Gdy projektanci ustawiają zbyt mały promień gięcia, metal może pękać lub skręcać się. Powoduje to awarie części i zatrzymanie produkcji. Przejrzysty przewodnik po promieniu gięcia może zmniejszyć to ryzyko. Pokazuje on, jak wybrać odpowiedni promień dla każdego metalu, grubości i konfiguracji narzędzia.
Wytyczne dotyczące promienia gięcia blachy zawierają zasady dotyczące najmniejszego promienia, jaki można bezpiecznie wygiąć bez powodowania uszkodzeń. Wytyczne różnią się w zależności od rodzaju i grubości materiału, co pomaga zapobiegać pęknięciom i odkształceniom. Znajomość tych wytycznych zapewnia precyzyjne, mocne i niezawodne części metalowe.
Następnie przyjrzymy się szczegółowym tabelom i rzeczywistym przykładom. Otrzymasz jasne kroki, aby uniknąć defektów i ograniczyć ilość przeróbek. Zostań z nami, aby poznać praktyczne i cenne wskazówki.
Co to jest promień gięcia w Produkcja blach?
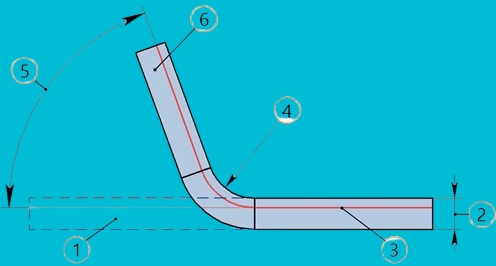
Promień gięcia to odległość od środka gięcia do wewnętrznej powierzchni metalu. Mierzy on, jak ciasne lub szerokie jest zagięcie. Mały promień zapewnia ostrzejsze zagięcie. Duży promień zapewnia gładsze zagięcie. Wartość ta jest oparta na wewnętrznej stronie zagięcia, a nie na zewnętrznej krawędzi.
W przypadku blach promień gięcia jest zwykle równy grubości metalu. Może to jednak ulec zmianie w zależności od materiału i zastosowania.
Aby uniknąć pęknięć i deformacji podczas gięcia, ważne jest przestrzeganie minimalnego promienia gięcia. Jest to najmniejszy promień wewnętrzny, jaki można zastosować do materiału bez powodowania uszkodzeń. Materiały, grubość i kąty gięcia wpływają na ten limit. Twardsze lub grubsze metale wymagają większych promieni, aby pozostały nienaruszone.
Jak obliczyć minimalny promień gięcia?
Zastosowanie prawidłowego promienia gięcia pomaga zapobiegać pęknięciom, śladom naprężeń i uszkodzeniom części. Szybkim sposobem na ustalenie tego jest przestrzeganie kilku praktycznych zasad opartych na typie i grubości materiału.
Zrozumienie formuły
Minimalny promień gięcia zależy od grubości metalu i rodzaju giętego metalu. Prostą zasadą jest:
Minimalny promień gięcia = grubość (T) × współczynnik materiałowy
Każdy materiał ma inny współczynnik. Miękkie metale wymagają mniejszych promieni gięcia. Twardsze metale wymagają większych. Daje to szybki i łatwy sposób na uniknięcie problemów z gięciem.
Kluczowe zmienne do rozważenia
Trzy rzeczy wpływają na promień gięcia, którego należy użyć:
- Grubość (T): Grubsze arkusze wymagają więcej miejsca na zginanie.
- Typ materiału: Miękkie materiały, takie jak aluminium, mogą się mocniej zginać. Twardsze, takie jak stal nierdzewna, wymagają więcej miejsca.
- Kąt zgięcia: Ostrzejsze kąty zwykle wymagają większego promienia, aby uniknąć pęknięć.
Im grubszy i twardszy arkusz, tym większy musi być promień gięcia.
Korzystanie z wykresów minimalnego promienia gięcia
Aby zaoszczędzić czas, wielu inżynierów i operatorów pras krawędziowych korzysta z wykresów promienia gięcia. Wykresy te pokazują zalecane promienie w oparciu o materiał i grubość.
Oto uproszczona tabela referencyjna:
| Materiał | T = 1-6 mm | T = 6-12 mm | T = 12-25 mm |
|---|---|---|---|
| Aluminium | 1 × T | 1.5 × T | 2-3 × T |
| Stal | 0.8 × T | 1.2 × T | 1.5-2.5 × T |
| Stal nierdzewna | 2 × T | 2.5 × T | 3-4 × T |
Wartości te pomagają w bezpiecznym gięciu metalu. Wystarczy znaleźć materiał i grubość, a następnie pomnożyć, aby uzyskać odpowiedni promień wewnętrzny.
Kalkulator minimalnego promienia gięcia
Wpływ na oprzyrządowanie i sprzęt
Oprzyrządowanie odgrywa bezpośrednią rolę w końcowym promieniu gięcia. Wybór matryc i stempli wpływa na sposób formowania metalu i dokładność gięcia.
Jak otwarcie matrycy V wpływa na promień gięcia?
Rozmiar otworu V-die kontroluje sposób zginania materiału. Większy otwór V-die tworzy większy promień wewnętrzny. Mniejszy otwór zapewnia ciaśniejsze zagięcie.
Zgodnie z ogólną zasadą:
Otwór matrycy V = 8 × grubość materiału (do gięcia powietrza)
Jeśli V jest zbyt małe, materiał może pęknąć. Jeśli jest zbyt duże, zagięcie może stracić definicję i spowodować sprężynowanie.
Rola promienia końcówki stempla w końcowym gięciu
Promień końcówki stempla pomaga kształtować wewnętrzną stronę zagięcia. Mała końcówka stempla zapewnia ostrzejsze zagięcie. Większa końcówka stempla tworzy gładszą krzywiznę.
Dla czystych wyników:
- Dopasuj promień stempla do żądanego promienia gięcia wewnętrznego.
- W przypadku bardziej miękkich materiałów lepiej sprawdzają się mniejsze końcówki stempli.
- W przypadku twardszych materiałów należy użyć większej końcówki, aby uniknąć pęknięć.
Gięcie pneumatyczne vs. Bottoming vs. Coining: Wpływ na promień
Różne metody formowania wpływają na promień gięcia.
- Gięcie pneumatyczne: Stempel nie wciska się do końca w matrycę. Promień zależy od rozmiaru matrycy V, a nie stempla. Zapewnia elastyczność, ale mniejszą precyzję.
- Dół: Stempel prawie dotyka dna matrycy. Promień gięcia jest bliżej końcówki stempla. Bardziej spójne niż gięcie pneumatyczne.
- Coining: Stempel całkowicie dociska metal do matrycy. Promień jest równy końcówce stempla. Zapewnia najdokładniejszy, najmniejszy promień gięcia.
Promień gięcia w praktyce projektowej
Dobry projekt zaczyna się od praktycznych zasad gięcia. Zastosowanie odpowiedniego promienia gięcia sprawia, że części są łatwiejsze w produkcji, mocniejsze i bardziej spójne.
Typowe błędy w projektowaniu z nieprawidłowym promieniem gięcia
Błędy projektowe często wynikają z zastosowania zbyt małych lub niedostosowanych do materiału promieni gięcia. Prowadzi to do problemów takich jak:
- Pęknięcia od zbyt ciasnych zakrętów
- Zdeformowane krawędzie lub zmarszczki
- Niewspółosiowe otwory lub elementy w pobliżu zakrętu
- Zwiększona sprężynowy powrót który zmienia ostateczny kształt
Innym częstym błędem jest nieuwzględnienie miejsca na zgięcie lub przestrzeni na rozciągnięcie materiału. Może to spowodować rozdarcie lub wybrzuszenie.
Wskazówki dotyczące projektowania funkcjonalnych i produkowalnych części blaszanych
Aby uniknąć problemów, postępuj zgodnie z poniższymi najlepszymi praktykami:
- Ustaw promień gięcia na co najmniej 1 × grubość materiału (lub postępuj zgodnie z tabelą dla danego materiału).
- Otwory, szczeliny i wycięcia należy trzymać z dala od linii zgięcia (co najmniej 2 × grubość).
- Używaj spójnych kierunków gięcia, aby ograniczyć reorientację podczas formowania.
- Podczas gięcia kołnierzy w narożnikach należy dodać elementy odciążające, aby zapobiec ich rozerwaniu.
- W przypadku metali takich jak aluminium czy stal nierdzewna należy wziąć pod uwagę kierunek włókien. Gięcie w poprzek włókien zmniejsza ryzyko pęknięć.
Proste zmiany w projekcie mogą sprawić, że produkcja części będzie łatwiejsza i tańsza.
Normy branżowe i tolerancje dla promieni gięcia
Standardy pomagają zapewnić jakość i kompatybilność. Większość sklepów przestrzega wartości z:
- DIN 6935 Lub ISO 2768 dla ogólnych tolerancji
- ANSI Y14.5 dla GD&T na rysunkach
- Arkusze danych dostawcy materiałów wytyczne dotyczące minimalnego promienia
Typowa tolerancja dla promieni gięcia wynosi około ±0,25 mm dla części precyzyjnych. Większe części lub grubsze materiały mogą mieć luźniejsze tolerancje. Przed sfinalizowaniem rysunku należy zawsze skonsultować się z producentem.
Najczęstsze błędy promienia gięcia i sposoby ich naprawy
Niewielkie błędy gięcia mogą prowadzić do poważnych problemów z końcowymi częściami. Wiele problemów wynika z niewłaściwego doboru promienia gięcia. Oto jak uniknąć najczęstszych z nich.
Ignorowanie kompensacji sprężynowania
Sprężynowanie ma miejsce, gdy metal próbuje powrócić do swojego pierwotnego kształtu po zgięciu. Jeśli tego nie zaplanujesz, kąt i promień mogą być nieprawidłowe.
Poprawka: Dostosuj kąt gięcia w projekcie, aby uwzględnić sprężynowanie. Użyj danych materiałowych lub testowych zagięć, aby znaleźć odpowiednią kompensację. Twardsze metale, takie jak stal nierdzewna, wymagają większej regulacji niż bardziej miękkie, takie jak aluminium.
Przeszacowanie plastyczności materiału
Niektóre projekty zbyt mocno naciskają na materiały, zakładając, że będą się one bezproblemowo wyginać. Jednak nie wszystkie metale są w stanie wytrzymać ciasne zagięcia.
Poprawka: Przed ustawieniem gięcia należy sprawdzić wykres promienia gięcia. Jeśli projekt wymaga ciasnego narożnika, należy zmienić materiał na bardziej plastyczny lub zwiększyć promień. Nigdy nie wymuszaj ciasnego gięcia na twardym lub grubym materiale.
Nieuwzględnienie tolerancji stack-up w przypadku części wielokrotnie giętych
Gdy część ma wiele zagięć, małe błędy sumują się. Nazywa się to stos tolerancji. Jeśli nie zostanie to zaplanowane, końcowa część może nie pasować lub nie być wyrównana.
Poprawka: Dodaj dodatkową tolerancję dla każdego zagięcia w częściach wielogiętych. Należy ściśle współpracować z producentem, aby określić wyraźne tolerancje. Unikaj umieszczania otworów zbyt blisko zagięć, gdzie metal może się przesunąć.
Niedopasowany wybór narzędzi
Użycie niewłaściwego rozmiaru stempla lub matrycy prowadzi do niskiej jakości gięcia. Może to powodować duże promienie, ślady narzędzi, a nawet pękanie.
Poprawka: Dopasuj promień końcówki stempla i otworu matrycy do materiału i pożądanego promienia gięcia. Upewnij się, że oprzyrządowanie odpowiada zarówno rodzajowi metalu, jak i jego grubości. Przed gięciem części o dużej objętości należy dwukrotnie sprawdzić konfigurację.
Wnioski
Wytyczne dotyczące promienia gięcia blachy pomagają zapewnić dokładne, mocne i czyste gięcia. Właściwy promień gięcia zależy od materiału, grubości, oprzyrządowania i metody gięcia. Stosowanie odpowiednich wartości zapobiega pękaniu, odkształceniom i przeróbkom. Projektanci i inżynierowie powinni zawsze sprawdzać wykresy promienia gięcia, stosować dobre praktyki projektowe i wybierać odpowiednie narzędzia, aby uzyskać najlepsze wyniki.
Potrzebujesz pomocy przy gięciu lub niestandardowej produkcji blach? Skontaktuj się z nami już dziś w celu uzyskania fachowego wsparcia i szybkiej, niezawodnej obsługi.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać


