Está a ter dificuldade em manter tolerâncias apertadas em peças cilíndricas? O torneamento reto é uma forma fiável de maquinar diâmetros precisos e acabamentos limpos. Um torno molda a peça com elevada precisão, proporcionando superfícies lisas e tamanhos consistentes. Este processo reduz o retrabalho, corta o desperdício e melhora a eficiência geral.
O torneamento reto pode parecer simples, mas há mais para aprender sobre o seu processo, ferramentas e resultados. Vejamos mais de perto como funciona.
O que significa torneamento retilíneo na maquinagem?
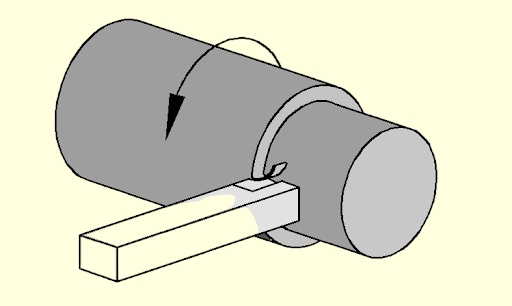
O torneamento retilíneo é um método de corte utilizado num torno. Neste processo, a peça de trabalho gira em torno do seu eixo enquanto uma ferramenta fixa se desloca em linha reta ao longo do mesmo eixo. A ferramenta corta lentamente o material e reduz o diâmetro, formando um cilindro liso e uniforme ao longo do comprimento da peça. O objetivo é manter a superfície direita e uniforme, sem qualquer conicidade ou curva.
O principal objetivo é manter o mesmo diâmetro ao longo de todo o comprimento, razão pela qual se designa por torneamento "reto". Ao contrário do torneamento cónico, que produz superfícies angulares, o torneamento reto produz um cilindro uniforme. A qualidade do resultado depende de factores como a velocidade de corte, a profundidade de corte e a velocidade de avanço.
Tipos de operações de viragem em linha reta
O torneamento reto pode ser feito de forma diferente, dependendo do design da peça, do material e das necessidades de superfície. Cada abordagem ajuda a equilibrar a velocidade, a precisão e a qualidade da superfície.
Torneamento reto externo
O torneamento reto externo molda o exterior de uma peça cilíndrica. A peça de trabalho gira e a ferramenta de corte remove material da superfície exterior. Este é o tipo mais comum de torneamento retilíneo. É frequentemente utilizado para veios, pinos e eixos que devem manter o mesmo diâmetro ao longo do seu comprimento. As ferramentas para torneamento externo são construídas para lidar com forças de corte fortes e criar acabamentos suaves.
Esta etapa é frequentemente precedida de outras operações como enfiamento ou ranhurar. Assegurando que o diâmetro exterior é preciso, a peça pode encaixar corretamente nas montagens e funcionar como pretendido.
Torneamento reto interno (mandrilamento)
Rotação reta interna, também designada por aborrecimentoA ferramenta de corte, que trabalha na superfície interna de uma peça. Em vez de cortar o exterior, a ferramenta alarga ou alisa o diâmetro interior de um furo. A ferramenta de perfuração desloca-se paralelamente ao eixo de rotação, tal como no torneamento externo, mas no interior de uma cavidade.
Este método é utilizado para casquilhos, mangas e componentes ocos. O torneamento interno requer uma configuração cuidadosa da ferramenta porque mesmo pequenas deflexões da ferramenta podem causar diâmetros irregulares. A escolha da ferramenta correta e o controlo da velocidade de avanço são fundamentais para obter superfícies internas suaves e precisas.
Torneamento em bruto vs. Torneamento de acabamento
O torneamento em bruto e o torneamento de acabamento são fases do processo. O torneamento em bruto remove o material rapidamente com um corte mais profundo e uma velocidade de avanço mais rápida, tornando o processo eficiente mas deixando uma superfície rugosa.
O torneamento de acabamento segue-se ao desbaste. Remove menos material com taxas de avanço mais lentas. Este passo melhora a precisão e a qualidade da superfície, dando à peça um acabamento limpo e polido. A utilização conjunta das duas fases ajuda a alcançar um equilíbrio entre produtividade e precisão.

Processo de torneamento a direito passo a passo
O torneamento retilíneo envolve algumas etapas fundamentais que se complementam umas às outras. Cada etapa molda a peça de trabalho e aproxima-a da peça final.
Preparação da peça de trabalho
O processo começa com a preparação da peça de trabalho. O material é primeiro cortado com o comprimento necessário. As extremidades são facetadas para ficarem planas, o que ajuda a manter a peça estável enquanto gira.
A peça de trabalho é então fixada na bucha ou fixada entre centros. A fixação firme é importante porque mesmo um pequeno desalinhamento pode afetar todo o trabalho. Nesta fase, os maquinistas também verificam se existem fissuras ou falhas e confirmam o tamanho do material.
A configuração básica
O passo de preparação tem um grande impacto no resultado final. Os maquinistas escolhem a ferramenta de corte, o porta-ferramentas e a pastilha corretos, dependendo do material e do acabamento necessário. Para evitar vibrações ou cortes irregulares, a ferramenta deve estar alinhada com a linha central do fuso.
A velocidade de corte, o avanço e a profundidade de corte também são definidos aqui. Estes valores alteram-se com base na dureza do material e nos requisitos da superfície. Uma máquina estável, uma configuração rígida da ferramenta e a velocidade correta mantêm as ferramentas afiadas durante mais tempo e ajudam a máquina a durar.
Cortes de desbaste
O desbaste é a primeira fase do corte. A ferramenta remove rapidamente grandes quantidades de material para aproximar a peça de trabalho da forma final. Aqui são utilizadas taxas de avanço e profundidades de corte mais elevadas. O objetivo é a velocidade, não o acabamento da superfície.
Cortes de acabamento
Os cortes de acabamento conferem à peça a sua precisão final e a sua superfície lisa. A ferramenta remove uma pequena quantidade de material com um corte pouco profundo, um avanço mais lento e uma velocidade de fuso mais rápida.
Durante esta fase, os maquinistas medem a peça de trabalho para confirmar que cumpre a tolerância exigida e fazem ajustes finos, se necessário. Um corte de acabamento correto melhora o aspeto e a função da peça.
Ferramentas para torneamento a direito
A escolha da ferramenta correta faz uma grande diferença no torneamento reto. O design, a forma e o material da ferramenta afectam a precisão, o acabamento da superfície e a eficiência.
Tipos de ferramentas de corte e pastilhas
O torneamento reto utiliza normalmente ferramentas de corte de ponta única com pastilhas substituíveis. As pastilhas existem em diferentes formas - quadradas, redondas e de diamante - e cada forma tem um objetivo.
As pastilhas redondas suportam bem o desbaste pesado porque distribuem uniformemente as forças de corte. As pastilhas em forma de diamante têm arestas afiadas para detalhes finos e acabamentos suaves. Algumas pastilhas têm revestimentos como nitreto de titânio ou óxido de alumínio para resistir ao desgaste. As pastilhas de troca rápida poupam tempo durante a produção e reduzem o tempo de inatividade.
Geometria da ferramenta e o seu efeito no corte
A geometria da ferramenta inclui o ângulo de ataque, o ângulo de folga e o raio da ponta. O ângulo de ataque afecta a forma como as aparas fluem da ferramenta. Uma inclinação positiva reduz as forças de corte mas pode enfraquecer a aresta. Uma inclinação negativa torna a aresta mais forte, mas necessita de mais potência.
O ângulo de folga evita que a ferramenta roce na peça de trabalho. O raio da ponta afecta o acabamento da superfície e a vida útil da ferramenta. Um raio maior proporciona um acabamento mais suave, dura mais tempo e aumenta as forças de corte. Um raio mais pequeno facilita a criação de detalhes nítidos, mas desgasta-se mais rapidamente.
Seleção de materiais de ferramentas para diferentes aplicações
O material da ferramenta depende da dureza da peça de trabalho e do tipo de corte. O aço de alta velocidade (HSS) é barato e flexível, bom para velocidades baixas a médias. O metal duro é mais duro e dura mais tempo, pelo que é ideal para o torneamento a alta velocidade ou para materiais duros. As ferramentas de cerâmica suportam ligas muito duras e temperaturas elevadas, mas são frágeis.
As ferramentas de metal duro revestidas resistem ao calor e ao desgaste, prolongando a sua vida útil. A escolha do material de ferramenta correto melhora a eficiência e a precisão e mantém os custos sob controlo.

Parâmetros de corte
Os parâmetros de corte são os principais factores que controlam o sucesso do torneamento a direito. Eles determinam a precisão, o tempo de ciclo, a qualidade da superfície e o desgaste da ferramenta. A sua definição correta mantém o processo rápido e preciso.
Explicação sobre a velocidade, o avanço e a profundidade de corte
A velocidade de corte indica a rapidez com que a superfície da peça de trabalho se move contra a ferramenta. É normalmente medida em pés de superfície por minuto (SFM). A ferramenta pode sobreaquecer e desgastar-se rapidamente se a velocidade for demasiado elevada. Se for demasiado baixa, o processo abranda e torna-se menos eficiente.
O avanço é a distância que a ferramenta percorre ao longo da peça de trabalho numa rotação. Um avanço elevado remove o material mais rapidamente, mas torna a superfície mais áspera. A profundidade de corte é a quantidade de material que é retirada numa única passagem. Os cortes mais profundos poupam tempo no desbaste, mas exercem mais pressão sobre a ferramenta e a máquina.
Equilíbrio entre produtividade e vida útil da ferramenta
Os maquinistas têm de equilibrar a velocidade de produção com a vida útil das ferramentas. Trabalhar a velocidades elevadas e com avanços pesados torna as peças mais rápidas, mas desgasta as ferramentas mais cedo. A utilização de definições conservadoras mantém as ferramentas afiadas durante mais tempo, mas reduz a produção.
A escolha inteligente depende do trabalho. O desbaste pode utilizar velocidades mais rápidas e cortes mais profundos para poupar tempo. O acabamento requer cortes mais leves e avanços mais lentos para proteger a ferramenta e atingir dimensões exactas. Observar atentamente o desgaste da ferramenta ajuda a manter os resultados consistentes e evita paragens repentinas da máquina.
Influência do líquido de refrigeração e da lubrificação
O líquido de refrigeração e a lubrificação afectam fortemente os resultados do torneamento. O líquido de refrigeração reduz o calor no ponto de corte, protegendo a precisão e prolongando a vida útil da ferramenta. A lubrificação reduz o atrito, melhora o fluxo de aparas e diminui as forças de corte.
O tipo de líquido de refrigeração - quer seja à base de água, óleo ou sintético - depende do material e da peça. A utilização correta também melhora o acabamento da superfície e permite velocidades de corte mais rápidas. Sem ele, as ferramentas sobreaquecem, as peças perdem qualidade e as mudanças de ferramenta são mais frequentes.
Desafios e soluções comuns
Mesmo com uma configuração cuidadosa, o torneamento reto pode enfrentar problemas que afectam a qualidade e a eficiência. A deteção precoce destes problemas evita erros e perdas de tempo.
Desgaste e quebra de ferramentas
As ferramentas desgastam-se com o uso, causando superfícies ásperas e erros dimensionais. A quebra pode parar a produção e até danificar as peças.
Para o evitar, monitorize de perto o tempo de vida da ferramenta. Ajuste a velocidade de corte, o avanço e a profundidade de corte para reduzir a tensão da ferramenta. A utilização de pastilhas revestidas ou de materiais de ferramenta mais duros também prolonga a vida útil. A montagem e o alinhamento corretos da ferramenta reduzem o desgaste irregular. Substituir as ferramentas antes que elas falhem mantém a produção suave e a qualidade consistente.
Controlo de vibrações e vibrações
A vibração ocorre quando a ferramenta ou a peça de trabalho vibra, deixando superfícies onduladas. Pode danificar tanto a ferramenta como a peça.
Assegurar que a configuração rígida da máquina e a peça de trabalho estão bem fixadas para minimizar a vibração. Reduza os comprimentos não suportados e ajuste as taxas de avanço ou as velocidades de corte. A utilização de ferramentas com a geometria correta e um raio de ponta maior ajuda a estabilizar o corte. Os dispositivos de amortecimento ou o equilíbrio das peças rotativas também mantêm um funcionamento suave.
Evitar a deformação da peça de trabalho
As peças finas ou compridas podem dobrar-se ou desviar-se durante o torneamento, causando dimensões imprecisas.
Evitar a deformação utilizando apoios fixos ou apoio do contra-ponto. Remover o material gradualmente e maquinar em várias passagens em vez de um corte pesado. A fixação e o aperto corretos distribuem as forças uniformemente. O líquido de refrigeração ajuda a controlar a temperatura e evita deformações. Um manuseamento cuidadoso mantém as peças fiéis ao desenho.
Aplicações do torneamento retilíneo
O torneamento reto é utilizado em muitas indústrias onde a precisão e a consistência são importantes. Dá forma a peças cilíndricas com rapidez e precisão, tornando-o num processo de fabrico essencial.
Componentes Automotivos
Muitas peças automóveis dependem do torneamento reto. Este método é utilizado para fabricar veios, eixos, pinos e casquilhos. O processo garante tolerâncias apertadas, superfícies lisas e diâmetros consistentes, que são cruciais para peças que lidam com stress, rotação ou fricção.
Peças de precisão para o sector aeroespacial
As peças aeroespaciais requerem extrema precisão e superfícies lisas. O torneamento reto produz pinos de trem de aterragem, hastes hidráulicas e veios estruturais. O torneamento de precisão garante que as peças se encaixam perfeitamente, resistem a condições adversas e cumprem as normas aeroespaciais rigorosas.
Engenharia geral
O torneamento reto é também muito utilizado na engenharia geral. Componentes de máquinas, rolos, fusos e fixadores necessitam frequentemente de diâmetros precisos e acabamentos suaves. A configuração rápida e os resultados consistentes beneficiam a criação de protótipos e a produção de pequenos lotes.
Conclusão
O torneamento reto é um processo de maquinagem fundamental para a produção de peças cilíndricas precisas. O sucesso depende da preparação cuidadosa da peça de trabalho, da configuração adequada, dos parâmetros de corte corretos e das ferramentas certas. O torneamento reto é amplamente utilizado nas indústrias automóvel, aeroespacial e de engenharia geral. Funciona bem tanto para protótipos como para produção em massa.
Pronto para aumentar a sua produção com um torneamento retilíneo preciso? Contacte-nos hoje para discutir o seu projeto e encontrar uma solução adaptada às suas necessidades.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
