Вы ищете метод производства, позволяющий получать прочные, высококачественные металлические детали с точными деталями и гладкой поверхностью? Гравитационное литье под давлением может стать решением. Этот метод использует силу тяжести для заливки расплавленного металла в форму, создавая детали, широко используемые в автомобильной, аэрокосмической и других отраслях промышленности.
Этот метод может стать отличным вариантом, если вам нужны прочные и устойчивые металлические детали. Давайте рассмотрим, как он работает и где применяется.
")
Что такое гравитационное литье под давлением?
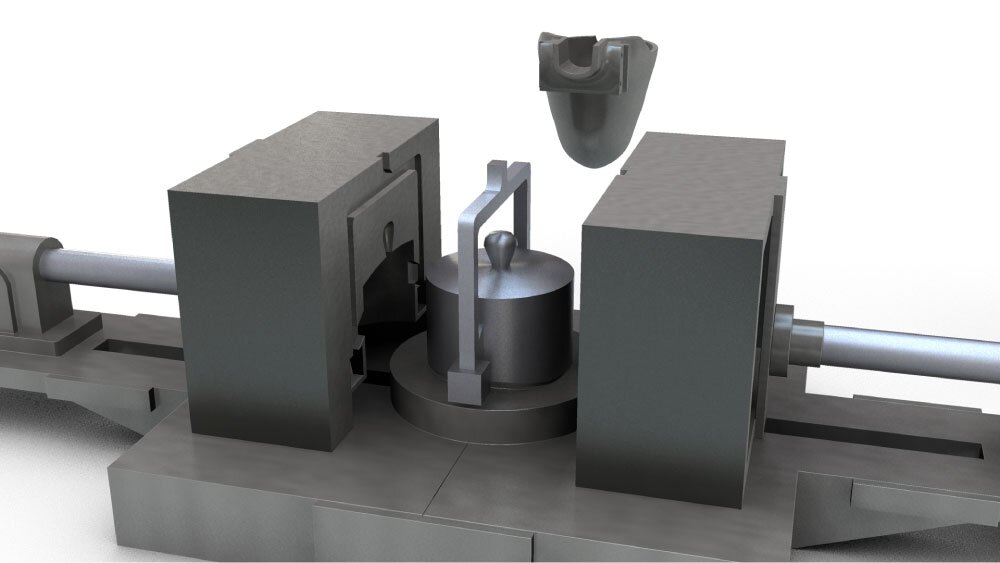
Гравитационное литье - это процесс литья металла, при котором расплавленный металл заливается в форму многоразового использования под действием силы тяжести. В отличие от некоторых методов, использующих внешнее давление, в этом процессе заполнение формы происходит исключительно под действием силы тяжести. В результате получаются детали с малым количеством дефектов и высокой точностью.
Процесс начинается с нагревания металла до тех пор, пока он не станет расплавленным. Как только он достигает нужной температуры, расплавленный металл заливается в форму. Форма предварительно нагревается, чтобы предотвратить тепловой удар и обеспечить равномерное заполнение полости. Гравитация втягивает расплавленный металл в форму, которая остывает и затвердевает.
Как работает гравитационное литье под давлением? Шаг за шагом
Гравитационное литье под давлением - это простой процесс, включающий несколько этапов для обеспечения точности и качества. Вот описание того, как это работает:
Шаг 1: Подготовьте форму
Первый шаг - подготовка формы. Перед использованием формы ее предварительно нагревают, чтобы предотвратить тепловой удар и помочь металлу течь более плавно.
Шаг 2: Расплавьте металл
Затем металл нагревают в печи, пока он не станет расплавленным. Температура зависит от металла.
Шаг 3: Залейте расплавленный металл в форму
После того как металл расплавится, его заливают в форму под действием силы тяжести. Форму держат под углом или на уровне, чтобы расплавленный металл стекал в каждую полость.
Шаг 4: Дайте металлу остыть и затвердеть
Когда форма заполнена, расплавленный металл начинает остывать. По мере остывания он затвердевает и принимает форму пресс-формы.
Шаг 5: Извлеките деталь из формы
После охлаждения и застывания металла форму открывают, чтобы извлечь готовую деталь. Формы для гравитационного литья под давлением разработаны таким образом, чтобы их можно было легко открыть и извлечь отлитую деталь без повреждений.
Основные аспекты гравитационного литья под давлением
При работе с гравитационным литьем под давлением необходимо учитывать несколько важных факторов, чтобы обеспечить производство высококачественных деталей. Эти факторы могут повлиять на эффективность, долговечность и точность конечного продукта.
Свойства материалов и критерии выбора
Выбор правильного материала имеет решающее значение при гравитационном литье под давлением. Материал влияет на прочность, производительность и долговечность литых деталей. Обычно используются сплавы алюминия, цинка и латуни, каждый из которых обладает различными преимуществами для разных областей применения.
- Алюминий Легкий, устойчивый к коррозии и прочный. Он часто используется для изготовления деталей автомобильной и аэрокосмической промышленности.
- Цинк обладает отличной литейной способностью, низкой температурой плавления и хорошей прочностью. Он широко используется для изготовления электрических компонентов.
- Латунь Прочный и легко поддающийся обработке, он идеально подходит для изготовления декоративных деталей.
Срок службы и уход за плесенью
Срок службы пресс-формы - еще один ключевой фактор гравитационного литья под давлением. Из-за высоких температур и многократного использования формы со временем изнашиваются, что может повлиять на качество и эффективность процесса.
- Дизайн пресс-формы: Хорошо спроектированная форма служит дольше благодаря снижению износа.
- Регулярный осмотр и техническое обслуживание: Регулярные проверки на наличие трещин, эрозии или повреждений помогают предотвратить дефекты в литых деталях.
- Восстановление: Некоторые пресс-формы могут быть восстановлены, что позволяет экономить средства и поддерживать постоянство.
Контроль процессов и обеспечение качества
Гравитационное литье под давлением требует тщательного контроля процесса и обеспечения качества для получения высококачественных деталей.
- Контроль температуры: Контроль температуры расплавленного металла имеет решающее значение. Слишком высокая или слишком низкая температура может привести к таким дефектам, как слабые участки или пористость.
- Металлический поток: Расплавленный металл должен равномерно поступать в форму, чтобы избежать образования воздушных карманов или неполного заполнения.
- Скорость охлаждения: Скорость охлаждения должна контролироваться для предотвращения таких проблем, как коробление или растрескивание, что обеспечивает сохранение целостности деталей.
Преимущества гравитационного литья под давлением
Гравитационное литье под давлением очень эффективно для производства прочных и точных металлических деталей. Давайте подробно рассмотрим основные преимущества.
Высокая точность
Гравитационное литье под давлением известно тем, что позволяет получать детали с жесткими допусками и высокой точностью. Использование многоразовой формы и контролируемая заливка расплавленного металла обеспечивают точность конечной детали.
Прочность и долговечность
Детали, изготовленные методом гравитационного литья под давлением, отличаются прочностью и долговечностью. Такие материалы, как алюминиевые и цинковые сплавы, выбираются благодаря своим свойствам, которые улучшают механические характеристики деталей.
Экономическая эффективность
Формы долговечны и пригодны для многократного использования, что со временем снижает стоимость одной детали. Процесс не требует дорогостоящих систем высокого давления или сложных установок, что делает его более дешевым по сравнению с другими методами литья.
Отличная обработка поверхности
Гравитационное литье под давлением позволяет получать детали с гладкой поверхностью. В результате этого процесса получаются детали с небольшим количеством дефектов и чистой поверхностью, часто требующие меньшей последующей обработки.
Уменьшенная пористость
Пористость, или воздушные карманы в материале, является распространенной проблемой при литье металлов. Гравитационное литье под давлением, благодаря контролируемому процессу заполнения, помогает уменьшить пористость.

Проблемы и ограничения
Несмотря на то, что гравитационное литье под давлением имеет множество преимуществ, оно сопряжено с определенными трудностями и ограничениями. Понимание этих проблем помогает производителям снизить риски и улучшить процесс литья.
Дефекты отливки при гравитационном литье под давлением
Несмотря на высокую точность, при гравитационном литье под давлением все же могут возникать дефекты литья. Эти дефекты могут повлиять на прочность и качество конечных деталей, что приведет к задержкам в производстве или дополнительной доработке.
Распространенные дефекты: Пористость, усадка и растрескивание
- Пористость: В литой детали могут образовываться небольшие воздушные карманы или пустоты, снижающие прочность. Это часто происходит, когда расплавленный металл не заполняет форму или металл остывает слишком быстро.
- Усадка: По мере остывания металла он может сжиматься, что приводит к появлению участков с пониженной плотностью и прочностью. Усадка может повлиять на структурную целостность детали и привести к плохой обработке поверхности.
- Крекинг: Трещины могут возникнуть на этапе охлаждения, часто из-за быстрого охлаждения или неправильной конструкции пресс-формы. Это влияет на долговечность детали и может привести к дорогостоящим дефектам.
Решения для минимизации дефектов литья
Чтобы уменьшить количество таких дефектов, производители могут:
- Контролируйте температуру расплавленного металла, чтобы предотвратить быстрое охлаждение и усадку.
- Оптимизируйте конструкцию пресс-формы для лучшего потока металла и избегайте попадания воздуха.
- Передовые методы контроля качества, такие как рентгеновский или ультразвуковой контроль, позволяют обнаружить и устранить дефекты на ранних стадиях процесса.
Сложность при проектировании пресс-форм
Конструкция пресс-формы играет решающую роль в успехе гравитационного литья под давлением. Несмотря на относительную простоту процесса, создание форм, способных выдерживать многократное использование и обеспечивать стабильные результаты, может оказаться непростой задачей.
Факторы, влияющие на выбор конструкции пресс-формы
- Выбор материала: Формы должны быть изготовлены из прочных материалов, таких как сталь или чугун, которые могут выдерживать высокие температуры и многократное воздействие расплавленного металла.
- Рассеивание тепла: Форма должна быть рассчитана на контролируемое охлаждение, чтобы избежать таких дефектов, как коробление или растрескивание.
- Сложность формы: Более сложные геометрии деталей могут повысить сложность проектирования пресс-форм, требуя применения специальных технологий для обеспечения полного заполнения и надлежащего охлаждения.
Ограничения по размеру и толщине деталей
Гравитационное литье под давлением не идеально для очень больших или очень толстых деталей. Этот процесс лучше подходит для деталей среднего размера с толщиной стенок в определенном диапазоне.
- Размер детали: Отливка крупных деталей может быть сложной из-за ограничений по размеру формы и возможности обеспечить постоянное охлаждение.
- Толщина стен: Очень толстые детали могут подвергаться неравномерному охлаждению и усадке, что приводит к появлению дефектов. Тонкостенные детали изготавливаются легче, но требуют тщательного контроля расхода металла и охлаждения для предотвращения таких проблем, как пористость.
Области применения гравитационного литья под давлением
Гравитационное литье под давлением используется во многих отраслях промышленности, поскольку с его помощью получаются высококачественные и прочные детали. Универсальность этого метода позволяет использовать его в различных отраслях, где требуется точность и прочность.
Автоматизированная индустрия
В автомобильной промышленности методом гравитационного литья под давлением изготавливаются такие детали, как блоки двигателей, корпуса коробок передач и компоненты шасси. Он предпочтителен для производства легких, высокопрочных деталей, улучшающих топливную экономичность и эксплуатационные характеристики.
Аэрокосмическая и оборонная промышленность
Аэрокосмическая и оборонная промышленность использует гравитационное литье для изготовления деталей, выдерживающих высокие нагрузки и суровые условия. Этим методом часто изготавливаются такие компоненты, как корпуса, структурные детали и детали двигателей.
Промышленное оборудование и машины
Этим методом производятся такие распространенные компоненты, как насосы, шестерни, корпуса и клапаны. Прочность и долговечность деталей делают их идеальными для тяжелых условий эксплуатации, где оборудование должно работать в сложных условиях.
Потребительские товары
В индустрии потребительских товаров методом гравитационного литья под давлением создаются изделия, которым необходимы функциональные характеристики и привлекательный внешний вид. Этот метод часто используется для изготовления таких деталей, как электронные корпусаДекоративные элементы и кухонная техника.
В чем разница между литьем под давлением и гравитационным литьем?
Литье под давлением и гравитационное литье - оба метода производства металлических деталей, но имеют разные процессы и области применения. Понимание этих различий поможет вам выбрать подходящий метод для ваших производственных нужд.
Процесс
При литье под давлением расплавленный металл впрыскивается в форму. Механический или гидравлический пресс быстро вливает расплавленный металл в форму. Высокое давление обеспечивает заполнение формы, что приводит к высокой точности и мелким деталям.
При гравитационном литье расплавленный металл заливается в форму под действием силы тяжести. Внешнее давление отсутствует. По мере остывания и затвердевания металл сам стекает в полость формы. Этот процесс более медленный и зависит от веса расплавленного металла, заполняющего форму.
Точность и сложность
Литье под давлением обеспечивает высокую точность и позволяет изготавливать сложные детали с отличной повторяемостью. Высокое давление обеспечивает жесткие допуски и гладкую поверхность.
Гравитационное литье, как правило, менее точное и не позволяет добиться такого же уровня детализации. Хотя с его помощью можно создавать сложные формы, детали могут потребовать дополнительной отделки для достижения желаемого качества.
Скорость
Литье под давлением происходит быстрее, чем гравитационное литье, благодаря впрыску под высоким давлением. Это приводит к ускорению темпов производства, что делает его идеальным для крупносерийного производства.
Гравитационное литье медленнее, поскольку металл заполняет форму под действием силы тяжести, и процесс в большей степени зависит от времени охлаждения.
Размер и толщина деталей
Литье под давлением лучше всего подходит для деталей малого и среднего размера с тонкими стенками. Высокое давление позволяет отливать детали точной формы, но оно может не подойти для больших или толстых деталей.
Гравитационное литье лучше подходит для крупных и толстых деталей. Оно хорошо подходит для деталей, которым требуется большая масса, поскольку у металла есть больше времени, чтобы осесть и заполнить форму.
Заключение
Гравитационное литье под давлением - это гибкий и экономически эффективный метод производства высококачественных и долговечных деталей. Использование силы тяжести для заполнения формы обеспечивает точность и минимизирует дефекты. Этот процесс позволяет создавать прочные, надежные детали, отвечающие строгим стандартам, с превосходной отделкой поверхности и уменьшенной пористостью.
Гравитационное литье под давлением может стать правильным выбором, если вам нужно надежное решение для ваших производственных нужд. Связаться с нами узнайте сегодня, как гравитационное литье под давлением может улучшить ваш производственный процесс.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Нержавеющая сталь с защитой от отпечатков пальцев: как это работает и как выбрать

OEM и контрактное производство: Как выбрать правильную модель для вашего проекта

Стоимость установки и стоимость единицы продукции при производстве листового металла
