Os fabricantes de metal enfrentam frequentemente problemas com marcas de dobragem e superfícies irregulares em peças de chapa metálica. Estes problemas podem conduzir a pontos fracos e a uma fraca qualidade visual. A cunhagem por prensa dobradeira é uma solução que melhora a precisão da dobragem e o acabamento da superfície, reduzindo assim os defeitos e melhorando a fiabilidade do produto.
A cunhagem de moeda proporciona exatidão. Mas como é que funciona? Vamos analisar em pormenor o que acontece durante o processo e por que razão é importante.

O que é a cunhagem por prensa de freio?
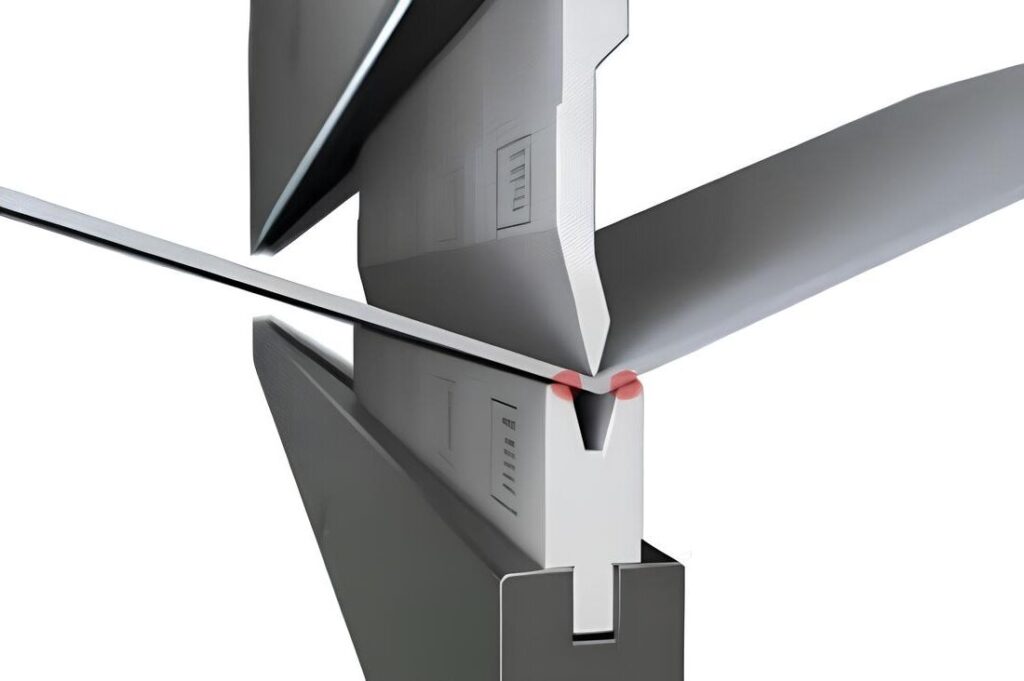
A cunhagem por prensa dobradeira é um processo de dobragem de metal que molda a chapa metálica utilizando uma pressão muito elevada. O punção pressiona profundamente o metal, forçando-o totalmente para dentro da cavidade da matriz. Ao contrário da dobragem por ar, em que o metal apenas entra parcialmente em contacto com as ferramentas, a cunhagem cria um contacto completo entre o punção, o metal e a superfície da matriz.
Esta pressão intensa remodela a estrutura do grão do metal diretamente na área de dobragem. O metal é comprimido para além do seu ponto de cedência, o que fixa permanentemente a nova forma. Devido a este facto, a cunhagem produz curvas acentuadas com muito pouco ou nenhum retorno elástico. Os ângulos mantêm-se exactos e o raio de curvatura interior é apertado.
Durante a cunhagem, o metal flui e estica-se à volta do punção, preenchendo firmemente a cavidade da matriz. Esta deformação plástica profunda elimina as tensões internas, tornando a dobra estável e impedindo-a de se alterar após a conformação.
Operação de cunhagem com prensa dobradeira passo a passo
A cunhagem na prensa requer uma configuração e execução cuidadosas. Eis como se desenrola o processo:
Etapa 1: Configuração de ferramentas
Selecionar o punção e a matriz adequados ao tipo e espessura do material. Utilizar ferramentas endurecidas para lidar com a alta pressão. Alinhar cuidadosamente o punção e a matriz na prensa dobradeira. Verificar se a abertura da matriz e a ponta do punção correspondem ao desejado raio de curvatura.
Etapa 2: Posicionamento do material
Colocar a chapa metálica no molde inferior. Certifique-se de que está plana e em esquadro com o gabarito traseiro. Utilize grampos ou batentes, se necessário, para evitar que a chapa se desloque durante a dobragem.
Etapa 3: Ajustamento da tonelagem
Ajustar a prensa dobradeira para aplicar força suficiente para a cunhagem. Esta tonelagem deve ser suficiente para empurrar completamente o punção para dentro da matriz. Utilizar uma tabela ou calculadora de tonelagem com base no tipo de material, espessura e comprimento da dobra.
Etapa 4: Curso de dobragem
Iniciar o ciclo da máquina. O punção desloca-se para baixo e força o metal para dentro da matriz. Ao contrário da dobragem por ar, o punção continua a penetrar profundamente na cavidade da matriz. A chapa de metal flui e assume a forma exacta da ferramenta.
Etapa 5: Curso de retorno
Depois de atingir a profundidade total, o punção retrai-se. O metal mantém o ângulo e a forma da dobra. Quase não há dorso da mola porque o material estava completamente deformado.
Passo 6: Remoção e inspeção de peças
Retirar a peça acabada da matriz. Verifique o ângulo de curvatura, o raio e a qualidade da superfície. Utilize calibradores ou ferramentas de medição para confirmar que correspondem às especificações.
Vantagens da cunhagem por prensa dobradeira
A cunhagem oferece mais do que apenas curvas acentuadas. Melhora a precisão, a consistência e a qualidade da superfície. Estas vantagens fazem dela uma escolha forte para aplicações de elevada procura.
Precisão e repetibilidade superiores
A cunhagem por prensa de freio proporciona sempre ângulos de curvatura exactos. A alta pressão força o metal a adaptar-se perfeitamente à forma da matriz. Isto torna-a ideal para peças que requerem tolerâncias apertadas, tais como dispositivos médicos ou maquinaria de precisão.
Acabamento e detalhe de superfície melhorados
O processo comprime o metal, criando curvas suaves e nítidas sem fissuras ou distorções. Ao contrário de outros métodos, a cunhagem deixa marcas mínimas de ferramenta, reduzindo a necessidade de trabalho de acabamento adicional.
Redução do efeito de retorno elástico
O retorno elástico é a tendência do metal para regressar ligeiramente após a dobragem. A cunhagem elimina este fenómeno ao remodelar permanentemente o material. Isto resulta em menos ajustes e resultados mais consistentes em produções de grande volume.
Desafios e limitações da cunhagem com prensa dobradeira
Embora a cunhagem ofereça uma precisão incrível, também tem alguns inconvenientes. Estes devem ser considerados antes de a escolher para um projeto.
Requisitos de elevada tonelagem
A cunhagem exige muito mais força do que a dobragem normal. As máquinas requerem 5 a 8 vezes a tonelagem da dobragem a ar, o que resulta em custos mais elevados e em equipamento especializado. Nem todas as lojas têm prensas suficientemente potentes para trabalhos pesados de cunhagem.
Considerações sobre ferramentas e matrizes
As ferramentas de precisão são fundamentais. As matrizes têm de corresponder ao ângulo de curvatura exato e qualquer desgaste pode arruinar a precisão da peça. O aço temperado para ferramentas é uma necessidade, mas aumenta os custos iniciais. Também é necessária uma manutenção frequente para evitar defeitos.
Restrições de Materiais
Os metais macios, como o alumínio, podem lidar com a cunhagem, mas os materiais complexos ou frágeis (por exemplo, aço com elevado teor de carbono) podem rachar sob pressão extrema. Folhas mais grossas requerem ainda mais força, tornando alguns projectos impraticáveis.

Aplicações da cunhagem por prensa dobradeira
A cunhagem é utilizada em indústrias que requerem alta precisão e tolerâncias apertadas. Funciona bem para peças que necessitam de curvas limpas e dimensões consistentes.
Automotivo e Aeroespacial
Na indústria automóvel, a cunhagem é utilizada para suportes, reforços e estruturas. Estas peças têm de ser resistentes e encaixar com precisão durante a montagem.
A indústria aeroespacial utiliza a cunhagem para peças estruturais e interiores. Muitas destas peças têm formas complexas e especificações rigorosas. A cunhagem ajuda a garantir o desempenho seguro das peças sob tensão.
Eletrónica e Engenharia de Precisão
Na eletrónica, as pequenas peças metálicas necessitam de arestas limpas e curvas suaves. A cunhagem ajuda a criar formas pormenorizadas com menos distorção.
As ferramentas de precisão e as caixas também beneficiam da cunhagem. O processo garante formas exactas com pouca variação, o que é fundamental para o encaixe de componentes.
Produtos comuns fabricados com moeda
A moeda é utilizada para fabricar uma vasta gama de peças. Alguns exemplos comuns incluem:
- Suportes metálicos e placas de montagem
- Suportes e clipes para pilhas
- Caixas de conectores
- Gabinetes elétricos
- Pequenas ligações mecânicas
- Peças de acabamento decorativas
Prensa de cunhagem vs. outras técnicas de conformação
Diferentes métodos de dobragem oferecem diferentes resultados. A cunhagem destaca-se quando os ângulos apertados e a repetibilidade são mais importantes.
Cunhagem vs. Dobragem a ar
A dobragem por ar comprimido é o método mais comum. Utiliza menos tonelagem e permite ângulos flexíveis com as mesmas ferramentas. O punção não toca no fundo da matriz. O ângulo final depende da profundidade e do retorno do material.
A cunhagem, por outro lado, empurra o punção profundamente para dentro da matriz. Isto elimina o retorno elástico e proporciona um ângulo de curvatura fixo com base na forma da ferramenta. A cunhagem é mais precisa mas menos flexível. Também requer mais força.
A dobragem por ar comprimido é mais rápida e consome menos energia. A cunhagem é mais lenta, mas produz melhor consistência e qualidade de superfície.
Cunhagem vs. dobragem de fundo
A dobragem por baixo pressiona o material para dentro da matriz, mas pára antes do contacto completo. Utiliza mais força do que a dobragem a ar, mas menos do que a cunhagem. Ainda ocorre algum retorno de mola, pelo que pode ser necessária uma correção do ângulo.
A cunhagem vai mais longe. Comprime totalmente o metal na cavidade do molde, o que fixa a forma. A dobragem por baixo proporciona uma precisão decente, mas a cunhagem oferece uma melhor repetibilidade e dobras mais limpas.
A dobragem pelo fundo é um bom meio-termo para uma precisão moderada. A cunhagem é mais eficaz quando as tolerâncias são apertadas e o acabamento da superfície é crítico.
Quando escolher a moeda em vez de alternativas?
Escolher a cunhagem quando:
- São necessários ângulos de curvatura exactos e sem retorno
- A peça deve corresponder a especificações de conceção rigorosas
- As marcas ou distorções da superfície devem ser reduzidas ao mínimo
- O produto será visível ou virado para o consumidor
- Está a trabalhar com materiais metálicos macios ou finos
Evitar a cunhagem quando:
- A velocidade de produção é mais importante do que a precisão
- A sua prensa dobradeira não consegue suportar uma tonelagem elevada
- Necessita de ajustes de ângulo flexíveis a partir de uma configuração
| Método | Tipo de contacto | Tonelagem necessária | Precisão do ângulo de curvatura | Primavera de volta | Desgaste de ferramentas | Velocidade | Melhor para |
|---|---|---|---|---|---|---|---|
| Cunhando | Contacto total (o punção penetra na matriz) | Alto | Muito elevado | Mínimo | Alto | Lento | Alta precisão, tolerância apertada, acabamento limpo |
| Dobra de Ar | Contacto parcial (flutuante no coto) | Baixo | Moderado | Alto | Baixo | Rápido | Ângulos de flexão flexíveis, necessidade de pouca força |
| Dobra Inferior | Contacto total (mas sem penetração) | Médio | Alto | Baixo | Médio | Moderado | Dobragem de precisão média para uso geral |
Melhores práticas para uma cunhagem bem sucedida
Para obter resultados consistentes e de alta qualidade na cunhagem de moedas, cada passo - desde a preparação até à inspeção - tem de ser feito com cuidado.
Configuração correta da máquina
Utilizar uma prensa dobradeira com tonelagem suficiente para o material e o comprimento da dobra. Verificar a tabela de tonelagem antes de começar. Alinhar sempre o punção e a matriz com precisão.
Fixe bem as ferramentas. Qualquer desalinhamento pode conduzir a ângulos incorrectos ou a danos na ferramenta. Certifique-se de que o calibre traseiro está quadrado e posicionado corretamente.
Aquecer a prensa dobradeira antes de longos percursos para estabilizar o desempenho. Verificar as definições de profundidade do curso para corresponder ao contacto entre o punção e a matriz necessário para a cunhagem.
Técnicas de preparação de materiais
Utilizar chapas de metal limpas e planas. Remover sujidade, óleo ou ferrugem antes de dobrar. Os contaminantes podem afetar a dobragem e danificar as ferramentas.
Manter a espessura da chapa dentro da tolerância. Uma espessura irregular pode conduzir a ângulos inconsistentes. Evitar a utilização de chapas com rebarbas ou danos nos bordos.
Corte as folhas com precisão. As arestas direitas ajudam a garantir um melhor alinhamento durante o processo de dobragem. Utilize uma direção de grão consistente ao dobrar para obter resultados uniformes.
Controle e Inspeção de Qualidade
Verificar cuidadosamente as primeiras peças. Utilize medidores de ângulo, verificadores de raio ou calibradores para verificar as dimensões.
Verificar se existem marcas ou fissuras na superfície, especialmente na linha de dobragem. Comparar regularmente as peças com amostras aprovadas durante a produção.
Acompanhe o desgaste da ferramenta ao longo do tempo. As ferramentas gastas ou danificadas podem resultar num acabamento superficial deficiente ou em dobras imprecisas. Substitua-as antes que afectem a qualidade da peça.
Conclusão
A cunhagem por prensagem é um método de conformação preciso e estável que oferece tolerâncias apertadas, um retorno elástico mínimo e uma qualidade de superfície limpa. É ideal para peças em que a precisão e o aspeto são críticos. Embora exija uma tonelagem mais elevada e uma configuração mais rigorosa, os resultados são consistentemente fiáveis, especialmente para indústrias como a automóvel, a aeroespacial e a eletrónica.
Precisa de peças metálicas precisas e de alta qualidade com curvas perfeitas? Fale hoje com a nossa equipa de engenharia para ver como a cunhagem de precisão pode melhorar o seu próximo projeto.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
