Quando os projectistas definem um raio de curvatura demasiado apertado, o metal pode rachar ou torcer. Isto provoca a falha de peças e a paragem da produção. Um guia claro sobre o raio de curvatura pode reduzir estes riscos. Mostra-lhe como escolher o raio correto para cada metal, espessura e configuração de ferramenta.
As diretrizes para o raio de curvatura de chapas metálicas fornecem regras para o raio mais pequeno que pode ser dobrado em segurança sem causar danos. As diretrizes variam consoante o tipo e a espessura do material, ajudando-o a evitar fissuras e distorções. O conhecimento destas diretrizes garante peças metálicas precisas, fortes e fiáveis.
Em seguida, veremos tabelas pormenorizadas e exemplos reais. Obterá passos claros para evitar defeitos e reduzir o retrabalho. Fique connosco para aprender dicas práticas e valiosas.
O que é o raio de curvatura em Fabrico de chapas metálicas?
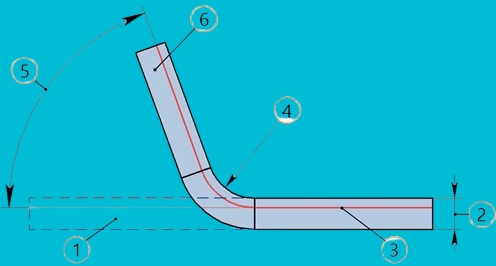
O raio de curvatura é a distância entre o centro de uma curvatura e a superfície interior do metal. Mede o quão apertada ou larga é a dobra. Um raio pequeno faz uma dobra mais acentuada. Um raio grande torna-a mais suave. Este valor é baseado no interior da dobra, não na borda externa.
Nas chapas metálicas, o raio de curvatura é normalmente igual à espessura do metal. Mas isto pode mudar consoante o material e a aplicação.
Para evitar fissuras e deformações durante a dobragem, é importante respeitar o raio de dobragem mínimo. Este é o raio interior mais pequeno que pode aplicar a um material sem causar danos. Os materiais, a espessura e os ângulos de dobragem afectam este limite. Os metais mais duros ou mais espessos necessitam de raios maiores para se manterem intactos.
Como calcular o raio de curvatura mínimo?
A utilização do raio de curvatura correto ajuda a evitar fissuras, marcas de tensão e falhas na peça. Uma forma rápida de o descobrir é seguir algumas regras de ouro com base no tipo e espessura do material.
Compreender a fórmula
O raio de curvatura mínimo depende da espessura do metal e do tipo de metal que está a ser dobrado. Uma regra simples é:
Raio de curvatura mínimo = Espessura (T) × Fator de material
Cada material tem um fator diferente. Os metais macios necessitam de raios de curvatura mais pequenos. Os metais mais duros necessitam de raios maiores. Isto dá-lhe uma forma rápida e fácil de evitar problemas de dobragem.
Variáveis-chave a considerar
Há três factores que alteram o raio de curvatura que deve utilizar:
- Espessura (T): As folhas mais grossas precisam de mais espaço para se dobrarem.
- Tipo de material: Os materiais mais macios, como o alumínio, podem dobrar-se mais apertados. Os mais duros, como o aço inoxidável, precisam de mais espaço.
- Ângulo de curvatura: Os ângulos mais agudos necessitam normalmente de um raio maior para não apresentarem fissuras.
Quanto mais espessa e dura for a chapa, maior deve ser o raio de curvatura.
Utilização de gráficos de raio de curvatura mínimo
Para poupar tempo, muitos engenheiros e operadores de prensas dobradeiras utilizam tabelas de raios de curvatura. Estas tabelas mostram os raios recomendados com base no material e na espessura.
Eis um quadro de referência simplificado:
| Material | T = 1-6 mm | T = 6-12 mm | T = 12-25 mm |
|---|---|---|---|
| Alumínio | 1 × T | 1.5 × T | 2-3 × T |
| Aço | 0.8 × T | 1.2 × T | 1.5-2.5 × T |
| Aço inoxidável | 2 × T | 2.5 × T | 3-4 × T |
Estes valores ajudam-no a dobrar metal em segurança. Basta encontrar o material e a espessura e, em seguida, multiplicar para obter o raio interior correto.
Calculadora de raio de curvatura mínimo
Impactos nas ferramentas e no equipamento
As ferramentas desempenham um papel direto no raio de curvatura final. A sua escolha de matrizes e punções afecta a forma como o metal se molda e a precisão da dobragem.
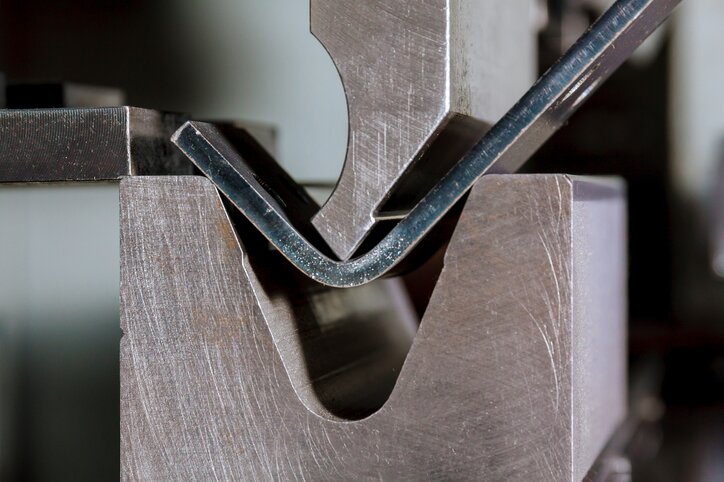
Como a abertura do V-Die influencia o raio de curvatura?
O tamanho da abertura do molde em V controla a forma como o material se dobra. Uma abertura maior do molde em V cria um raio interior maior. Uma abertura mais pequena permite uma curvatura mais apertada.
Regra geral:
Abertura do molde em V = 8 × Espessura do material (para dobragem de ar)
Se o V for demasiado pequeno, o material pode fissurar. Se for demasiado grande, a dobra pode perder a definição e provocar um retorno elástico.
O papel do raio da ponta do punção na dobra final
O raio da ponta do punção ajuda a moldar o interior da curvatura. Uma ponta de punção pequena dá uma curva mais acentuada. Uma ponta de punção maior cria uma curva mais suave.
Para resultados limpos:
- Faça corresponder o raio de perfuração ao raio de curvatura interior pretendido.
- Para materiais mais macios, as pontas de punção mais pequenas funcionam melhor.
- Para materiais mais duros, utilize uma ponta maior para evitar fissuras.
Dobragem a ar vs. abaixamento vs. cunhagem: Efeitos no raio
Os diferentes métodos de conformação afectam os resultados do raio de curvatura.
- Flexão de ar: O punção não entra totalmente no molde. O raio depende do tamanho da matriz em V, não do punção. Oferece flexibilidade mas menos precisão.
- A descer: O punção quase toca no fundo do molde. O raio de curvatura está mais próximo da ponta do punção. Mais consistente do que a curvatura a ar.
- Moeda: O punção pressiona totalmente o metal para dentro da matriz. O raio é igual à ponta do punção. Proporciona o raio de curvatura mais preciso e mais pequeno.
Raio de curvatura na prática de design
Um bom design começa com regras de dobragem práticas. Utilizar o raio de curvatura correto torna as peças mais fáceis de produzir, mais fortes e mais consistentes.
Erros comuns na conceção com um raio de curvatura incorreto
Os erros de conceção resultam frequentemente da utilização de raios de curvatura demasiado pequenos ou inadequados para o material. Isto leva a problemas como:
- Rachaduras de curvas demasiado apertadas
- Arestas deformadas ou rugas
- Furos ou elementos desalinhados perto da curva
- Aumento mola de retorno que altera a forma final
Outro erro comum é não ter em conta o alívio de dobragem ou o espaço para o material se esticar. Isto pode causar rasgões ou abaulamentos.
Sugestões para conceber peças de chapa metálica funcionais e fabricáveis
Para evitar problemas, siga estas práticas recomendadas:
- Definir o raio de curvatura para, pelo menos, 1 × espessura do material (ou seguir a tabela específica do material).
- Mantenha os furos, ranhuras e recortes afastados da linha de dobragem (pelo menos 2 × espessura).
- Utilizar direcções de dobragem consistentes para reduzir a reorientação durante a conformação.
- Adicionar relevos de dobragem nos cantos quando dobrar flanges para evitar rasgões.
- Considere a direção do grão em metais como o alumínio ou o aço inoxidável. Dobrar ao longo do grão reduz as fissuras.
Alterações simples na conceção podem tornar as peças mais fáceis e mais baratas de produzir.
Normas e tolerâncias da indústria para raios de curvatura
As normas ajudam a garantir a qualidade e a compatibilidade. A maioria das lojas segue os valores de:
- DIN 6935 ou ISO 2768 para tolerâncias gerais
- ANSI Y14.5 para GD&T em desenhos
- Fichas de dados do fornecedor de materiais para orientações sobre o raio mínimo
A tolerância típica para raios de curvatura é de cerca de ±0,25 mm para peças de precisão. As peças maiores ou os materiais mais espessos podem ter tolerâncias mais folgadas. Confirmar sempre com o fabricante antes de finalizar o desenho.
Erros comuns de raio de curvatura e como corrigi-los
Pequenos erros de dobragem podem levar a grandes problemas nas peças finais. Muitos problemas ocorreram porque o raio de curvatura não foi tratado corretamente. Eis como evitar os erros mais comuns.
Ignorar a compensação de retorno elástico
O retorno elástico ocorre quando o metal tenta regressar à sua forma original após a dobragem. Se não o planear, o ângulo e o raio podem estar errados.
Fixar: Ajustar o ângulo de curvatura no projeto para ter em conta o retorno elástico. Utilize os dados do material ou teste as dobras para encontrar a compensação correta. Os metais mais duros, como o aço inoxidável, necessitam de mais ajustes do que os mais macios, como o alumínio.
Sobrestimação da ductilidade do material
Alguns projectos levam os materiais demasiado longe, partindo do princípio de que estes se dobrarão sem problemas. No entanto, nem todos os metais conseguem suportar curvas apertadas.
Fixar: Verifique a tabela de raios de curvatura antes de definir a curvatura. Se o projeto exigir um canto apertado, mude para um material mais dúctil ou aumente o raio. Nunca force uma curva apertada num material duro ou espesso.
Falha ao considerar o empilhamento de tolerância em peças com várias dobras
Quando uma peça tem muitas curvas, os pequenos erros acumulam-se. A isto chama-se empilhamento de tolerâncias. Se não for planeado, a peça final pode não encaixar ou alinhar.
Fixar: Adicionar tolerância extra para cada dobra em peças com várias dobras. Trabalhar em estreita colaboração com o fabricante para definir tolerâncias claras. Evite colocar orifícios demasiado perto de curvas onde o metal possa deslocar-se.
Seleção de ferramentas inadequada
A utilização de um punção ou matriz de tamanho incorreto conduz a uma má qualidade de dobragem. Pode causar raios grandes, marcas de ferramentas ou mesmo fissuras.
Fixar: Faça corresponder o raio da ponta do punção e a abertura da matriz ao material e ao raio de curvatura pretendido. Certifique-se de que as ferramentas são adequadas ao tipo e à espessura do metal. Verifique novamente a configuração antes de dobrar peças de grande volume.
Conclusão
As diretrizes de raio de dobragem de chapa metálica ajudam a garantir dobras precisas, fortes e limpas. O raio de dobragem correto depende do material, da espessura, das ferramentas e do método de dobragem. A utilização de valores adequados evita fissuras, distorções e retrabalho. Os projectistas e engenheiros devem verificar sempre as tabelas de raio de curvatura, aplicar boas práticas de design e escolher ferramentas adequadas para obter os melhores resultados.
Precisa de ajuda para dobrar ou fabricar chapas metálicas personalizadas? Contacte-nos hoje para obter apoio especializado e um serviço rápido e fiável.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
