправильно регулировать подачу тепла.
Критические параметры процесса
Производительность плазменно-дуговой сварки зависит от контроля ключевых параметров. Сила тока, напряжение, расход газа, скорость перемещения и расстояние до горелки - все это влияет на качество сварки.
Сила тока и напряжение
Сила тока регулирует нагрев дуги. Низкая сила тока (0,1-15 A) используется для микроплазменной сварки тонких листов толщиной менее 1 мм. Средняя сила тока (15-200 А) типична для общего производства. Высокая сила тока (более 100 А) поддерживает режим "замочной скважины" для глубокого проникновения в толстые материалы.
Напряжение обычно составляет от 20 до 50 В, в зависимости от силы тока и конструкции горелки. Стабильное напряжение необходимо для поддержания стабильной дуги и предотвращения повреждения сварочной шайбы.
Скорости потока газа и смеси
Поток газа стабилизирует плазменную дугу и защищает сварочную ванну. Расход плазменного газа обычно составляет 0,5-5 л/мин для работы на малых токах и до 15 л/мин для сварки на больших токах.
Аргон является основным плазмообразующим газом. Водород часто добавляется в соотношении 2-10% для увеличения нагрева дуги и ее проникающей способности. Защитный газ, обычно аргон, подается со скоростью 10-20 л/мин, чтобы защитить расплавленный бассейн от окисления.
Скорость движения и расстояние до факела
Скорость движения влияет на проплавление и качество шарика. Для сварки на среднем токе стандартной является скорость 100-250 мм/мин. Слишком медленное перемещение может привести к перегреву материала и расширению шарика, а слишком быстрое - к неполному проплавлению.
Расстояние между соплом и заготовкой обычно составляет 1,5-3 мм. Меньший зазор фокусирует тепло, в то время как больший зазор ослабляет дугу и может привести к нестабильности.
Сравнение с другими методами сварки
Плазменно-дуговая сварка имеет общие черты с другими сварочными процессами и обладает уникальными преимуществами. Сравнение с другими методами позволяет выявить ее сильные и слабые стороны.
Плазменно-дуговая сварка в сравнении с плазменной сваркой
Плазменная сварка и плазменно-дуговая сварка используют вольфрамовый электрод для создания электрической дуги, но эти два процесса отличаются точностью и направленностью энергии. При стандартной плазменной сварке дуга менее концентрирована, что ограничивает проплавление и контроль.
Плазменно-дуговая сварка улучшает эту схему благодаря суженному соплу в горелке. Сопло ускоряет электроны и ионизирует газ, создавая высокофокусированную плазменную струю. Это приводит к более высокой плотности тепла, более глубокому проплавлению и более стабильной дуге, чем при обычной плазменной сварке.
Сфокусированная дуга также уменьшает зону термического влияния, что позволяет выполнять узкие и точные сварные швы. PAW эффективно работает с тонкими и толстыми металлами, что делает ее идеальной для точных и прочных применений. В отличие от нее, стандартная плазменная сварка подходит для более простых задач, но не имеет такого же уровня контроля и универсальности.
Плазменно-дуговая сварка в сравнении с TIG-сваркой
TIG-сварка В ней используется вольфрамовый электрод для создания дуги непосредственно между горелкой и заготовкой, что позволяет получать чистые и качественные сварные швы. Плазменно-дуговая сварка основывается на этой идее и имеет более совершенную конструкцию горелки. Суженное сопло увеличивает скорость электронов и концентрирует дугу, обеспечивая более высокую плотность энергии.
Сфокусированная плазменная струя обеспечивает более глубокое проникновение при использовании меньшего тока, чем при сварке TIG. Узкая зона термического влияния уменьшает искажения и улучшает допуски. PAW также обеспечивает более стабильный контроль дуги и большую гибкость в выборе расстояния между горелками, что очень важно для получения точных и воспроизводимых результатов.
Одним словом, плазменно-дуговую сварку можно рассматривать как усовершенствованную форму сварки TIG. Она обеспечивает большую эффективность, улучшенный контроль и более высокую производительность в широком диапазоне материалов и толщин, что делает ее хорошо подходящей для отраслей, где требуется точность и стабильность результатов.
| Особенность | Плазменно-дуговая сварка | Плазменная сварка | TIG-сварка |
|---|---|---|---|
| Контроль дуги | Высококонцентрированный и стабильный | Менее концентрированный | Умеренный, менее целенаправленный |
| Плотность тепла | Высокий | Средний | Средний |
| Проникновение | Глубокий | Умеренный | От мелкого до умеренного |
| Зона термического воздействия | Маленький | Крупнее | Умеренный |
| Точность | Высокий | Средний | Высокая для тонких материалов |
| Текущее требование | Ниже, чем при ТИГ | Умеренный | Выше, чем PAW, для глубоких сварных швов |
| Расстояние отстоя | Гибкость и стабильность | Менее стабильный | Умеренный |
| Лучшее применение | Тонкие и толстые металлы, высокоточные приложения | Общее изготовление | Тонкие материалы, детальная работа |
| Совместимость с автоматикой | Высокий | Средний | Средний |
Заключение
Плазменно-дуговая сварка - это точный и гибкий метод. Она обеспечивает глубокое проникновение и чистоту сварных швов и работает с металлами различных типов и толщин. Сфокусированная плазменная струя обеспечивает лучший контроль, меньшие зоны термического воздействия и более высокую эффективность по сравнению с традиционными методами, такими как сварка TIG.
Повышение качества и эффективности производства с помощью плазменно-дуговой сварки, свяжитесь с нами сегодня чтобы обсудить ваш проект и получить индивидуальное решение.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
