Os projectos modernos de chapa metálica envolvem normalmente várias equipas - engenheiros, fabricantes, fornecedores e clientes. Os problemas começam quando as suas funções não estão claramente definidas. Mesmo um projeto bem organizado pode desmoronar-se se ninguém souber quem é responsável por quê. Muitas empresas enfrentam este problema porque assumem que toda a gente entende a "responsabilidade de engenharia" da mesma forma, mas raramente é esse o caso.
No fabrico de chapas metálicas, é essencial definir as responsabilidades desde o início. Os engenheiros são responsáveis pela precisão do projeto e pela definição das tolerâncias corretas. Os fabricantes concentram-se na capacidade de fabrico, nos processos estáveis e no controlo de qualidade. Os fornecedores tratam da qualidade do material, da certificação e da rastreabilidade. Cada função tem um objetivo claro, e misturá-las conduz frequentemente a confusão, perda de tempo e custos adicionais.
Ter uma responsabilidade clara por cada tarefa ajuda a evitar erros e culpas. Também cria confiança e melhora a comunicação entre as equipas de conceção e produção, permitindo que todo o projeto decorra de forma mais eficiente.
Definição da responsabilidade de engenharia em projectos de chapa metálica
Uma responsabilidade clara é a base de um projeto de chapa metálica bem sucedido. Quando as funções se sobrepõem ou permanecem indefinidas, a confusão espalha-se. Pequenos erros transformam-se em atrasos significativos.
O conceito de propriedade de engenharia
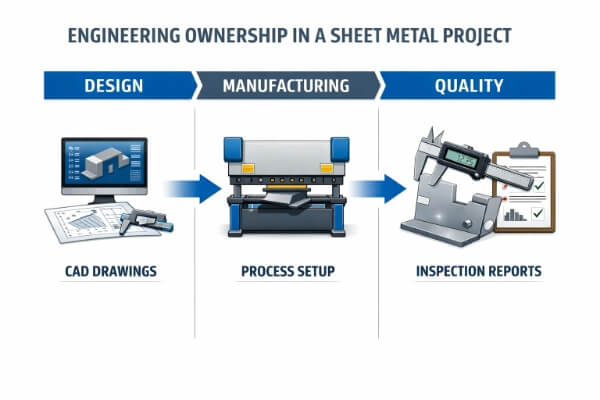
A propriedade da engenharia significa assumir o controlo de todas as decisões no âmbito da sua função e ser responsável pelo resultado. Na fase de projeto, isto significa criar desenhos precisos, tolerâncias realistas e escolhas de materiais adequadas. Os projectistas definem o desempenho da peça e a forma como se encaixa na montagem.
Os engenheiros de fabrico tratam da forma como o desenho é feito. Gerem as ferramentas, o fluxo do processo e os controlos de qualidade. A sua função é cumprir as especificações de forma eficiente e consistente.
Por exemplo, se um projetista exigir uma curva de 90° com uma tolerância apertada, o fabricante deve escolher a configuração e as ferramentas adequadas para obter esse ângulo sem distorção.
Porque é que os limites são importantes para a qualidade e a responsabilização?
Os limites não são barreiras - são salvaguardas. Protegem a qualidade e a responsabilidade, permitindo que cada equipa se concentre naquilo que faz melhor. Quando os engenheiros sabem exatamente quais são as suas responsabilidades, há menos problemas que chegam à produção.
Se a equipa de design definir claramente as tolerâncias, o fabricante pode concentrar-se em mantê-las em vez de as interpretar. Quando uma dimensão está em falta ou não é realista, é assinalada antes do início da produção. Esta divisão reduz o retrabalho e encurta os prazos de entrega.
Áreas cinzentas comuns entre as equipas de conceção e fabrico
Em projectos reais, nem tudo se encaixa perfeitamente no papel de uma equipa. Surgem frequentemente zonas cinzentas onde a intenção do projeto se encontra com os limites do fabrico.
Por exemplo, um projetista pode especificar um canto interno agudo, mas o fabricante sabe que um raio de curvatura é necessário para evitar a formação de fissuras. Nenhum dos dois está errado - vêem o problema de forma diferente.
O controlo das tolerâncias causa frequentemente o mesmo problema. Os projectistas querem tolerâncias apertadas para o ajuste da montagem, enquanto a produção prefere tolerâncias ligeiramente mais largas para um fabrico mais suave. Sem uma discussão prévia, esta diferença pode levar à rejeição de peças ou à perda de tempo.
Responsabilidades da fase de conceção
A fase de conceção decide o sucesso de um projeto de chapa metálica muito antes do início da produção. Os engenheiros e os fabricantes precisam de trabalhar em conjunto desde cedo para alinhar as ideias criativas com as necessidades reais de produção.
Funções dos designers de produtos
Os designers de produtos criam o projeto para o desempenho. A sua principal tarefa é produzir desenhos 2D e modelos 3D precisos que descrevam completamente a peça - incluindo dimensões, tolerâncias, materiais e acabamentos de superfície.
Mas o design é mais do que apenas trabalho de CAD. Os projectistas têm de considerar a forma como a peça será fabricada - se pode ser dobrada, soldadoou montados com ferramentas normais. Por exemplo, um canto interior agudo pode rachar durante a dobragem, mas a adição de um pequeno raio pode evitar isso sem alterar a função.
Os projectistas devem também seguir práticas normalizadas. As dimensões dos furos devem corresponder às ferramentas de perfuração disponíveis, tolerâncias de dobragem deve corresponder à espessura da folha e os materiais devem ser adequados ao ambiente de trabalho do produto. Estes pequenos pormenores poupam tempo, reduzem os custos e evitam tentativas e erros mais tarde.
Entrada do fabricante durante o DFM
Design para Manufaturabilidade (DFM) é onde as ideias de design se encontram com a realidade da produção. É a fase em que a experiência do fabricante acrescenta um valor real.
Os fabricantes analisam o projeto para verificar se este pode ser produzido de forma eficiente e consistente. Procuram áreas problemáticas - orifícios demasiado próximos de curvas, tolerâncias muito apertadas, recortes desnecessários ou superfícies difíceis de acabar. Por exemplo, deslocar um furo apenas 2 mm para longe de uma linha de dobragem pode evitar fissuras e simplificar a configuração das ferramentas.
O seu feedback não se destina a alterar a intenção do projeto - destina-se a melhorar a forma como esse projeto pode ser construído. O objetivo não é desafiar o engenheiro, mas tornar a peça mais fácil, mais rápida e mais fiável de produzir.
Um processo DFM forte depende de um trabalho de equipa aberto:
- Os designers explicam o objetivo e a função de cada elemento.
- Os fabricantes fornecem dados reais de produção, limites de ferramentas e conselhos de configuração.
Quando ambas as partes colaboram numa fase inicial, as peças passam pela produção sem problemas. Os custos baixam, os prazos de entrega diminuem e ambas as equipas são bem sucedidas - o designer pela precisão e o fabricante pela eficiência.

Funções de prototipagem e pré-produção
Antes do início da produção total, a fase de protótipo liga as ideias de design ao fabrico no mundo real. Verifica se os desenhos, materiais e processos funcionam em conjunto como planeado.
Revisão colaborativa de desenhos e modelos 3D
Quando o projeto estiver pronto, os engenheiros e os fabricantes devem revê-lo em conjunto - pessoalmente ou em linha. Esta revisão conjunta ajuda ambas as partes a confirmar que a intenção do projeto corresponde ao que pode ser efetivamente fabricado.
Os projectistas concentram-se na geometria, no ajuste e na forma como as peças são montadas. Os fabricantes verificam as linhas de dobragem, o espaçamento dos furos e as tolerâncias para garantir que a peça pode ser fabricada utilizando as máquinas existentes e as ferramentas padrão.
Por exemplo, um designer pode querer um canto sem costuras, mas o fabricante pode sugerir um método de soldadura diferente para evitar a distorção. Falar sobre estes pormenores numa fase inicial evita alterações dispendiosas mais tarde.
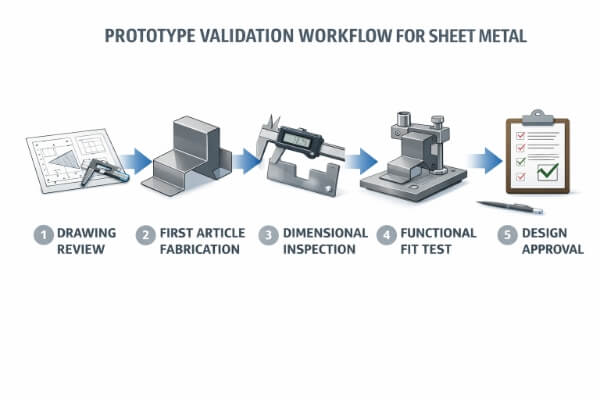
Validação dimensional e testes funcionais
Após a construção do protótipo, os testes confirmam se o desempenho do projeto é o esperado. Os engenheiros medem as principais caraterísticas utilizando ferramentas como paquímetros, calibres ou máquinas de medição por coordenadas para garantir que todas as dimensões cumprem as tolerâncias do desenho.
Segue-se o teste funcional - verificação do funcionamento da peça numa utilização real. A peça monta-se sem problemas, encaixa noutros componentes e suporta a carga prevista? Por exemplo, um suporte pode cumprir todas as dimensões, mas ainda assim dobrar-se com o peso.
Se surgirem problemas, a atenção deve centrar-se em encontrar a causa - quer se trate de um problema de conceção, configuração de ferramentas ou variação do processo. A resolução do problema agora evita problemas maiores quando a produção em massa começar.
Transferência de documentação - Que dados o fabricante deve receber
Antes do início da produção, todos os dados aprovados devem ser entregues de forma limpa. O fabricante deve receber um pacote digital completo que inclua:
- Desenhos 2D e ficheiros CAD 3D (claramente identificadas com as revisões)
- Especificações do material e do acabamento da superfície
- Tolerâncias críticas e pontos de inspeção
- Instruções de montagem ou de soldadura, se necessário
Todos os ficheiros devem ter um controlo de versões para evitar confusões sobre qual a versão atual do desenho.
A documentação em falta ou pouco clara é uma causa significativa de retrabalho no fabrico. Uma transferência transparente garante que a fábrica constrói exatamente o que foi aprovado - sem ficheiros desactualizados, sem mal-entendidos e sem atrasos.
Limites da engenharia de produção
Quando um projeto entra em produção, o controlo passa do planeamento da conceção para o fabrico real. Nesta fase, a clareza é tudo - quem gere o plano do processo e quem aprova as alterações ao projeto?
Responsabilidade do fabricante pelo planeamento do processo
O fabricante é responsável pela forma como a peça é fabricada. A sua equipa define cada passo - corte, dobragem, soldadura, acabamento e inspeção. Selecionam as ferramentas adequadas, definem os parâmetros da máquina e escrevem instruções de trabalho para garantir uma qualidade consistente.
Todo o planeamento deve seguir o projeto aprovado e não os pressupostos.
Por exemplo, se um desenho exigir uma dobra de 90° com uma tolerância de ±0,5°, o fabricante decide qual a prensa dobradeira, as ferramentas e a configuração que podem atingir essa precisão repetidamente.
Se uma caraterística não puder ser produzida tal como foi concebida - por exemplo, uma dobra demasiado apertada ou uma soldadura difícil de alcançar - o fabricante deve comunicá-lo imediatamente. É responsável pela identificação do problema, mas não pode alterar o projeto sem aprovação.
Responsabilidade do cliente ou do projetista pela aprovação de alterações ao projeto
Mesmo durante a produção, o cliente ou o engenheiro de projeto mantém a propriedade total do projeto. Qualquer alteração que afecte a geometria, a função ou o aspeto tem de ser revista e aprovada por eles.
Se o fabricante sugerir um método mais eficiente - como a substituição de duas flanges soldadas por uma peça dobrada - a proposta deve ser devolvida ao proprietário do projeto. Só ele pode confirmar que a modificação não afectará o ajuste, a resistência ou o aspeto.
Cada alteração aprovada deve ser registada com uma nova revisão do desenho, um ficheiro CAD atualizado e uma nota de aprovação datada. Deste modo, mantém-se a rastreabilidade total e evita-se a confusão.
As alterações não aprovadas "on-the-fly" causam frequentemente problemas maiores mais tarde, tais como montagens desalinhadas ou peças rejeitadas. Um processo de aprovação simples mantém a produção precisa, consistente e responsável.
Responsabilidades em matéria de qualidade e inspeção
O controlo de qualidade é onde os planos de engenharia se transformam em resultados mensuráveis. Independentemente da solidez do plano de conceção ou de processo, o sucesso de um projeto depende de uma inspeção consistente, de uma documentação clara e de uma responsabilidade definida.
Estabelecer normas de inspeção e quem as define
A inspeção começa muito antes da produção. O engenheiro de projeto decide o que tem de ser inspeccionado - dimensões, tolerâncias, acabamentos de superfície e caraterísticas funcionais chave. Estes pormenores devem ser claramente indicados nos desenhos e nas especificações.
O fabricante determina como as inspecionar. Escolhe as ferramentas de medição adequadas - paquímetros, calibradores, CMMs ou scanners ópticos - e define a frequência da inspeção.
Por exemplo, um furo com uma tolerância de ±0,1 mm pode necessitar de ser verificado em cada lote, enquanto as superfícies cosméticas podem ser inspeccionadas por amostragem.
Rastreabilidade e documentação
A rastreabilidade liga cada peça acabada à sua fonte - o material, o processo e o operador. O fabricante gere este registo para manter a produção transparente e fiável.
Os registos de rastreabilidade típicos incluem:
- Certificados de material e números de lote
- Relatórios de inspeção e registos de processos
- IDs de operadores ou máquinas para cada lote
- Registos de calibração para todos os aparelhos de medição
Cada peça deve ter um identificador único - como um código de lote, uma etiqueta QR ou um número de série carimbado - que a ligue ao seu histórico de inspeção completo.
Quando ocorre um problema, a rastreabilidade permite aos engenheiros identificar rapidamente a causa principal. Responde se o problema foi causado por alterações no material, nas ferramentas ou na configuração.
Responsabilidades em matéria de logística e cadeia de abastecimento
Quando o produto sai da fábrica, a responsabilidade da engenharia não termina - simplesmente muda. A qualidade pode ainda perder-se durante o aprovisionamento, a embalagem ou o transporte se os deveres não forem claros.
Quem gere a qualificação de fornecedores e o aprovisionamento de materiais?
A qualidade dos materiais começa com o controlo dos fornecedores. Normalmente, o fabricante gere a qualificação do fornecedor porque trabalha diretamente com os fornecedores de materiais e compreende as necessidades de produção. Verificam as certificações dos fornecedores, analisam os relatórios de testes e verificam a conformidade com normas como a ASTM, ISO ou RoHS.
O engenheiro de projeto define os requisitos do material - o seu grau, acabamento e resistência mecânica. O fabricante garante que os fornecedores cumprem consistentemente esses requisitos.
Por exemplo, se um projeto requer aço inoxidável 304 com um acabamento escovado #4, o engenheiro especifica essa norma e o fabricante confirma que o fornecedor fornece a chapa correta com total rastreabilidade.
Responsabilidade pela conceção da embalagem e proteção da remessa
A embalagem é uma parte fundamental da qualidade do produto. O fabricante é responsável pela conceção de embalagens que protejam as peças durante o manuseamento e o transporte. O fabricante conhece a forma do produto, a sensibilidade da superfície e o método de empilhamento, o que determina a forma como cada peça deve ser embrulhada, almofadada e encaixotada.
O cliente ou o designer revê e aprova as normas de embalagem antes da expedição. Confirmam requisitos como limites de peso, proteção contra a corrosão e detalhes de rotulagem.
Por exemplo, os painéis de alumínio polido podem necessitar de proteção com película e inserções de espuma, enquanto as peças revestidas a pó podem necessitar de caixas divisórias para evitar riscos.
Melhores práticas para estabelecer limites de responsabilidade
Processos transparentes, comunicação organizada e as ferramentas certas mantêm todos os projectos a funcionar sem problemas. Estas melhores práticas ajudam as equipas a evitar sobreposições, a reduzir os erros e a manter a responsabilidade desde o conceito até à entrega.
Utilização de matrizes RACI (Responsável, Responsabilizado, Consultado, Informado)
A Matriz RACI é uma ferramenta simples mas eficaz para definir responsabilidades. Mostra quem é Responsável (faz a tarefa), Responsável (aprova o resultado), Consultado (dá entrada), e Informado (recebe actualizações).
Nos projectos de chapa metálica, isto ajuda a clarificar os papéis da engenharia e da produção.
Por exemplo, durante a fase DFM:
- O designer é Responsável para atualizar desenhos.
- O gestor de projectos é Responsável para aprovação final.
- O fabricante é consultado para obter feedback sobre a produção.
- O equipa de qualidade é informado sobre as alterações das inspecções.
Protocolos claros de comunicação e documentação
A comunicação escrita mantém a informação exacta. Todas as alterações - desde actualizações de design a ajustes de tolerância - devem ser registadas e facilmente rastreáveis. Idealmente, todas as actualizações são armazenadas num sistema partilhado a que todos podem aceder.
As equipas devem chegar a acordo:
- Onde os ficheiros são armazenados e quem os pode atualizar.
- Como são apresentados os pedidos de alteração e as aprovações.
- Qual é a versão mais recente de cada desenho?
Reuniões periódicas de revisão de engenharia
As reuniões de revisão programadas ajudam a manter os limites claros. Dão às equipas a oportunidade de confirmar o progresso, resolver questões e ajustar as funções, se necessário.
Os pontos de controlo típicos incluem:
- Revisão da pré-produção - confirmar a capacidade de fabrico e os planos de ferramentas.
- Revisão a meio da corrida - verificar a estabilidade da produção e discutir melhorias.
- Revisão pós-projeto - recolher as lições aprendidas para projectos futuros.
Conclusão
Limites de engenharia claros fazem mais do que melhorar a eficiência - evitam o retrabalho, reduzem os atrasos e mantêm as equipas concentradas no que realmente importa: fornecer peças de chapa metálica fiáveis, económicas e de alta qualidade. Quando todos os engenheiros, fabricantes e clientes compreendem o seu âmbito, a colaboração torna-se mais fácil e os problemas são resolvidos mais cedo.
Pronto para tornar o seu próximo projeto mais simples?
Se o seu próximo projeto de fabrico envolver várias fases ou uma coordenação complexa, comece com clareza. Contacte-nos hoje para discutir revisões de design, feedback de manufacturabilidade ou otimização de processos - e transformar a sua próxima construção num sucesso orientado por dados.
FAQs
O que acontece se forem encontrados erros de conceção durante a produção?
Se surgir uma falha de conceção durante a produção, o fabricante deve parar o trabalho e notificar o engenheiro de conceção. O engenheiro analisa a questão, actualiza o desenho e emite uma nova revisão. A produção só é retomada após aprovação por escrito, mantendo todas as alterações rastreáveis.
Quem revê as tolerâncias após o feedback do DFM?
O engenheiro de projeto tem autoridade total sobre as tolerâncias. Os fabricantes podem sugerir ajustes durante a DFM, mas apenas os engenheiros podem modificar os desenhos oficiais. Isto mantém intacta a intenção funcional e permite um fabrico eficiente.
Como devem ser resolvidos os litígios relativos à qualidade das peças?
Os litígios de qualidade devem basear-se em dados e não em opiniões. Ambas as equipas devem analisar em conjunto os relatórios de inspeção, os desenhos e as normas de referência. Se não for possível chegar a acordo, uma inspeção por terceiros ou uma norma reconhecida, como a ISO ou a ASTM, fornece uma conclusão objetiva.
Quando é que os clientes devem envolver os fabricantes na fase de conceção?
Os fabricantes devem ser envolvidos antes da aprovação final do projeto. A colaboração precoce durante a prototipagem ou DFM ajuda a identificar potenciais problemas, reduz o tempo de execução e evita revisões dispendiosas mais tarde.
Como é que os pequenos fabricantes podem definir claramente as suas responsabilidades?
Comece com uma lista de controlo de responsabilidades simples ou um gráfico RACI. Defina quem aprova os desenhos, quem planeia os processos e quem trata da inspeção. Mesmo as equipas pequenas beneficiam desta estrutura - cria consistência, responsabilidade e confiança em todos os projectos.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Aço inoxidável resistente a impressões digitais: como funciona e como escolher

OEM vs. fabrico por contrato: Como escolher o modelo certo para o seu projeto

Custo de instalação vs. custo unitário no fabrico de chapas metálicas
