Gdy otwory, zagięcia lub wytłoczenia znajdują się zbyt blisko siebie, jakość formowania szybko spada. Metal nie może się równomiernie rozciągać, co prowadzi do pęknięć, zmarszczek lub zniekształconych kształtów. Problemy te zwiększają ilość odpadów, szybciej zużywają narzędzia i spowalniają produkcję. W większości przypadków przyczyną są złe odstępy na etapie projektowania.
Niezawodne formowanie zaczyna się od odpowiednich odstępów. Utrzymanie wystarczającej odległości między elementami pozwala na swobodny przepływ metalu. Zmniejsza to naprężenia i pomaga utrzymać spójną geometrię części. Dobre odstępy chronią również narzędzia, poprawiają powtarzalność i obniżają koszty produkcji.
Projektowanie z zachowaniem prawidłowych odstępów stanowi różnicę między procesem płynnym a ryzykownym. Przyjrzyjmy się, jak działa bliskość i dlaczego ma ona znaczenie w każdym projekcie blacharskim.

Podstawy bliskości cech w projektowaniu blach
Bliskość cech oznacza odległość między cechami, takimi jak otwory, zagięcia, wytłoczenia lub wycięcia na części blaszanej. Odległość ta ma bezpośredni wpływ na zachowanie materiału podczas formowania. Gdy elementy znajdują się zbyt blisko siebie, narastają naprężenia, co prowadzi do pęknięć lub nierównomiernego rozciągania.
Definicja i funkcja
Bliskość cech kontroluje stabilność mechaniczną. Odpowiednie odstępy zapewniają wytrzymałość części i redukują zniekształcenia. Na przykład, jeśli dwa otwory znajdują się zbyt blisko siebie schylać sięPodczas formowania oba elementy są pobierane z tego samego obszaru materiału. Może to spowodować rozdarcie lub wydłużenie wokół otworów. Przy prawidłowych odstępach każdy etap formowania przebiega bez zakłóceń.
Wpływ właściwości materiału
Właściwości materiału określają, jak daleko od siebie powinny znajdować się elementy.
- Plastyczność: Bardziej miękkie metale, takie jak aluminium, mogą się bardziej rozciągać, umożliwiając ciaśniejsze układy. Stal nierdzewna jest sztywniejsza i mniej plastyczna, więc wymaga większych odstępów.
- Kierunek ziarna: Kierunek włókien metalu wpływa na jego rozciąganie. Elementy umieszczone wzdłuż włókien mogą pękać szybciej. Umieszczenie ich w poprzek włókien rozkłada naprężenia bardziej równomiernie.
- Grubość: Grubsze arkusze są bardziej odporne na zginanie i rozciąganie. Wymagają szerszych odstępów, aby uniknąć skoncentrowanych naprężeń.
| Materiał | Plastyczność | Zalecany odstęp między otworami i zagięciami | Uwagi |
|---|---|---|---|
| Aluminium (5052/6061) | Wysoki | 1,5t - 2t | Pozwala na ciaśniejsze układy |
| Stal miękka (SPCC) | Średni | 1,5t - 2,5t | Działa w zastosowaniach ogólnych |
| Stal nierdzewna (304/316) | Niski | 2t - 3t | Wymaga większych odstępów i promieni |
Popularne typy funkcji i ich interakcje
Po zrozumieniu, co oznacza bliskość, następnym krokiem jest zrozumienie, w jaki sposób różne elementy oddziałują na siebie podczas formowania. Każdy typ elementu inaczej radzi sobie z naprężeniami, więc zasady dotyczące odstępów zmieniają się w zależności od geometrii.
Otwory w pobliżu zakrętów
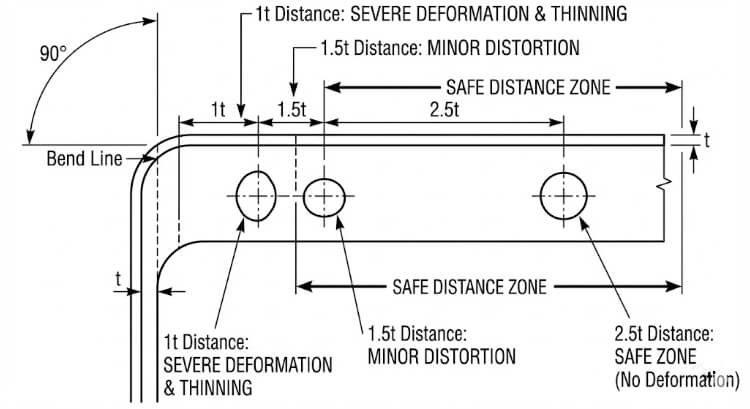
Otwory umieszczone w pobliżu zagięć często ulegają deformacji. Gdy arkusz blachy zgina się, obszar wokół linii zgięcia rozciąga się, ciągnąc materiał w pobliżu otworu. Może to spowodować pęknięcia lub zmianę kształtu otworu.
Aby temu zapobiec, należy utrzymywać otwory w odległości co najmniej 1,5t do 2,5t od linii gięcia. W przypadku stali nierdzewnej lub materiałów o wysokiej wytrzymałości należy zwiększyć tę odległość do 3 t. Wytyczne SAE J2550 wspierają te wartości, pokazując, że pomagają one zachować kształt otworu podczas zginania pod kątem 90°.
Wytłoczenia i żaluzje przy krawędziach
Wytłoczenia i żaluzje sprawiają, że blacha jest mocniejsza, ale ograniczają przepływ metalu. Jeśli znajdują się zbyt blisko krawędzi, naprężenia narastają, prowadząc do pękania lub wypaczania krawędzi.
Zachowaj co najmniej 3 t odstępu od najbliższej krawędzi. W przypadku głębszych wytłoczeń lub żaluzji należy zwiększyć odstęp do 4t. Taki odstęp sprawia, że krawędzie są płaskie i wolne od zniekształceń po formowaniu.
Formowane zakładki i wycięcia
Zakładki i wycięcia zmieniają sposób, w jaki materiał porusza się podczas gięcia. Jeśli są umieszczone zbyt blisko siebie, arkusz rozciąga się nierównomiernie. Prowadzi to do niskiej jakości gięcia i niespójnych kątów.
Wypustki powinny znajdować się w odległości co najmniej 1t od siebie i 1,5t od otworów lub zagięć. Pozwala to na zrównoważenie naprężeń i płynne formowanie podczas produkcji i montażu.
Ograniczenia geometrii projektu i ich skutki
Geometria elementów wpływa na sposób, w jaki naprężenia przechodzą przez metal podczas formowania. Przestrzeganie odpowiednich zasad dotyczących odstępów pomaga projektantom dokładniej przewidywać zachowanie podczas formowania.
Wytyczne dotyczące minimalnej odległości
Normy branżowe często wyrażają odstępy jako wielokrotność grubości blachy (t). Poniższa tabela przedstawia ogólne zalecenia:
| Typ procesu | Relacja fabularna | Zalecana odległość | Uwagi |
|---|---|---|---|
| Pochylenie się | Otwór do linii gięcia | 1,5t - 2,5t | Wspólna zasada projektowania |
| Cięcie krawędziowe | Otwór do krawędzi | ≥ 1.0t | Zapobiega rozdarciom krawędzi |
| Emboss/Louver to Edge | 3t - 4t | Utrzymuje płaskość | |
| Głębokie rysowanie | Funkcja do funkcji | ≥ 5t | Unika problemów z przerzedzaniem |
| Wybijanie | Funkcja do funkcji | ≥ 2t | Zmniejsza naprężenia narzędzia |
Są to punkty początkowe. Dokładny rozstaw zależy od takich czynników, jak wytrzymałość materiału, kąt gięcia i dokładność oprzyrządowania.
Promień gięcia i interakcja funkcji
Wnętrze promień zgięcia wpływa również na to, jak blisko siebie mogą znajdować się elementy. Mniejszy promień zwiększa naprężenia na zgięciu. Jeśli otwór znajduje się zbyt blisko, może pęknąć lub ulec zniekształceniu.
Otwory powinny znajdować się w odległości co najmniej 1,5-krotności promienia gięcia. W przypadku twardszych materiałów, takich jak stal nierdzewna, należy zwiększyć promień do 2×. Większe promienie pomagają bardziej równomiernie rozłożyć naprężenia i poprawić spójność części.
Gdy rozstaw i promień są dobrze wyważone, materiał wygina się płynnie, redukując odskocznia, wypaczenia i przeróbki.
Oprzyrządowanie i kwestie związane z procesem
Sposób, w jaki matryce, stemple i narzędzia prasujące oddziałują na siebie, bezpośrednio ogranicza to, jak blisko można umieścić elementy. Słaby dostęp do narzędzia lub interferencja może uszkodzić nawet najlepiej zaprojektowaną część.
Prześwit matrycy i dostęp do narzędzia
Każdy stempel i matryca potrzebują wystarczającej przestrzeni do bezpiecznego działania. Gdy otwory, wypustki lub wytłoczenia znajdują się zbyt blisko siebie, ścieżki narzędzi mogą na siebie nachodzić. Może to spowodować zarysowania, zadziory lub złamanie narzędzia.
Aby zapobiec tym problemom:
- Zachowaj co najmniej 1t odstępu między elementami, które współdzielą tę samą ścieżkę narzędzia.
- W przypadku matryc złożonych lub progresywnych należy zwiększyć odstęp do 2t-3t, aby uniknąć nakładania się skoków.
- W przypadku głębokich lub wieloetapowych form należy przeprowadzić symulację narzędzi przed cięciem stali narzędziowej.
Dostęp do matrycy ma kluczowe znaczenie w przypadku pras krawędziowych i matryc progresywnych. W przypadku prasy krawędziowej ciasne odstępy mogą uniemożliwić prawidłowe dopasowanie końcówki stempla między formowanymi obszarami. W matrycy progresywnej różne stemple mogą uderzać w nakładające się obszary, jeśli układ jest zbyt zwarty. Korzystanie z walidacji 3D CAD pomaga wcześnie wykryć te problemy i zapobiega kosztownym przeróbkom narzędzi.
Sekwencja formowania i sprężynowanie
Kolejność, w jakiej wykonywane są etapy formowania, wpływa na ostateczną dokładność. Gdy elementy znajdują się blisko siebie, zginanie jednego obszaru może zniekształcić drugi. Na przykład, formowanie kołnierza w pobliżu żaluzji może spłaszczyć lub przesunąć wysokość żaluzji.
Postępuj zgodnie z logiczną sekwencją formowania:
- Najpierw uformuj głębokie kształty lub wytłoczenia.
- Następnie wykonaj zakręty.
- Zakończ przycinaniem i przekłuwaniem.
Taka sekwencja zmniejsza przenoszenie naprężeń między elementami.
Sprężynowanie to kolejny czynnik, na który należy zwrócić uwagę. Po zgięciu blacha ma tendencję do sprężynowania w kierunku płaskiego stanu. Im bliżej siebie znajdują się elementy, tym większy wpływ sprężynowania na pobliskie obszary.
Sposoby kontrolowania sprężynowania obejmują
- Zwiększenie promienia gięcia.
- Dodanie kroku restrike lub coining w celu ustabilizowania geometrii.
- Dostosowanie odstępów między funkcjami w celu zmniejszenia interakcji między obszarami.
Wykorzystanie symulacji do przewidywania i kompensacji sprężynowania pomaga utrzymać stabilne kąty i czystą geometrię części produkcyjnych.
Metody symulacji i walidacji
Przed masową produkcją symulacje i testy potwierdzają, czy zasady dotyczące odstępów są bezpieczne. Te etapy walidacji łączą teorię projektu z rzeczywistym zachowaniem podczas formowania.
Analiza elementów skończonych (MES) w testach zbliżeniowych
Metoda elementów skończonych pozwala inżynierom zobaczyć, jak naprężenia i odkształcenia przemieszczają się w metalu podczas formowania. Gdy elementy znajdują się zbyt blisko siebie, tworzą się strefy wysokiego naprężenia - zwykle w tych samych miejscach, w których później powstają pęknięcia lub zmarszczki.
Oprogramowanie takie jak AutoForm, ABAQUS i ANSYS może dokładnie modelować te efekty. Pokazują one, jak zmiany rozstawu, promienia gięcia lub rodzaju materiału wpływają na ścieńczenie i sprężynowanie.
Kluczowe wyniki FEA obejmują:
- Mapy rozkładu grubości: pokazuje, gdzie materiał może być zbyt cienki.
- Wykresy granic formowania (FLD) wskazują poziomy naprężeń, przy których następuje rozerwanie.
- Wykresy konturowe naprężeń: podkreślają obszary narażone na duże obciążenia w pobliżu otworów lub wytłoczeń.

Testowanie i dostosowywanie prototypów
Nawet przy szczegółowych symulacjach, rzeczywiste próby formowania są nadal konieczne. Prototypy pokazują, jak rzeczywisty materiał zachowuje się w rzeczywistych warunkach prasowania, w tym tarcie, zużycie narzędzi i smarowanie.
Podczas testów inżynierowie sprawdzają:
- Dokładność kształtu i położenia otworu.
- Spójność kąta i promienia gięcia.
- Przerzedzenie lub pomarszczenie powierzchni w pobliżu uformowanych elementów.
Jeśli pojawią się problemy, odstępy lub promień są dostosowywane. Typowy proces łączy wyniki FEA z fizycznymi danymi próbnymi. Po dopasowaniu obu elementów układ jest gotowy do pełnej produkcji.
Strategie optymalizacji projektu
Po potwierdzeniu bezpiecznych odstępów, kolejnym krokiem jest optymalizacja układu zarówno pod kątem wydajności, jak i wyglądu.
Równoważenie estetyki i możliwości produkcyjnych
Projektanci czasami zmniejszają odstępy, aby uzyskać kompaktowe lub wizualnie wyrównane układy. Choć wygląda to czyściej, może powodować problemy z formowaniem, takie jak zniekształcenia lub pęknięcia.
Najlepszym podejściem jest selektywna regulacja. Zwiększenie rozstawu nawet o 0,5 t w kluczowych strefach może zapobiec problemom przy zachowaniu niezmienionego ogólnego wyglądu. Zaangażowanie inżynierów oprzyrządowania na wczesnym etapie pomaga znaleźć te punkty równowagi przed rozpoczęciem produkcji.
Ścisła współpraca między projektowaniem i produkcją zapewnia utrzymanie zarówno estetyki, jak i wydajności.
Standaryzacja i biblioteki wiedzy
Tworzenie wewnętrznych bibliotek reguł zbliżeniowych poprawia spójność. Te bazy danych rejestrują sprawdzone współczynniki dla każdego materiału i procesu, wraz z notatkami z doświadczeń produkcyjnych.
| Materiał | Hole-Bend | Emboss-Edge | Tab-Tab | Źródło |
|---|---|---|---|---|
| Aluminium 5052 | 1,5t-2t | 3t | 1t | Wewnętrzne dane testowe |
| Stal miękka SPCC | 2t | 3.5t | 1.5t | Informacje zwrotne dotyczące produkcji |
| Stal nierdzewna 304 | 2,5t-3t | 4t | 1.5t | Walidacja oprzyrządowania |
Takie referencje skracają czas projektowania, zapobiegają powtarzającym się błędom i pomagają utrzymać spójną jakość formowania we wszystkich projektach. Z czasem ta wspólna baza wiedzy prowadzi do lepszych projektów, niższych kosztów oprzyrządowania i płynniejszej produkcji.
Typowe błędy projektowe i sposoby ich unikania
Nawet wykwalifikowani projektanci czasami pomijają zasady dotyczące odstępów. Błędy te mogą wyglądać na drobne na rysunku, ale często powodują późniejsze awarie formowania. Ich wczesna identyfikacja zapobiega powstawaniu odpadów, zużyciu narzędzi i opóźnieniom w produkcji.
Ignorowanie kierunku ziarna i przepływu materiału
Częstym błędem jest zapominanie o kierunku włókien materiału. Podczas walcowania ziarna metalu ustawiają się w jednym kierunku, co wpływa na sposób rozciągania i zginania blachy.
Gdy otwory, szczeliny lub wytłoczenia są umieszczone wzdłuż włókien, podczas gięcia lub ciągnienia często powstają pęknięcia. Metal łatwiej rozciąga się wzdłuż ziarna, ale jest odporny na rozciąganie w poprzek, tworząc słabe strefy. Problem ten jest bardziej zauważalny w przypadku stali nierdzewnej i wysokowytrzymałych stopów o niskiej plastyczności.
Najlepsze praktyki:
- Jeśli to możliwe, otwory i szczeliny należy umieszczać prostopadle do kierunku włókien.
- Obróć głębokie elementy, takie jak żaluzje lub ciągnione kubki, tak aby przebiegały w poprzek ziarna.
- W przypadku części o wąskich limitach formowania, przed planowaniem układu należy poprosić o certyfikaty walcowni, które określają orientację ziarna.
Kontrolowanie kierunku ziarna pomaga w równomiernym rozciąganiu arkusza, poprawiając dokładność, wykończenie powierzchni i odporność na zmęczenie.
Przepełnione układy
Kolejnym błędem jest upychanie zbyt wielu elementów na małej przestrzeni w celu zaoszczędzenia materiału lub uzyskania kompaktowej konstrukcji. Przepełnienie ogranicza przepływ metalu podczas formowania, co zwiększa ryzyko wypaczenia, rozdarcia lub zniekształcenia.
Na przykład w częściach wspornika otwory umieszczone zbyt blisko zagięć mogą wydłużać się podczas formowania kołnierza. Żaluzje umieszczone zbyt ciasno mogą zachodzić na siebie podczas prasowania, pozostawiając ślady na powierzchni lub nawet uszkadzając matrycę.
Strategie zapobiegania:
- Zastosuj współczynniki odstępu w oparciu o grubość blachy (t) i typ formowania.
- Użyj symulacji FEA lub próbnych testów, aby przetestować złożone układy.
- Przed wydaniem projektu należy przeprowadzić przegląd możliwości produkcyjnych z udziałem inżynierów ds. oprzyrządowania.
Zatłoczony układ może wyglądać wydajnie w CAD, ale często zwiększa ilość przeróbek, czas kontroli i ilość odpadów. Zrównoważone projekty zapewniają lepszą jakość i bardziej stabilną wydajność formowania.
Wnioski
Przestrzeganie odpowiednich zasad dotyczących odstępów jest jednym z najskuteczniejszych sposobów zapewnienia stabilnego formowania blachy. Odpowiednie odstępy umożliwiają płynny przepływ materiału, zapobiegają pęknięciom i utrzymują dokładność wymiarową. Chroni również narzędzia i ogranicza ilość odpadów, czas konfiguracji i przerwy w produkcji.
Wczesna walidacja poprzez symulację i testowanie prototypów zapewnia, że projekt będzie działał dobrze w rzeczywistych warunkach. Gdy zespoły projektowe, narzędziowe i produkcyjne współpracują ze sobą, mogą wcześnie zidentyfikować ryzyko związane z odstępami i osiągnąć spójne wyniki formowania z mniejszą liczbą niespodzianek.
Gotowy do wzmocnienia swojego projektu blacharskiego?
Nasz zespół inżynierów może pomóc w sprawdzeniu układów pod kątem możliwości produkcji. Wyślij swoje rysunki lub modele 3DSprawdzimy limity odstępów, przeprowadzimy symulację etapów formowania i zalecimy ulepszenia przed rozpoczęciem oprzyrządowania.
Często zadawane pytania
Co się stanie, jeśli otwór znajdzie się zbyt blisko linii zgięcia?
Otwór może się rozciągać, zniekształcać lub pękać podczas formowania, ponieważ materiał wokół zagięcia odkształca się nierównomiernie. Zachowanie odstępu 1,5t-2,5t pomaga utrzymać kształt i wytrzymałość.
Jak znaleźć bezpieczne odstępy dla nowego materiału?
Zacznij od standardowych współczynników opartych na grubości blachy i wytrzymałości na rozciąganie, a następnie potwierdź wyniki za pomocą symulacji i prób prototypowych.
Czy zasady dotyczące odstępów zmieniają się między częściami wycinanymi laserowo i wykrawanymi?
Tak. Części wykrawane wymagają większych odstępów, aby wytrzymać siły uderzenia i zapobiec powstawaniu zadziorów lub zniekształceń. Części wycinane laserowo mogą mieć mniejsze odstępy, ponieważ nie powodują naprężeń mechanicznych.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać


