Powłoka z azotku tytanu (TiN) jest szeroko stosowana w produkcji. Jest ona znana ze swojego złotego wyglądu, ale jej główną zaletą jest funkcjonalność.
TiN służy do poprawy twardości powierzchni, zmniejszenia zużycia i obniżenia tarcia w odpowiednich zastosowaniach. W wielu zastosowaniach związanych z narzędziami i częściami zużywającymi się, narzędzia mogą zapewnić dłuższą żywotność i bardziej stabilną pracę.
Dla inżynierów i kupujących użytecznym pytaniem jest nie tylko to, czym jest TiN, ale co zmienia i kiedy warto go używać.

Co robi powłoka z azotku tytanu?
TiN jest stosowany, gdy narzędzie lub część wymaga lepszego zachowania powierzchni bez zmiany materiału rdzenia. Poprawia powierzchnię styku, podczas gdy podłoże nadal zapewnia wytrzymałość i wsparcie.
Co powłoka TiN faktycznie dodaje do powierzchni narzędzia lub części?
TiN to cienka powłoka ceramiczna wykonana z tytanu i azotu. Zazwyczaj nakłada się ją w bardzo cienkiej warstwie, często około 2-5 μm w wielu zastosowaniach narzędziowych, ale warstwa ta może nadal zmieniać właściwości użytkowe powierzchni.
Wiele problemów produkcyjnych zaczyna się na powierzchni. Zużycie, tarcie, uszkodzenia krawędzi i opór ślizgowy - wszystko to zaczyna się w punkcie styku.
Dodając twardszą warstwę zewnętrzną, TiN pomaga powierzchni skuteczniej opierać się zużyciu. Na narzędziach tnących, które mogą pomóc chronić krawędź roboczą. Stemple i matryce mogą pomóc zmniejszyć uszkodzenia spowodowane powtarzającym się kontaktem. W przypadku części zużywających się może pomóc powierzchni lepiej wytrzymać regularne ruchy lub nacisk.
Dlaczego TiN zmienia zachowanie powierzchni bez zmiany materiału bazowego?
Jedną z głównych zalet TiN jest to, że zmienia powierzchnię bez zmiany materiału podstawowego. Podłoże nadal zapewnia wytrzymałość rdzenia, wytrzymałość i wsparcie strukturalne, podczas gdy TiN zmienia zewnętrzną warstwę, która ma bezpośredni kontakt.
Dlatego TiN powinien być traktowany jako rozwiązanie powierzchniowe, a nie pełne rozwiązanie materiałowe. Powlekane narzędzie nadal zależy od odpowiedniego podłoża, geometrii i warunków procesu.
Wiertło nadal potrzebuje odpowiedniej wytrzymałości rdzenia i podparcia krawędzi, a stempel nadal potrzebuje odpowiedniej twardości podstawy i nośności. TiN może poprawić powierzchnię roboczą, ale nie może naprawić słabego podłoża lub złego wyboru projektu.
Co mówi złote wykończenie w praktycznym zastosowaniu?
Złoty kolor sprawia, że TiN jest łatwy do rozpoznania, co może być przydatne na hali produkcyjnej. Pomaga szybko zidentyfikować powlekane narzędzia i zapewnia wyraźną wizualną różnicę w stosunku do niepowlekanych powierzchni.
Jednak sam kolor nie mówi, czy powłoka jest odpowiednia do danego zadania. Nie potwierdza grubości powłoki, jakości przyczepności ani dopasowania do aplikacji.
Złote wykończenie jest cechą wizualną, a nie głównym powodem stosowania powłoki. Prawdziwa wartość wynika z tego, jak powierzchnia zachowuje się pod wpływem zużycia, tarcia i powtarzającego się kontaktu.
Jak powłoka TiN poprawia wydajność?
TiN jest wybierany, ponieważ może poprawić wydajność powierzchni tam, gdzie uszkodzenie styku zaczyna się jako pierwsze. Jego główna wartość wynika zwykle z wyższej twardości powierzchni, niższego tarcia i wolniejszego zużycia na powierzchni roboczej.
Dlaczego wyższa twardość powierzchni pomaga zmniejszyć zużycie?
Twardsza powierzchnia jest zazwyczaj bardziej odporna na zarysowania, tarcie i zużycie krawędzi niż bardziej miękka. Jest to jeden z powodów, dla których TiN jest szeroko stosowany w narzędziach i częściach zużywających się.
TiN jest często ceniony za wysoką twardość powierzchni, zwykle około 2000 HV lub wyższą, w zależności od procesu i specyfikacji. Ta wyższa twardość pomaga zewnętrznej powierzchni wytrzymać uszkodzenia w warunkach wielokrotnego kontaktu.
W produkcji zużycie często zaczyna się od drobnych elementów. Krawędź skrawająca traci ostrość, powierzchnia stempla zużywa się lub powierzchnia styku ulega degradacji cykl po cyklu. W miarę postępu zużycia jakość powierzchni, spójność wymiarowa i trwałość narzędzia często spadają.
Spowalniając zużycie powierzchni, TiN może pomóc w utrzymaniu warunków pracy przez dłuższy czas. Sprawia to, że jest to praktyczny wybór, gdy głównym ograniczeniem jest stopniowe niszczenie powierzchni, a nie awaria cieplna lub udarowa.
W jaki sposób niższe tarcie może poprawić kontakt ślizgowy i tnący?
Tarcie wpływa na cięcie, poślizg, tarcie i przepływ materiału po powierzchni narzędzia. Gdy tarcie zbytnio wzrasta, zwiększa się ciepło, przywieranie staje się bardziej prawdopodobne, a powierzchnia styku zwykle zużywa się szybciej.
TiN pomaga obniżyć tarcie powierzchniowe w porównaniu z wieloma niepowlekanymi powierzchniami. W praktyce może to zmniejszyć opór na warstwie kontaktowej i zapewnić płynniejszą interakcję między narzędziem a powierzchnią roboczą.
W przypadku narzędzi skrawających niższe tarcie może pomóc zmniejszyć tarcie na styku narzędzie-praca. W przypadku narzędzi formujących i stykowych może pomóc w ograniczeniu przywierania lub znakowania powierzchni w niektórych zastosowaniach. W przypadku części ślizgowych może pomóc kontrolować zużycie podczas powtarzających się ruchów.
Korzyść ta jest najsilniejsza, gdy tarcie jest częścią wzorca uszkodzeń. Jeśli głównym problemem jest silne nagrzewanie, obciążenie udarowe lub słabe podłoże, sama powłoka nie będzie wystarczająca.
Dlaczego TiN pomaga narzędziom pracować dłużej i bardziej konsekwentnie?
Dłuższa żywotność narzędzia jest jednym z głównych powodów, dla których producenci stosują TiN. Jeśli powierzchnia zużywa się wolniej, a tarcie pozostaje pod lepszą kontrolą, narzędzie może często pozostać użyteczne przez dłuższy czas, zanim jego wydajność zbytnio spadnie.
Ma to znaczenie, ponieważ wpływa nie tylko na częstotliwość wymiany. Narzędzie, które działa bardziej konsekwentnie, może zmniejszyć zmienność, obniżyć częstotliwość wymiany narzędzi i ułatwić kontrolę produkcji w całej partii.
Dla inżynierów oznacza to bardziej stabilne zachowanie procesu. Dla nabywców może to oznaczać lepszą wartość narzędzi w czasie, zwłaszcza gdy powtarzające się zużycie i tarcie są głównymi czynnikami kosztotwórczymi.
TiN jest najbardziej skuteczny, gdy rozwiązuje wyraźny problem z powierzchnią. Jeśli awaria jest spowodowana głównie temperaturą, uderzeniem lub słabym podparciem narzędzia, zysk może być ograniczony, nawet jeśli sama powłoka jest solidna.
Jak nakładana jest powłoka z azotku tytanu?
Wydajność powłoki TiN zależy nie tylko od samej powłoki, ale także od sposobu jej nakładania. Metoda powlekania wpływa na ekspozycję na ciepło, przyczepność, grubość i to, jak dobrze TiN pasuje do danego zastosowania produkcyjnego.
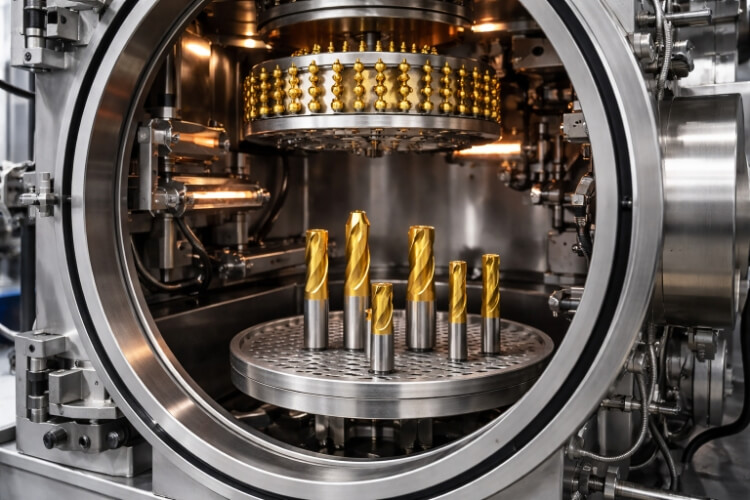
Jak powłoka PVD TiN jest osadzana na powierzchni
Fizyczne osadzanie z fazy gazowej (PVD) jest jednym z najczęstszych sposobów nakładania TiN. W tym procesie tytan jest odparowywany w kontrolowanej komorze, reaguje z azotem i jest osadzany na powierzchni części w postaci cienkiej powłoki.
PVD jest szeroko stosowana, ponieważ pozwala uzyskać twardą, cienką powłokę bez wyższych temperatur procesu wymaganych przez inne metody powlekania. To sprawia, że jest to powszechny wybór w przypadku narzędzi skrawających, stempli, matryc i precyzyjnych części, które wymagają lepszej wydajności powierzchni przy niższym ryzyku termicznym.
Powłoka jest zwykle nakładana cienką, kontrolowaną warstwą. Pomaga to poprawić powierzchnię przy jednoczesnym utrzymaniu stosunkowo niewielkich zmian wymiarowych, co jest przydatne w przypadku narzędzi i części o wąskich wymaganiach dotyczących tolerancji.
Gdy zamiast tego stosowana jest powłoka CVD TiN?
Chemiczne osadzanie z fazy gazowej (CVD) stosuje TiN w inny sposób. Zamiast odparowywania stałego celu, proces wykorzystuje reaktywne gazy w podwyższonych temperaturach do tworzenia powłoki na powierzchni.
CVD może zapewnić silne pokrycie powłoką i jest stosowane tam, gdzie podłoże, warunki procesu i końcowe zastosowanie na to pozwalają. W niektórych zastosowaniach narzędziowych jest on wybierany ze względu na pokrycie i właściwości powłoki, a nie ze względu na przetwarzanie w niskiej temperaturze.
Głównym kompromisem jest ciepło. CVD zwykle działa przy znacznie wyższej temperaturze procesu niż PVD, więc nie jest to najlepsze rozwiązanie dla każdego narzędzia lub części, zwłaszcza gdy liczy się wrażliwość na temperaturę lub kontrola wymiarów.
Dlaczego proces powlekania wpływa na grubość, przyczepność i ekspozycję na ciepło?
Metoda powlekania ma znaczenie, ponieważ wydajność TiN zależy nie tylko od składu. Zależy ona również od tego, jak dobrze powłoka wiąże się z powierzchnią, od jej grubości i od ilości ekspozycji termicznej, jakiej poddawana jest część podczas osadzania.
Grubość ma znaczenie, ponieważ zbyt mała ilość powłoki może ograniczyć korzyści z użytkowania, podczas gdy zbyt duża może zwiększyć naprężenia lub spowodować problemy z krawędziami w niektórych zastosowaniach. Przyczepność ma znaczenie, ponieważ twarda powłoka pomaga tylko wtedy, gdy pozostaje przyczepna podczas pracy. Ekspozycja na ciepło ma znaczenie, ponieważ podłoże musi zachować swoje zamierzone właściwości po nałożeniu powłoki.
Gdzie powłoka TiN ma największy sens?
TiN sprawdza się najlepiej w zastosowaniach, w których zużycie powierzchni, tarcie i powtarzający się kontakt są głównymi czynnikami ograniczającymi. Zwykle jest to dobry wybór, gdy celem jest poprawa trwałości powierzchni bez zmiany materiału bazowego lub konstrukcji narzędzia.
Dlaczego TiN jest szeroko stosowany w wiertłach, frezach palcowych i innych narzędziach skrawających?
Narzędzia skrawające należą do najczęstszych zastosowań TiN. Wiertła, frezy walcowo-czołowe, gwintowniki i podobne narzędzia często korzystają z twardszej powierzchni o niższym współczynniku tarcia, gdy zużycie krawędzi jest praktycznym ograniczeniem.
W tych zastosowaniach TiN może pomóc zmniejszyć zużycie powierzchni i spowolnić utratę użytecznego stanu krawędzi. Może to wydłużyć żywotność narzędzia i zapewnić bardziej stabilną wydajność skrawania w całym cyklu produkcyjnym.
TiN pozostaje praktycznym wyborem dla wielu ogólnych zastosowań cięcia, ponieważ oferuje wyraźną poprawę powierzchni bez nadmiernego komplikowania decyzji o powlekaniu.
Gdzie stemple, matryce i narzędzia formujące korzystają z TiN?
TiN sprawdza się również w przypadku wielu stempli, matryc i narzędzi formujących. Narzędzia te często ulegają uszkodzeniu najpierw na powierzchni poprzez tarcie, zacieranie, miejscowe zużycie lub powtarzające się uszkodzenia stykowe, a nie poprzez pęknięcie masowe.
Twardsza powierzchnia może pomóc narzędziu skuteczniej opierać się wielokrotnemu kontaktowi. Niższe tarcie może również pomóc w zastosowaniach, w których przywieranie lub znakowanie powierzchni staje się częścią problemu.
Gdy głównym problemem jest zużycie powierzchni, TiN jest często praktycznym ulepszeniem dla narzędzi związanych z formowaniem.
Kiedy części zużywające się i elementy ślizgowe są dobrymi kandydatami do zastosowania TiN?
Niektóre części zużywające się i elementy ślizgowe są również dobrymi kandydatami do zastosowania TiN. Są to zazwyczaj części, które są narażone na powtarzające się ruchy, nacisk lub tarcie na określonej powierzchni.
Przykłady mogą obejmować powierzchnie prowadzące, punkty styku i inne części, w których awaria zaczyna się od stopniowej utraty powierzchni, a nie od przeciążenia strukturalnego. W takich przypadkach TiN może pomóc chronić powierzchnię roboczą i poprawić spójność usług.
Najlepiej, gdy powłoka rozwiązuje wyraźny problem z powierzchnią. Gdy prawdziwym problemem jest uderzenie, wysoka temperatura lub słaba konstrukcja części bazowej, wartość TiN jest zwykle bardziej ograniczona.

Gdzie powłoka TiN ma praktyczne ograniczenia?
TiN jest praktyczną powłoką w wielu zastosowaniach powodujących zużycie, ale nie jest najlepszym rozwiązaniem dla każdego narzędzia lub części. Jej ograniczenia pojawiają się zwykle, gdy głównym problemem nie jest już tylko zużycie powierzchni, ale także ciepło, interakcja materiału lub wrażliwość wymiarowa.
Kiedy TiN nie jest najlepszym wyborem do zastosowań wymagających wysokich temperatur?
TiN sprawdza się dobrze w wielu ogólnych zastosowaniach narzędziowych, zwłaszcza gdy głównym celem jest zmniejszenie zużycia powierzchni i tarcia. Ale gdy temperatura skrawania staje się głównym czynnikiem powodującym awarię, TiN może już nie oferować najlepszej równowagi.
Dzieje się tak często w przypadku szybszego cięcia, twardszych materiałów obrabianych lub operacji, w których ciepło pozostaje skoncentrowane na krawędzi narzędzia. W takich warunkach powłoka musi być nie tylko odporna na zużycie. Musi również pozostać stabilna wraz ze wzrostem obciążenia termicznego.
TiN nie powinien być domyślnie wybierany do każdego zadania cięcia. Zwykle jest to mocna opcja, gdy zużycie i tarcie są głównymi ograniczeniami. Gdy ciepło staje się dominującym problemem, inne systemy powłok mogą zasługiwać na bliższe porównanie.
Dlaczego materiał przedmiotu obrabianego może zmienić wydajność TiN?
Wydajność TiN zależy również od ciętego, formowanego lub stykającego się materiału. Różne materiały obrabianego przedmiotu powodują różne wzorce uszkodzeń na powierzchni narzędzia, w tym zużycie ścierne, przywieranie, narastanie krawędzi i uszkodzenia związane z wysoką temperaturą.
Z tego powodu powłoka, która działa dobrze na jednym materiale, może być mniej skuteczna na innym. Narzędzie pracujące w warunkach względnie stabilnego zużycia może odnieść wyraźne korzyści z TiN, podczas gdy narzędzie narażone na silniejszą przyczepność lub większe obciążenie termiczne może wymagać innego rozwiązania.
TiN może być bardzo skuteczny, ale tylko wtedy, gdy jego zachowanie powierzchni odpowiada rzeczywistym wymaganiom zadania.
W jaki sposób geometria części i wymagania dotyczące tolerancji mogą ograniczać wyniki powlekania?
Kształt części również wpływa na to, czy TiN jest dobrym rozwiązaniem. Ostre krawędzie, wąskie elementy, ślepe obszary i powierzchnie o wąskiej tolerancji mogą utrudniać kontrolę wydajności powlekania.
TiN jest cienki, często około 2-5 μm w wielu zastosowaniach narzędziowych, ale nadal dodaje materiał do powierzchni. W przypadku wielu narzędzi zmiana ta jest niewielka i łatwa do opanowania. Jednak w przypadku elementów wrażliwych na wymiary nawet cienka powłoka może wpływać na dopasowanie, luz lub zachowanie styku.
Geometria ma również wpływ na równomierność nakładania powłoki. Stan krawędzi, lokalny kształt i dostęp do powierzchni mają znaczenie. Dlatego decyzje dotyczące powlekania powinny uwzględniać nie tylko problem zużycia, ale także to, w jaki sposób kształt części i wymagania dotyczące tolerancji wpływają na użyteczne wyniki powlekania.
Jak wybrać odpowiednią powłokę do danego zadania?
Właściwy wybór powłoki powinien wynikać z zastosowania, a nie z przyzwyczajenia. Przydatna decyzja zaczyna się od trybu awarii, a następnie przechodzi przez temperaturę, zachowanie materiału, geometrię i kontrolę dostawcy.
Jak TiN wypada w porównaniu z TiCN, AlTiN i DLC w rzeczywistych zastosowaniach?
TiN jest często wybierany, ponieważ oferuje praktyczną równowagę między twardością, niższym tarciem i szeroką użytecznością w ogólnych zastosowaniach narzędziowych. Jest to mocna opcja, gdy główną potrzebą jest lepsza odporność powierzchni na zużycie bez nadmiernego komplikowania decyzji o powłoce.
TiCN jest często brany pod uwagę, gdy zużycie jest większe i potrzebna jest twardsza, bardziej odporna na zużycie powierzchnia. AlTiN jest częściej porównywany w gorętszych środowiskach skrawania, gdzie wydajność termiczna staje się ważniejsza. DLC jest często omawiane, gdy głównym wymaganiem jest bardzo niskie tarcie, szczególnie w warunkach ślizgowych lub przy niskim obciążeniu.
Najbardziej użytecznym pytaniem nie jest to, która powłoka jest ogólnie najlepsza. Lepszym pytaniem jest to, co faktycznie powoduje awarię narzędzia lub części. Jeśli głównym ograniczeniem jest zużycie, TiN lub TiCN mogą być wystarczające. Jeśli przyczyną awarii jest ciepło, AlTiN może zasługiwać na dokładniejszą analizę. Jeśli najważniejsze jest zachowanie ślizgowe o niskim współczynniku tarcia, DLC może być bardziej odpowiednie.
Co inżynierowie powinni sprawdzić przed wyborem TiN?
Inżynierowie powinni najpierw zidentyfikować rzeczywisty problem. Jeśli głównym ograniczeniem jest zużycie powierzchni, tarcie lub tarcie w warstwie kontaktowej, TiN może być dobrym kandydatem. Jeśli głównym ograniczeniem jest ciepło, uderzenia lub słabe wsparcie strukturalne, TiN może oferować jedynie ograniczoną poprawę.
Następnie należy przeanalizować materiał podłoża, warunki pracy, geometrię i wrażliwość wymiarową. Powłoka działa najlepiej, gdy jest nakładana na narzędzie lub część, która jest już solidna w swojej podstawowej konstrukcji.
W praktyce TiN powinien wspierać dobre rozwiązanie inżynieryjne, a nie kompensować słabe. Powłoka powinna podążać za logiką projektową zadania, a nie ją zastępować.
Co kupujący powinni potwierdzić przed wysłaniem części do powlekania?
Kupujący powinni potwierdzić coś więcej niż tylko nazwę powłoki. Powinni sprawdzić metodę osadzania, docelowy zakres grubości, czas realizacji, spójność oraz to, czy dostawca ma doświadczenie z podobnymi narzędziami lub częściami.
Warto również potwierdzić, czy część ma krytyczne powierzchnie, cechy wrażliwe na krawędzie lub obszary wrażliwe na tolerancję, które wymagają ściślejszej kontroli. Jeśli kilka mikronów budowy może wpłynąć na dopasowanie lub zachowanie styku, należy to wyjaśnić przed wydaniem zamówienia.
Z punktu widzenia zakupów, celem nie jest po prostu zakup powlekanej części. Celem jest zapewnienie, że proces powlekania jest zgodny z rzeczywistymi potrzebami serwisowymi części i zapewnia wartość użytkową w produkcji.
Wnioski
Powłoka z azotku tytanu jest najsilniejsza, gdy prawdziwy problem dotyczy powierzchni. Jest to praktyczny wybór dla narzędzi i części, które wymagają lepszej odporności na zużycie, niższego tarcia i bardziej stabilnego zachowania podczas wielokrotnego użytkowania.
Często dobrze sprawdza się na narzędziach skrawających, stemplach, matrycach i częściach zużywających się, ponieważ poprawia powierzchnię roboczą bez zmiany materiału bazowego. To sprawia, że TiN jest dobrą opcją, gdy podłoże jest już odpowiednie, a powłoka jest stosowana w celu przedłużenia żywotności powierzchni, a nie skorygowania głębszego problemu projektowego.
Potrzebujesz pomocy w wyborze odpowiedniej powłoki dla swojego narzędzia lub części? Jeśli porównujesz TiN z innymi opcjami lub chcesz sprawdzić, czy TiN pasuje do Twojego materiału, geometrii i warunków pracy, nasz zespół może Ci pomóc. Prześlij nam swoje rysunki, szczegóły części lub wymagania dotyczące aplikacjia my sprawdzimy, czy powłoka pasuje do konkretnego przypadku użycia.
Często zadawane pytania
Do czego służy powłoka z azotku tytanu?
Powłoka TiN jest powszechnie stosowana na narzędziach skrawających, stemplach, matrycach, narzędziach formujących i częściach zużywających się. Stosowana jest głównie w celu poprawy twardości powierzchni, zmniejszenia zużycia i obniżenia tarcia w warunkach wielokrotnego kontaktu.
Jak gruba jest powłoka TiN?
TiN jest zwykle nakładany jako cienka warstwa powierzchniowa. W wielu zastosowaniach narzędziowych grubość powłoki wynosi zazwyczaj 2-5 μm, choć dokładny zakres zależy od procesu i zastosowania.
Czy powłoka TiN zmienia wymiary części?
Tak, ale zazwyczaj tylko nieznacznie. TiN tworzy cienką warstwę powierzchniową, więc w wielu przypadkach zmiany wymiarów są niewielkie. Mimo to, elementy o wąskiej tolerancji i krytyczne powierzchnie styku powinny zostać sprawdzone przed nałożeniem powłoki.
Czy powłoka TiN jest dobra dla narzędzi skrawających?
Tak, TiN jest szeroko stosowany w wiertłach, frezach palcowych, gwintownikach i innych narzędziach skrawających. Jest to często dobry wybór, gdy główną potrzebą jest lepsza odporność na zużycie i niższe tarcie w ogólnych zastosowaniach związanych z cięciem.
Czy powłoka TiN może naprawić słabą konstrukcję narzędzia?
Nie. TiN może poprawić powierzchnię, ale nie może skorygować złego wyboru podłoża, słabej geometrii lub nieodpowiednich warunków procesu. Działa najlepiej, gdy bazowe narzędzie lub część są już odpowiednie do danego zadania.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać


