Quando os furos, as dobras ou os relevos ficam demasiado próximos uns dos outros, a qualidade da moldagem diminui rapidamente. O metal não pode esticar-se uniformemente, o que leva a fissuras, rugas ou formas distorcidas. Estes problemas aumentam o desperdício, desgastam as ferramentas mais rapidamente e abrandam a produção. Na maioria das vezes, a causa é o mau espaçamento na fase de projeto.
Uma conformação fiável começa com um espaçamento adequado. Manter uma distância suficiente entre as caraterísticas permite que o metal flua livremente. Reduz o stress e ajuda a manter a geometria consistente da peça. Um bom espaçamento também protege as ferramentas, melhora a repetibilidade e reduz os custos de produção.
Desenhar com o espaçamento correto faz a diferença entre um processo tranquilo e um processo arriscado. Vejamos como funciona a proximidade e porque é importante em todos os projectos de chapa metálica.

Fundamentos da proximidade de elementos no projeto de chapas metálicas
A proximidade de caraterísticas significa a distância entre caraterísticas como furos, dobras, relevos ou recortes numa peça de chapa metálica. Esta distância afecta diretamente a forma como o material se comporta durante a conformação. Quando as caraterísticas estão demasiado próximas umas das outras, a tensão acumula-se, provocando fissuras ou alongamentos irregulares.
Definição e função
A proximidade das caraterísticas controla a estabilidade mecânica. O espaçamento correto mantém a peça forte e reduz a distorção. Por exemplo, se dois orifícios estiverem demasiado próximos de um dobrarAmbos puxam da mesma área de material durante a formação. Isto pode causar rasgões ou alongamentos à volta dos furos. Com o espaçamento correto, cada passo de formação ocorre sem interferência.
Influência das propriedades do material
As propriedades do material determinam a distância a que as caraterísticas devem ser espaçadas.
- Ductilidade: Os metais mais macios, como o alumínio, podem esticar-se mais, permitindo disposições mais apertadas. O aço inoxidável é mais rígido e menos dúctil, pelo que requer um maior espaçamento.
- Direção do grão: A direção do grão do metal afecta a forma como este se estica. As caraterísticas colocadas ao longo do grão podem fissurar mais rapidamente. Colocá-los ao longo do grão espalha a tensão de forma mais uniforme.
- Grossura: As chapas mais grossas resistem mais à flexão e ao estiramento. Necessitam de um maior espaçamento para evitar tensões concentradas.
| Material | Ductilidade | Espaçamento recomendado entre furos e curvas | Notas |
|---|---|---|---|
| Alumínio (5052/6061) | Alto | 1,5t - 2t | Permite layouts mais apertados |
| Aço macio (SPCC) | Médio | 1,5t - 2,5t | Funciona para aplicações gerais |
| Aço inoxidável (304/316) | Baixo | 2t - 3t | Necessita de espaçamentos e raios mais largos |
Tipos de elementos comuns e sua interação
Uma vez compreendido o significado de proximidade, o passo seguinte é compreender como as diferentes caraterísticas interagem durante a formação. Cada tipo de caraterística lida com a tensão de forma diferente, pelo que as regras de espaçamento mudam com a geometria.
Furos perto de curvas
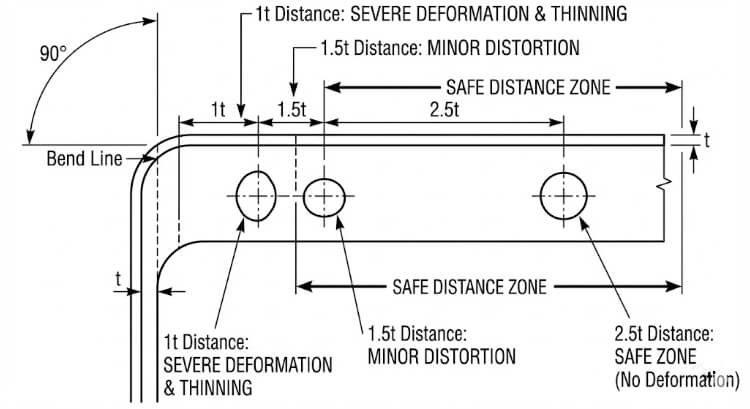
Os furos colocados perto de curvas deformam-se frequentemente. Quando a chapa se dobra, a área à volta da linha de dobra estica, puxando o material junto ao orifício. Isto pode causar fissuras ou alterar a forma do furo.
Para evitar isto, mantenha os furos a uma distância mínima de 1,5t a 2,5t da linha de dobragem. Para aço inoxidável ou materiais de elevada resistência, aumente este valor para 3t. A diretriz SAE J2550 apoia estes valores, mostrando que ajudam a manter a forma do furo durante as curvas de 90°.
Relevos e saliências perto dos bordos
Relevos e persianas tornam a chapa mais forte mas restringem o fluxo de metal. Se ficarem demasiado perto de uma aresta, a tensão acumula-se, levando a fissuras ou deformações na aresta.
Manter uma distância mínima de 3t do bordo mais próximo. Para relevos mais profundos ou persianas, aumentar para 4t. Este espaçamento mantém as arestas planas e sem distorção após a conformação.
Abas e recortes moldados
As abas e os recortes alteram a forma como o material se move durante a dobragem. Quando colocadas demasiado próximas umas das outras, a folha estica-se de forma desigual. Isto leva a uma má qualidade de dobragem e a ângulos inconsistentes.
Mantenha os separadores afastados pelo menos 1t e 1,5t dos orifícios ou curvas. Isto permite uma tensão equilibrada e uma formação suave durante a produção e a montagem.
Restrições de geometria de projeto e seus efeitos
A geometria das caraterísticas afecta a forma como a tensão se move através do metal durante a conformação. O cumprimento de regras de espaçamento adequadas ajuda os projectistas a prever o comportamento da conformação com maior precisão.
Orientações relativas à distância mínima
As normas do sector expressam frequentemente o espaçamento como um múltiplo da espessura da chapa (t). O quadro seguinte apresenta recomendações gerais:
| Tipo de processo | Relação de recursos | Distância recomendada | Comentários |
|---|---|---|---|
| Dobrando | Furo para linha de curvatura | 1,5t - 2,5t | Regra de conceção comum |
| Corte de arestas | Furo até à borda | ≥ 1.0t | Evita o rasgamento dos bordos |
| Emboss/Louver to Edge | 3t - 4t | Mantém a planura | |
| Desenho profundo | Recurso a recurso | ≥ 5t | Evita problemas de desbaste |
| Cunhando | Recurso a recurso | ≥ 2t | Reduz o stress da ferramenta |
Estes são pontos de partida. O espaçamento exato depende de factores como a resistência do material, o ângulo de curvatura e a precisão das ferramentas.
Raio de curvatura e interação de elementos
O interior raio de curvatura também afecta a proximidade das caraterísticas. Um raio mais pequeno aumenta a tensão na dobra. Se um furo estiver demasiado próximo, pode rachar ou distorcer.
Mantenha os furos afastados da dobra pelo menos 1,5 × o raio da dobra. Para materiais mais duros, como o aço inoxidável, aumente o raio para 2×. Os raios maiores ajudam a distribuir a tensão de forma mais uniforme e melhoram a consistência da peça.
Quando o espaçamento e o raio estão bem equilibrados, o material dobra-se suavemente, reduzindo dorso da mola, deformação e retrabalho.
Considerações sobre ferramentas e processos
A forma como as matrizes, os punções e as ferramentas de prensagem interagem limita diretamente a proximidade das caraterísticas que podem ser colocadas. Um mau acesso à ferramenta ou interferência pode danificar até a peça mais bem projectada.
Folga da matriz e acesso à ferramenta
Cada punção e matriz necessita de espaço suficiente para funcionar em segurança. Quando os furos, os separadores ou os relevos estão demasiado próximos uns dos outros, os seus percursos de ferramenta podem sobrepor-se. Isto pode causar riscos, rebarbas ou a quebra da ferramenta.
Para evitar estes problemas:
- Mantenha uma distância mínima de 1t entre as caraterísticas que partilham a mesma trajetória da ferramenta.
- Para matrizes compostas ou progressivas, aumentar a folga para 2t-3t para evitar a sobreposição de cursos.
- Para formas profundas ou com vários passos, execute uma simulação de ferramentas antes de cortar o aço para ferramentas.
O acesso à matriz é fundamental nas operações de prensagem e de matriz progressiva. Numa prensa dobradeira, o espaçamento apertado pode impedir que a ponta do punção se encaixe corretamente entre as áreas formadas. Numa matriz progressiva, diferentes punções podem atingir regiões sobrepostas se a disposição for demasiado compacta. A utilização da validação CAD 3D ajuda a detetar estes problemas atempadamente e evita uma dispendiosa reformulação da ferramenta.
Sequência de formação e retorno elástico
A ordem pela qual os passos de conformação são executados afecta a precisão final. Quando as caraterísticas estão próximas umas das outras, a dobragem de uma área pode distorcer a outra. Por exemplo, formar uma flange perto de uma persiana pode achatar ou deslocar a altura da persiana.
Seguir uma sequência lógica de formação:
- Faça primeiro as formas profundas ou os relevos.
- A seguir, faça as curvas.
- Terminar com o corte e o piercing.
Esta sequência reduz a transferência de tensões entre elementos.
O retorno elástico é outro fator a ter em conta. Após a dobragem, a chapa tem tendência a voltar ao seu estado plano. Quanto mais próximas estiverem as caraterísticas, maior será o efeito do retorno elástico nas áreas próximas.
As formas de controlar o retorno elástico incluem:
- Aumentar o raio de curvatura.
- Adição de um passo de restrike ou de cunhagem para estabilizar a geometria.
- Ajustar o espaçamento das caraterísticas para reduzir a interação entre áreas.
A utilização da simulação para prever e compensar o retorno elástico ajuda a manter os ângulos estáveis e a geometria limpa nas peças de produção.
Métodos de Simulação e Validação
Antes da produção em massa, as simulações e os testes confirmam se as regras de espaçamento são seguras. Estes passos de validação ligam a teoria do design ao comportamento de formação do mundo real.
Análise de Elementos Finitos (FEA) em Ensaios de Proximidade
A FEA permite aos engenheiros ver como a tensão e a deformação se movem através do metal durante a conformação. Quando as caraterísticas ficam demasiado próximas umas das outras, formam-se zonas de tensão elevada - normalmente nos mesmos locais onde mais tarde se formam fissuras ou rugas.
Software como o AutoForm, ABAQUS e ANSYS podem modelar com precisão estes efeitos. Mostram como as alterações no espaçamento, raio de curvatura ou tipo de material influenciam o adelgaçamento e o retorno elástico.
Os principais resultados da FEA incluem:
- Mapas de distribuição de espessura: mostrar onde o material pode ser demasiado fino.
- Diagramas de limites de formação (FLD) indicam os níveis de deformação em que ocorre o rasgamento.
- Gráficos de contorno de tensão: realçar as áreas de grande tensão perto de orifícios ou relevos.

Testes e ajustes do protótipo
Mesmo com simulações detalhadas, continuam a ser necessários ensaios de conformação reais. Os protótipos revelam como o material real se comporta em condições reais de prensagem, incluindo fricção, desgaste da ferramenta e lubrificação.
Durante os testes, os engenheiros verificam:
- Precisão da forma e da posição do furo.
- Consistência do ângulo e do raio de curvatura.
- Afinamento ou enrugamento da superfície perto de elementos formados.
Se surgirem problemas, o espaçamento ou o raio é ajustado. Um processo típico combina os resultados da FEA com dados de ensaios físicos. Quando ambos estiverem alinhados, o esquema está pronto para a produção total.
Estratégias de otimização da conceção
Depois de confirmar o espaçamento seguro, o passo seguinte consiste em otimizar a disposição, tanto em termos de desempenho como de aspeto.
Equilíbrio entre estética e capacidade de fabrico
Por vezes, os designers reduzem o espaçamento para obter disposições compactas ou visualmente alinhadas. Embora pareça mais limpo, pode causar problemas de formação, como distorção ou fissuras.
A melhor abordagem é o ajuste seletivo. Aumentar o espaçamento até 0,5t em zonas chave pode evitar problemas, mantendo o aspeto geral inalterado. O envolvimento precoce dos engenheiros de ferramentas ajuda a encontrar estes pontos de equilíbrio antes do início da produção.
Um trabalho de equipa estreito entre o design e o fabrico garante a manutenção da estética e da eficiência.
Normalização e bibliotecas de conhecimento
A criação de bibliotecas internas de regras de proximidade melhora a consistência. Estas bases de dados registam rácios comprovados para cada material e processo, juntamente com notas da experiência de produção.
| Material | Furo-Dobra | Borda em relevo | Tabulação | Fonte |
|---|---|---|---|---|
| Alumínio 5052 | 1,5t-2t | 3t | 1t | Dados de ensaios internos |
| Aço macio SPCC | 2t | 3.5t | 1.5t | Feedback da produção |
| Inoxidável 304 | 2,5t-3t | 4t | 1.5t | Validação de ferramentas |
Estas referências reduzem o tempo de conceção, evitam erros repetidos e ajudam a manter uma qualidade de conformação consistente em todos os projectos. Ao longo do tempo, esta base de conhecimentos partilhados conduz a melhores designs, a custos de ferramentas mais baixos e a ciclos de produção mais suaves.
Erros comuns de design e como evitá-los
Mesmo os projectistas experientes ignoram por vezes as regras de espaçamento. Estes erros podem parecer insignificantes no desenho, mas muitas vezes causam falhas de conformação mais tarde. Identificá-los atempadamente evita desperdícios, desgaste das ferramentas e atrasos na produção.
Ignorar a direção dos grãos e o fluxo de material
Um erro frequente é esquecer a direção do grão do material. Durante a laminagem, os grãos do metal alinham-se numa direção, o que afecta a forma como a chapa se estica e dobra.
Quando os furos, ranhuras ou relevos são colocados ao longo do grão, formam-se frequentemente fissuras durante a dobragem ou o estiramento. O metal estica-se mais facilmente ao longo do grão, mas resiste a esticar-se ao longo dele, criando zonas fracas. Este problema é mais notório no aço inoxidável e nas ligas de alta resistência com baixa ductilidade.
Melhores práticas:
- Colocar os furos e as ranhuras perpendiculares à direção do grão, sempre que possível.
- Rode as caraterísticas profundas, como as persianas ou os copos desenhados, para que corram ao longo do grão.
- Para peças com limites de conformação apertados, solicitar certificados de moagem que marquem a orientação do grão antes do planeamento da disposição.
O controlo da direção do grão ajuda a folha a esticar uniformemente, melhorando a precisão, o acabamento da superfície e a resistência à fadiga.
Layouts superlotados
Outro erro é espremer demasiadas caraterísticas num espaço pequeno para poupar material ou tornar o design compacto. A sobrelotação limita o fluxo de metal durante a conformação, o que aumenta o risco de deformação, rasgões ou distorção.
Por exemplo, nas peças de suporte, os furos colocados demasiado perto das curvas podem alongar-se à medida que a flange se forma. As grelhas posicionadas demasiado apertadas podem sobrepor-se durante a prensagem, deixando marcas na superfície ou mesmo danificando a matriz.
Estratégias de prevenção:
- Aplicar rácios de espaçamento com base na espessura da chapa (t) e no tipo de enformação.
- Utilize a simulação FEA ou ensaios de amostras para testar esquemas complexos.
- Incluir uma revisão da capacidade de fabrico com os engenheiros de ferramentas antes de lançar o projeto.
Uma disposição muito cheia pode parecer eficiente em CAD, mas aumenta frequentemente o retrabalho, o tempo de inspeção e o desperdício. Os designs equilibrados produzem melhor qualidade e um desempenho de conformação mais estável.
Conclusão
Seguir as regras de espaçamento corretas é uma das formas mais eficazes de garantir uma conformação estável da chapa metálica. O espaçamento adequado permite um fluxo de material suave, evita fissuras e mantém a precisão dimensional. Também protege as ferramentas e reduz o desperdício, o tempo de preparação e as interrupções na produção.
A validação precoce através de testes de simulação e protótipos garante que o projeto terá um bom desempenho em condições reais. Quando as equipas de conceção, de ferramentas e de produção trabalham em conjunto, podem identificar precocemente os riscos de espaçamento e obter resultados de conformação consistentes com menos surpresas.
Pronto para reforçar o seu design de chapa metálica?
A nossa equipa de engenharia pode ajudar a rever os seus esquemas para garantir a sua capacidade de fabrico. Envie os seus desenhos ou modelos 3De verificaremos os limites de espaçamento, simularemos os passos de conformação e recomendaremos melhorias antes do início do fabrico das ferramentas.
FAQs
O que acontece se um furo estiver demasiado próximo de uma linha de curvatura?
O furo pode esticar, distorcer ou rachar durante a conformação, porque o material à volta da curva deforma-se de forma desigual. Manter uma folga de 1,5t-2,5t ajuda a manter a forma e a resistência.
Como posso encontrar um espaçamento seguro para um novo material?
Comece com rácios padrão baseados na espessura da chapa e na resistência à tração e, em seguida, confirme os resultados através de simulações e ensaios de protótipos.
As regras de espaçamento mudam entre peças cortadas a laser e peças perfuradas?
Sim. As peças perfuradas requerem um maior espaçamento para suportar as forças de impacto e evitar rebarbas ou distorções. As peças cortadas a laser podem utilizar um espaçamento mais apertado, uma vez que não envolvem tensões mecânicas.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
