Muitas pessoas no sector da produção enfrentam um desafio significativo: selecionar o processo de maquinagem adequado. Já deve ter ouvido falar de fresagem, torneamento, perfuração ou retificação CNC - mas quando é que cada um deve ser utilizado? Escolher a operação correta significa melhores resultados e menos desperdício. Então, como pode saber o que funciona melhor para o seu projeto?
Se quiser tirar o melhor partido da maquinagem, tem de saber o que cada processo pode fazer. Cada operação dá-lhe um resultado diferente. De seguida, vamos analisar cada tipo e explicar como funciona.

O que é a maquinagem?
A maquinagem é um processo subtrativo. Remove material de um bloco sólido, frequentemente metal, para criar formas específicas. Isto é feito utilizando ferramentas de corte, mós ou descargas eléctricas. A maior parte da maquinagem é efectuada em máquinas como tornos, fresas, berbequins e rebarbadoras.
A maquinagem pode fazer buracos, ranhuras, curvas e superfícies planas. Trabalha com metais, plásticos e outros materiais duros. Os tipos de maquinagem mais comuns incluem o torneamento, a fresagem, a perfuração e a retificação. Estes métodos são utilizados em oficinas, fábricas e oficinas de trabalho.
As operações de maquinagem dividem-se em dois grupos principais: convencionais e não convencionais. Cada grupo inclui vários processos específicos. Vamos examinar a repartição dos diferentes tipos de processos abaixo.
Processo de maquinação convencional
Este grupo utiliza a força mecânica para remover material. Uma ferramenta de corte toca na peça de trabalho e retira as aparas. Estes métodos são comuns na maioria das oficinas.
Girando
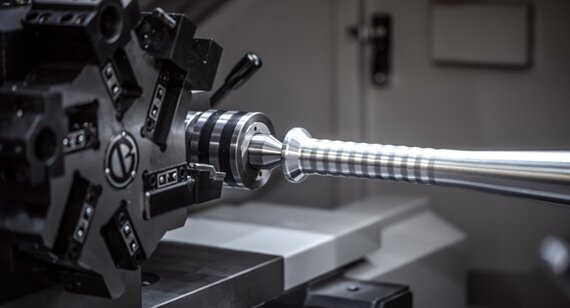
Girando utiliza um torno. A peça de trabalho gira enquanto uma ferramenta de corte de ponta única molda o exterior ou o interior. É utilizado para peças redondas ou cilíndricas.
O torneamento pode produzir superfícies lisas, cones e roscas. É ideal para veios, casquilhos e outras peças rotativas. Também suporta alta precisão e tempos de ciclo rápidos.
Fresagem
Fresagem utiliza uma ferramenta rotativa para cortar material. A ferramenta desloca-se sobre uma peça de trabalho fixa. Existem dois tipos principais: fresagem vertical e horizontal.
A fresagem produz superfícies planas, ranhuras, bolsas e formas complexas. É utilizada no fabrico de moldes, peças aeroespaciais e na produção de componentes estruturais. Também pode lidar com metais mais duros com ferramentas adequadas.
Perfuração
Perfuração cria furos redondos. Uma broca roda e empurra o material. É uma das operações mais simples e mais utilizadas.
A perfuração é utilizada para criar orifícios de montagem, instalar fixadores e encaminhar passagens de fluido. Pode ser seguido de escareamento ou rosqueamento para maior precisão ou um ajuste mais apertado da rosca.
Retificação
Retificação utiliza um disco abrasivo para remover pequenas quantidades de material. Proporciona um acabamento fino e uma elevada precisão.
É utilizada para metais duros ou para o acabamento de peças após outras etapas de maquinagem. A retificação permite obter tolerâncias apertadas em termos de planicidade, arredondamento e acabamento da superfície.
Serrar
A serração corta o material utilizando uma lâmina com dentes. É utilizado principalmente para cortar material em bruto em secções mais pequenas. As serras de fita e as serras circulares são os tipos mais comuns.
Este método é rápido e direto. É ótimo para cortes rectos em metais, plásticos e madeira. A serragem é frequentemente utilizada como passo preparatório antes da fresagem ou perfuração.
Brochagem
Brochagem utiliza uma ferramenta dentada que se desloca ao longo ou através de uma peça. Cada dente remove uma pequena quantidade de material. O resultado é uma forma precisa feita num só movimento.
A brochagem é adequada para ranhuras de chaveta internas, estrias ou furos não redondos. É rápido e preciso, mas necessita de ferramentas personalizadas. É melhor para grandes volumes de produção.
Aplainamento
A planificação desloca a peça de trabalho através de uma ferramenta de corte fixa. Permite obter superfícies planas em peças grandes ou compridas. Este método é menos comum atualmente devido à prevalência da fresagem CNC.
As plainas são máquinas de grandes dimensões. São utilizadas para peças demasiado grandes para as fresadoras. A plaina é adequada para fazer superfícies rectas, planas ou escalonadas.
Alargamento
O escareamento torna um furo mais suave e mais preciso. Um escareador tem várias arestas de corte. Remove muito pouco material.
Este método é utilizado quando é necessário um diâmetro de furo e um acabamento precisos. É comum em peças que necessitam de pinos, casquilhos ou rolamentos encaixados por pressão.
Processo de maquinação não convencional
Estes processos removem material sem a utilização de ferramentas de corte afiadas. Utilizam energia, produtos químicos ou movimento de fluidos. São inestimáveis quando se trabalha com materiais duros, em cantos apertados ou com peças sensíveis ao calor.
Usinagem por Descarga Elétrica (EDM)
A electroerosão remove material através de faíscas eléctricas. A ferramenta e a peça de trabalho nunca se tocam. Em vez disso, as descargas eléctricas criam calor que derrete e remove o material.
O EDM funciona bem com metais duros, componentes de paredes finas e formas complexas. É frequentemente utilizada para fazer moldes, matrizes e pequenas peças. Deixa um acabamento suave e mantém tolerâncias apertadas.
Maquinação química
A maquinação química remove material através de reacções químicas controladas. A peça é mascarada e depois mergulhada em ácido ou noutras soluções que dissolvem as áreas expostas.
Este processo é ideal para materiais finos ou padrões complexos. Não gera tensão ou calor, o que o torna adequado para peças delicadas. As utilizações típicas incluem painéis aeroespaciais e placas de circuitos impressos.
Maquinação eletroquímica (ECM)
A ECM utiliza corrente eléctrica e fluido para dissolver o metal. É como o EDM, mas sem faíscas. A ferramenta não toca na peça, e o processo é suave e rápido.
É utilizado para metais duros como o titânio ou o Inconel. O ECM pode produzir formas complexas, cantos afiados e superfícies sem rebarbas. É utilizado em lâminas de turbinas, peças médicas e sistemas de combustível.
Maquinação por feixe laser (LBM)
A maquinagem por feixe laser utiliza um laser focalizado para fundir ou vaporizar o material. Funciona sem tocar na peça. O calor do laser remove o material rapidamente e com elevada precisão.
O LBM é ótimo para cortar metais finos, plásticos e cerâmica. Produz arestas limpas e detalhes finos. É frequentemente utilizado para eletrónica, ferramentas médicas e peças de chapa personalizadas.
Maquinação por jato abrasivo
Este processo utiliza gás de alta velocidade misturado com partículas abrasivas. O fluxo atinge a superfície e desgasta-a.
Ajuda a cortar materiais duros e frágeis como vidro, cerâmica ou aço endurecido. Não deixa nenhuma zona afetada pelo calor. É uma boa escolha para peças delicadas ou sensíveis ao calor.
Maquinação por ultra-sons
A maquinação por ultra-sons utiliza vibrações de alta frequência e lama abrasiva. A ferramenta não gira. Em vez disso, vibra rapidamente e lasca o material.
É ideal para materiais frágeis ou duros, como o vidro, o quartzo e a cerâmica. Cria detalhes finos e arestas suaves sem rachar.
Maquinação por feixe de electrões (EBM)
O EBM utiliza um feixe de electrões de alta velocidade para cortar ou perfurar o material. O feixe derrete a superfície utilizando calor intenso.
É feito no vácuo e funciona bem para obter excelentes caraterísticas. O EBM é utilizado em peças aeroespaciais, electrónicas e nucleares. É capaz de efetuar microfuros de alta precisão e cortes profundos em metais resistentes.

Diferenças entre operações de maquinagem
Cada processo de maquinagem tem os seus pontos fortes. Aqui está uma descrição clara das principais diferenças entre as operações de maquinagem:
Abordagem de remoção de material
Os processos convencionais, como a fresagem e o torneamento, utilizam o corte direto com ferramentas afiadas. Os processos não convencionais removem material utilizando calor, produtos químicos ou abrasivos. O EDM queima o metal com faíscas. O laser derrete-o. O ECM dissolve-o utilizando corrente eléctrica e fluido.
Materiais adequados
A fresagem e o torneamento funcionam bem com a maioria dos metais e plásticos. A EDM e a ECM são melhores para ligas duras ou resistentes ao calor. A maquinação por ultra-sons e por jato abrasivo é adequada para materiais frágeis, como a cerâmica ou o vidro.
Precisão e tolerâncias
A retificação, a EDM e a ECM oferecem uma elevada precisão. Podem manter tolerâncias apertadas em peças pequenas ou pormenorizadas. Serrar e furar são mais rápidos mas menos precisos. A fresagem e o torneamento oferecem um equilíbrio entre velocidade e precisão.
Acabamento da superfície
A retificação proporciona o acabamento mais suave. O EDM e o ECM também produzem superfícies delicadas sem rebarbas. O corte a laser é limpo, mas pode deixar marcas de calor. Os métodos mecânicos, como a perfuração ou a serragem, deixam as superfícies mais ásperas, a menos que sejam seguidos de passos de acabamento.
Formas Complexas
A EDM, a ECM e o brochamento podem tratar de formas difíceis de cortar com ferramentas tradicionais. As máquinas a laser e de jato de água também cortam contornos detalhados. Para contornos 3D ou bolsas, a fresagem é o método preferido. O torneamento limita-se a formas redondas.
Factores a considerar na escolha de um processo de maquinagem
A escolha do processo de maquinagem adequado depende do design da peça, do material e dos objectivos de produção. Estes factores-chave ajudam a orientar a decisão.
Tipo de material e geometria
Os metais duros, como o titânio, podem exigir EDM ou ECM. Materiais frágeis, como o vidro ou a cerâmica, são adequados para métodos ultra-sónicos ou abrasivos. As formas simples funcionam bem com fresagem ou torneamento. As cavidades complexas ou profundas podem necessitar de EDM ou brochagem.
A espessura da peça e as pequenas caraterísticas também afectam a escolha. O laser e o jato de água funcionam melhor em chapas finas ou cortes precisos.
Precisão e qualidade de superfície exigidas
Tolerâncias apertadas e acabamentos lisos requerem retificação, alargamento ou EDM. Para formas rugosas ou peças não críticas, a fresagem ou a perfuração são frequentemente suficientes.
O acabamento da superfície afecta a forma como as peças encaixam, vedam ou se movem. Se forem necessárias arestas sem rebarbas, considere o corte ECM ou a laser.
Restrições de tempo e custo de produção
A maquinação a alta velocidade, como o torneamento ou a fresagem, é rentável para a produção de grandes lotes. Para pequenas séries ou projectos pontuais, a fresagem CNC ou EDM é frequentemente a melhor escolha.
Alguns métodos necessitam de configurações especiais ou de velocidades mais lentas. Estes incluem brochagem, ultra-sons e EBM. Considere o tempo total desde a preparação até à peça final.
Disponibilidade do equipamento e competência do operador
Utilize processos que se alinham com as máquinas internas e as competências do seu pessoal. A maquinagem CNC é um processo normalizado e mais fácil de operar.
Os métodos não convencionais podem necessitar de ferramentas, software ou formação especiais. O EDM e o ECM necessitam de uma configuração e monitorização cuidadosas. Em caso de subcontratação, confirme a capacidade do fornecedor para lidar com as suas especificações.
Conclusão
As operações de maquinagem dividem-se em dois grupos principais: convencionais e não convencionais. Cada método remove material de forma distinta e cada um tem os seus pontos fortes únicos. A escolha do processo correto depende do material, da forma, da qualidade da superfície e do volume do produto. Conhecer as diferenças ajuda-o a reduzir custos, poupar tempo e obter melhores resultados.
Precisa de ajuda para selecionar o melhor processo de maquinagem para o seu próximo projeto? Contacte-nos hoje para obter orçamentos rápidos e apoio especializado para o seu próximo projeto personalizado.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
