Quando se dobra metal, por vezes ele não fica onde se quer. Forma-o num determinado ângulo, liberta a força e, depois, pimba, volta para trás. Este problema, conhecido como retorno elástico, pode comprometer a precisão e fazer perder tempo. Se alguma vez lidou com peças que não correspondiam às especificações após a dobragem, o retorno elástico é provavelmente a razão. Então, o que é que o causa e como é que o pode corrigir?
Este guia explica o que é o retorno elástico, os factores que o influenciam e como o controlar. Obterá passos claros que pode utilizar de imediato.
Compreender o retorno elástico em Conformação de chapas metálicas
O retorno elástico é um problema comum que afecta a precisão das peças durante o processo de dobragem. Para o gerir, é necessário primeiro compreender o que é, porque ocorre e onde é mais comum encontrar-se.
O que é o Springback?
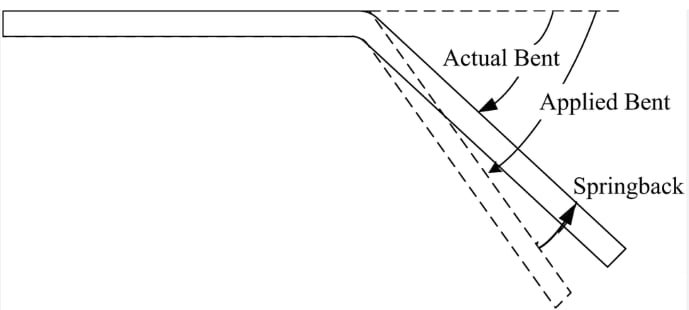
O retorno elástico refere-se à tendência de um material para voltar à sua forma original depois de ser dobrado. Quando a força dobra o metal, este deforma-se tanto elasticamente como plasticamente. Depois de a força ser removida, a parte elástica tenta recuperar. Esta recuperação é o que chamamos de retorno elástico.
É mais percetível quando o ângulo de curvatura acaba por ser mais aberto do que o pretendido. Esta diferença entre a forma pretendida e a forma efectiva é o efeito de retorno elástico.
Porque é que ocorre o retorno elástico: A ciência por trás disso
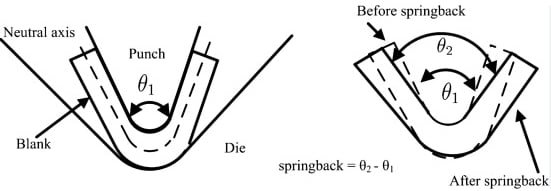
O retorno elástico ocorre devido à recuperação elástica. Quando o metal é dobrado, estica-se no exterior e comprime-se no interior. Parte desse estiramento é elástico - ele volta a encaixar-se quando a pressão desaparece.
A quantidade de retorno elástico depende do limite de elasticidade do material, da espessura, raio de curvaturae flexão método. Os materiais mais duros, como o aço inoxidável, normalmente têm mais elasticidade do que os mais macios, como o alumínio.
Visão geral dos cenários de conformação comuns afectados pelo retorno elástico
O retorno elástico aparece na maioria dos processos de dobragem. Isto inclui a dobragem por ar, o embutimento e a cunhagem. A dobragem por ar é a que apresenta maior retorno elástico porque o punção não força o metal para dentro da matriz.
Também é comum na dobragem em U e em V. Raios de curvatura maiores ou metais mais resistentes agravam-no. Os materiais finos também podem surpreendê-lo com um retorno elástico superior ao esperado.
Mecânica do retorno elástico
Para controlar o retorno elástico, é útil compreender o que está a acontecer no interior do metal. Vejamos como o metal se deforma, onde a tensão se acumula e quais os factores que aumentam ou reduzem o retorno elástico.
Deformação elástica vs. plástica
Quando o metal se dobra, começa por se esticar elasticamente. Isto significa que muda de forma, mas ainda pode voltar à sua forma original. Se a força aumentar, o metal entra em deformação plástica. É nessa altura que a mudança de forma se torna permanente.
O retorno elástico ocorre porque, após a conformação, a parte elástica volta a encaixar-se enquanto a parte plástica permanece. Quanto maior for a energia elástica armazenada, maior será o retorno do metal.
O papel das tensões residuais
A dobragem cria tensões no interior do metal. Estas tensões remanescentes, conhecidas como tensões residuais, permanecem na peça mesmo depois de a pressão ser removida.
A superfície exterior da curva tem tensão. A superfície interior tem compressão. Ao formar as extremidades, estas forças opostas tentam equilibrar-se, o que faz com que a peça se desloque ligeiramente para trás.
Factores que influenciam o comportamento do retorno elástico
Há vários factores que afectam a quantidade de retorno elástico. Estes incluem:
- Tipo de material: Os metais de alta resistência recuperam mais.
- Grossura: As chapas mais finas geralmente recuam mais porque há menos material para resistir à recuperação.
- Raio de curvatura: Raios maiores resultam num maior retorno elástico.
- Ângulo de curvatura: As curvas pouco profundas são mais afectadas do que as profundas.
- Método de fabrico de ferramentas: A curvatura a ar dá mais retorno elástico do que o fundo ou a cunhagem.
Medição do retorno elástico
A medição exacta do retorno elástico é crucial para obter resultados de dobragem óptimos. A utilização de dados reais ajuda os engenheiros a fazer ajustes fiáveis na produção.
Comparação de ângulos
Um método padrão consiste em comparar o ângulo de dobragem pretendido com o ângulo real após a conformação. Por exemplo, se o objetivo for uma dobra de 90°, mas medir 94° após a criação, tem 4° de retorno elástico.
Na produção de grandes volumes, a utilização de um transferidor digital ou de um medidor de ângulos a laser pode ajudar a registar resultados repetíveis com uma precisão de ±0,1°. Este método é rápido e funciona bem para peças planas e ângulos padrão.
Fator de recuo
O fator de retorno elástico (K) é um rácio que ajuda a prever os resultados. É calculado como:
K = Ângulo final / Ângulo dobrado antes da libertação
Por exemplo, se dobrar uma peça a 85° e depois de a libertar medir 90°, então:
K = 90 / 85 = 1.06
Um fator de retorno elástico entre 1,03 e 1,10 é típico para materiais como o aço inoxidável ou o aço de alta resistência. Materiais mais macios, como o alumínio, podem variar entre 1,01 e 1,03.
Tentativa e erro
Apesar da utilização de ferramentas e fórmulas, a tentativa e erro continua a ser uma abordagem muito utilizada. Muitas lojas produzem algumas dobras de teste e ajustam-nas até a peça cumprir as especificações. Esta abordagem funciona bem quando se dobram novos materiais ou se utilizam ferramentas personalizadas.
Por exemplo, as lojas podem pré-dobrar peças de amostra, registar o ângulo de retorno elástico para cada espessura de material e registar esses valores para trabalhos futuros. Estas bases de dados de chão de fábrica poupam frequentemente tempo e reduzem o retrabalho.
Propriedades do material e o seu impacto no retorno elástico
O tipo de metal que escolher desempenha um papel significativo na quantidade de retorno elástico que irá obter. Diferentes materiais comportam-se de forma diferente com base na sua resistência e rigidez.
Papel do módulo de Young e da tensão de cedência
O módulo de Young mede a rigidez de um material. Quanto mais elevado for, mais o metal resiste ao estiramento. O limite de elasticidade indica a quantidade de tensão que o material pode suportar antes de começar a deformar-se permanentemente.
Os materiais de elevada resistência armazenam mais energia elástica durante a flexão. Quando a força é removida, libertam mais dessa energia, resultando num maior retorno elástico.
Como é que a composição da liga afecta o retorno elástico?
As diferentes ligas comportam-se de várias formas. Uma ligeira alteração na composição pode afetar a dureza, a ductilidade e a elasticidade. Estas caraterísticas influenciam o grau de elasticidade do material.
Por exemplo, o alumínio tratado termicamente ou o aço endurecido podem ser mais difíceis de enformar e mais propensos a um retorno elástico do que os seus homólogos mais macios.
Comparação do retorno elástico em aço, alumínio e outros metais
O aço apresenta normalmente um retorno elástico superior ao do alumínio devido à sua maior resistência. O aço inoxidável, em particular, apresenta um forte retorno elástico devido à sua elevada resistência ao escoamento e dureza.
O alumínio é mais macio e mais dúctil, pelo que tende a ter um menor retorno elástico. O cobre e o latão são também mais maleáveis, apresentando um menor retorno elástico.
O titânio, tal como o aço inoxidável, é forte e leve, mas tem tendência a recuar significativamente, o que pode dificultar a sua moldagem precisa.
Parâmetros do processo que afectam o retorno elástico
A dobragem não tem apenas a ver com o material. As definições do processo que escolher também podem afetar a quantidade de retorno elástico que ocorre. Pequenas alterações nas ferramentas ou na velocidade podem fazer uma grande diferença.
Influência do raio de curvatura e do ângulo
Um raio de curvatura grande aumenta o retorno elástico. O metal não se deforma tanto plasticamente, pelo que mais tenta recuperar.
As curvas mais apertadas forçam uma maior deformação plástica, o que ajuda a reduzir a quantidade de retorno elástico. Além disso, os ângulos de curvatura mais pequenos tendem a ter um retorno elástico maior do que os ângulos agudos ou profundos.
Efeito da velocidade e da pressão do punção
Velocidades de punção elevadas podem aumentar o retorno elástico, especialmente em metais finos. A dobragem rápida não permite que o material assente totalmente na sua forma.
Utilizar mais pressão durante a dobragem pode ajudar a reduzir o retorno elástico. Isto deve-se ao facto de uma maior força obrigar o metal a entrar mais profundamente na zona plástica, deixando menos energia elástica para o retorno.
Considerações sobre a temperatura na redução do retorno elástico
A conformação a temperaturas mais elevadas pode reduzir o retorno elástico. O calor amolece o material e reduz o seu limite de elasticidade. Isto facilita a criação e reduz a recuperação elástica.
A enformação a quente é frequentemente utilizada para materiais de elevada resistência, como o titânio ou o aço avançado. Mas requer equipamento especial e acrescenta passos adicionais ao processo.
Técnicas para minimizar o retorno elástico
Não é possível impedir completamente o retorno elástico, mas é possível controlá-lo. Vários métodos práticos ajudam a moldar a peça mais próxima do seu projeto desde o início.
Estratégias de sobredotação e compensação
A dobragem excessiva significa dobrar o metal para além do ângulo desejado. Quando ocorre o retorno elástico, a peça volta à forma correta. Esta é uma das formas mais comuns e diretas de resolver o retorno elástico.
Também pode ajustar as tolerâncias de curvatura no seu desenho ou utilizar peças de teste para encontrar o ângulo de sobrecurvatura correto. É uma mistura de experiência e medição.
Utilização de matrizes e ajustes de ferramentas
Diferentes métodos de dobragem produzem resultados diferentes. O embutimento e a cunhagem utilizam mais força, pressionando a peça firmemente para dentro da matriz. Isto reduz o retorno elástico em comparação com a dobragem por ar.
Ajustar a largura da abertura da matriz e o raio do punção também ajuda. Uma matriz mais apertada e um punção mais afiado reduzem o espaço para a recuperação elástica. O alinhamento e o desgaste das ferramentas também são importantes - ferramentas danificadas podem exacerbar o retorno elástico.
Tratamento térmico e métodos de alívio do stress
Alguns metais respondem bem ao alívio de tensões. Após a conformação, o aquecimento da peça pode relaxar as tensões internas e estabilizar a forma. Isto é comum em peças de aço inoxidável e titânio.
Para aplicações de precisão, o recozimento do metal antes da conformação pode reduzir o retorno elástico. No entanto, este passo requer tempo e custos adicionais, pelo que é utilizado principalmente quando as tolerâncias apertadas são críticas.
Conclusão
O retorno elástico é uma parte natural do processo de conformação de chapas metálicas. Factores como a resistência do material, o raio de curvatura, as ferramentas e o método de conformação desempenham um papel importante. Ao compreender como funciona o retorno elástico e ao utilizar as ferramentas, ângulos e técnicas adequados, pode minimizar o seu efeito.
Procura assistência para peças de chapa metálica com tolerâncias apertadas ou prototipagem personalizada? Contacte-nos hoje para discutir o seu projeto e obter apoio especializado da nossa experiente equipa de engenharia.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
