Когда металлическая деталь не подходит по размеру после сгибания, это часто указывает на неудачу. Это небольшое измерение может повлиять на весь результат. Если не знать, как зазор влияет на длину гиба, конечные детали могут получиться слишком короткими или слишком длинными. Чтобы избежать подобных проблем, очень важно понимать, что такое отступ и как его правильно рассчитать.
Сетбэк кажется простым, но он многое контролирует за кулисами. Давайте подробнее рассмотрим, как он используется и как правильно его рассчитать.
Что такое "обратная сторона листового металла"?
Отступ листового металла - это расстояние от вершины сгиба до начала фланца. Оно включает в себя часть радиуса изгиба и толщину материала. Это измерение помогает определить количество материала, используемого при изгибе.
Без отступа плоский макет не будет соответствовать окончательному варианту гнутой детали. Например, если вы не сделаете отступ, при изгибе фланец может слишком сильно вдавиться или выйти. Это приводит к ошибкам в размерах, форме и расположении отверстий.
Величина отступа меняется в зависимости от толщины материала, внутреннего радиуса изгиба и угла изгиба.
Ключевые понятия, лежащие в основе заступа для листового металла
Отступ работает вместе с другими факторами изгиба. Чтобы правильно его применить, необходимо знать, как на него влияют радиус изгиба, коэффициент K и тип материала.
Радиус изгиба и его взаимосвязь с расстоянием между ними
The радиус изгиба это внутренняя кривая изгиба. Он напрямую влияет на то, насколько сильно растягивается металл при гибке.
При увеличении радиуса изгиба на дугу расходуется больше материала. Это означает, что увеличивается и зазор. При меньшем радиусе изгиб получается более тугим, поэтому обратный ход короче.
Понимание K-фактора и нейтральной оси
The Коэффициент K это коэффициент, который определяет, где в материале находится нейтральная ось.
Нейтральная ось - это место в толщине, которое не растягивается и не сжимается при изгибе. Обычно она находится где-то между 30% и 50% толщины от внутренней поверхности.
Коэффициент k влияет на то, как рассчитываются припуски на изгиб и отступ. Низкий коэффициент K означает большее сжатие. Более высокий означает большее растяжение. Таким образом, изменение коэффициента K меняет количество металла, используемого при изгибе.
Как тип материала влияет на величину обратного отступа?
Разные материалы ведут себя по-разному при сгибании. Мягкие металлы, такие как алюминий, растягиваются сильнее, чем твердые металлы, такие как нержавеющая сталь.
Это влияет на радиус изгиба и коэффициент K. Таким образом, тип материала изменяет величину зазора, даже если толщина и угол остаются неизменными.
Например, при гибке алюминия может потребоваться больший внутренний радиус, чтобы избежать растрескивания. Это увеличивает задержку. С другой стороны, низкоуглеродистая сталь может выдержать более жесткий изгиб, что приведет к более незначительной задержке.

Отступ по сравнению с другими терминами изгиба
Задний план часто путают с другими терминами подгибки. Каждый из них играет свою роль в раскладке плоской детали. Полезно посмотреть, как они сопоставляются.
Отступ от стены в сравнении с допустимым изгибом
Отступ измеряет расстояние по прямой линии от вершины изгиба до начала фланца. Он используется для правильного расположения линий изгиба.
Припуск на изгиб это длина дуги самого сгиба. Она показывает, сколько материала уходит на изгиб при его формировании.
Отступ помогает определить, где начинается изгиб. Припуск на изгиб помогает определить, сколько материала нужно внутри изгиба. Оба показателя используются вместе при расчете длины плоской части.
Вы можете подумать об этом так:
- Возврат подскажет вам, с чего начать сгибание.
- Припуск на сгиб показывает, какую длину займет сгиб.
Отступление против вычитания
Вычитание изгиба используется для определения того, насколько короче должна быть плоская деталь, чем сумма длин фланцев.
Отступ - это часть того, что помогает рассчитать вычет на изгиб. Формула вычета изгиба часто включает в себя отступ:
Вычет на изгиб = 2 × отступ - припуск на изгиб
Так, если отступ измеряет геометрию, то вычитание изгиба - это окончательная корректировка, чтобы сгладить 3D-изгиб в 2D-шаблон. Она помогает получить точные размеры фланцев после гибки.
Расчет отступа для листового металла
Чтобы создать точные плоские детали, необходимо правильно рассчитать отступы. Для этого нужно знать, какие размеры вы используете - внутренние или внешние - и как в уравнение вписывается коэффициент K.
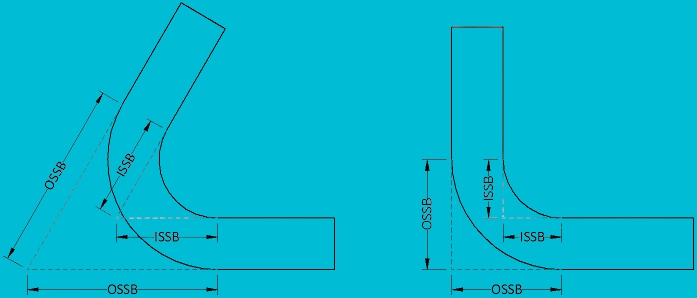
Расчет внешнего отступа
Внешний отступ используется, когда оба фланца измеряются до внешнего края фланца. Он включает в себя внутренний радиус изгиба и толщину материала.
Формула такова:
Внешний зазор (OSSB) = (T + R) × tan(A ÷ 2)
Где:
- T - толщина материала
- R - внутренний радиус изгиба
- A - угол изгиба
Этот метод хорошо работает при работе с внешними размерами готовой детали.
Расчет внутреннего отступа
Внутренний отступ используется, когда размеры фланца измеряются с внутренней стороны изгиба. При этом методе вычитается радиус изгиба.
Формула выглядит следующим образом:
Внутренний зазор = R × tan(A ÷ 2)
Это проще, но работает только при проектировании с внутренними размерами.
Если вы используете программное обеспечение САПР, оно обычно по умолчанию выбирает один или другой вариант. Знание того, какой из них используется, поможет избежать путаницы.
Как использовать K-фактор в расчетах?
Коэффициент K не является непосредственной частью формул расчета отступов. Однако он влияет на припуск на изгиб, который связан с припуском при расчете плоских деталей.
Если вы знаете коэффициент K, вы можете рассчитать припуск на изгиб:
Пособие по изгибу = A × (π ÷ 180) × (R + K × T)
Затем используйте этот припуск на изгиб в формуле вычитания изгиба:
Вычет на изгиб = 2 × отступ - припуск на изгиб
Этот процесс поможет вам работать в обратном направлении, отталкиваясь от готовых размеров фланцев, чтобы создать плоский макет.
Примеры общих расчетов застройки
Пример 1:
Толщина материала: 1,5 мм
Внутренний радиус: 2 мм
Угол изгиба: 90°
Отступ = (1,5 + 2) × tan(90 ÷ 2)
Отступ = 3,5 × tan(45)
Отступ ≈ 3,5 мм
Пример 2:
Толщина материала: 2 мм
Внутренний радиус: 2 мм
Угол изгиба: 60°
Отступ = (2 + 2) × tan(30)
Отступ ≈ 4 × 0,577
Отступ ≈ 2,31 мм
Эти примеры иллюстрируют, как небольшое изменение угла или толщины изменяет величину отступа. Всегда проверяйте цифры для каждой новой детали.
Калькулятор расчета осадки листового металла
Факторы, влияющие на установку листового металла
На величину отступа влияют несколько переменных. Если какая-либо из них изменится, рассчитанная вами длина шляпки может оказаться неверной. Соблюдение этих факторов поможет обеспечить точность деталей.
Угол изгиба
Угол изгиба напрямую влияет на величину отступа. При увеличении угла материал больше растягивается. Это увеличивает отступ. Изгиб на 90° будет иметь более незначительный зазор, чем изгиб на 135° при использовании того же материала и радиуса.
Для каждого угла значение тангенса в формуле меняется. Это делает разницу в углах наклона заметной.
Радиус изгиба
Радиус изгиба также изменяет величину отступа. При большем радиусе увеличивается длина дуги. Это сильнее растягивает материал. Это отодвигает фланец дальше и увеличивает зазор.
Для более узких радиусов требуется меньше материала, так что отступление будет более незначительным. Но при более жестких изгибах также существует риск образования трещин, особенно в более твердых материалах.
Выбор инструмента контролирует радиус изгиба. Таким образом, выбор пуансона и матрицы влияет на конечную величину отступа.
Толщина материала
Более толстым материалам требуется больше места для изгиба. Дополнительный объем означает, что в дугу попадает больше металла. Зазор увеличивается с толщиной материала. Если вы перейдете с толщины 1 мм на толщину 2 мм, зазор не увеличится ровно вдвое, но значительно возрастет.
Всегда проверяйте толщину материала перед сгибанием. Небольшое изменение здесь может создать значительные проблемы с раскладкой.
Пружинистость и компенсация
Отпрянуть происходит, когда металл пытается вернуться к своей плоской форме после сгибания. Это смещает конечный угол изгиба и влияет на фактическую величину отката. Некоторые материалы, такие как нержавеющая сталь, имеют большую обратную пружину, чем другие. Для достижения заданного угла может потребоваться небольшой перегиб.
Эта компенсация изменяет эффективный угол изгиба в формуле. Это означает, что расчет отступа должен отражать компенсированный угол, а не проектный.
Надбавка за изгиб и вычет за изгиб
Отступ тесно связан с припуском на изгиб и вычетом на изгиб. Если припуск на изгиб слишком мал, длина фланцев будет короткой. Если он слишком велик, они будут слишком длинными. В любом случае место начала изгиба будет смещено, что изменит требуемый отступ.
Вы можете использовать известные таблицы припусков на изгиб для проверки своих значений. Или протестируйте детали и измерьте, что работает лучше всего. Совмещение всех трех значений - отступа, припуска на изгиб и вычета на изгиб - дает наиболее точную плоскую деталь.
Распространенные ошибки, связанные с неудачами
Ошибки в расчете зазора приводят к плохой подгонке деталей, переделкам и напрасно потраченным материалам. Избежание этих ошибок экономит время и повышает точность деталей.
Игнорирование пружинения материала
Такие материалы, как алюминий или нержавеющая сталь, имеют тенденцию пружинить сильнее, чем другие. Если вы рассчитаете отступ, используя проектный угол, но металл отпружинит, ваш изгиб будет неправильным. В результате вы получите слишком короткий или слишком длинный фланец.
Всегда учитывайте обратную пружину, корректируя угол изгиба в расчетах или программируя перегиб в настройках листогибочного пресса.
Неверные предположения об угле изгиба
Некоторые производители считают, что все изгибы имеют угол 90°, но это часто не так. Изгиб на 92° или 88° изменяет отступ достаточно, чтобы вызвать несоосность деталей.
Всегда измеряйте фактический угол, который вы планируете сформировать, а не только тот, что указан на чертеже. Таким образом, ваши формулы будут верными, а конечная деталь будет соответствовать плоскому шаблону.
Игнорирование вариаций инструмента
Инструментарий влияет на радиус изгиба. Использование другого пуансона или штампа изменяет внутренний радиус, что, в свою очередь, изменяет величину отступа. Использование штампа с большим отверстием увеличивает радиус изгиба. Это также увеличивает обратный ход. Если не обновить расчеты, деталь будет слишком длинной.
Перед гибкой обязательно проверьте настройку инструмента. Даже незначительное изменение радиуса изменяет количество материала, используемого при изгибе.
Заключение
Отступ для листового металла - ключевая величина при гибке. Отступ помогает рассчитать длину плоского участка перед гибкой. Она зависит от угла изгиба, толщины материала, радиуса изгиба и упругости. Использование правильного отступа обеспечивает точность изгибов и уменьшает количество ошибок. Это также способствует лучшему планированию, уменьшению количества корректировок и более чистым результатам производства.
Хотите получить точные детали из листового металла без проб и ошибок? Обращайтесь к нам для получения квалифицированной поддержки и быстрых, надежных гибочных решений, разработанных специально для вашего проекта.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Лазерная текстуризация металлов: подготовка, оптимизация производства и контроль затрат

Электрооцинкованная сталь: руководство по изготовлению и выбору

Перфорация против лазерной резки: Стоимость, скорость и преимущества DFM
