Spawanie aluminium metodą MIG może być trudne. Wymaga precyzji i określonych technik, aby uzyskać mocne, czyste spoiny. Bez odpowiednich umiejętności i wskazówek możesz napotkać takie problemy, jak słabe wtopienie, nadmierne odpryski lub słabe połączenia.
Spawanie aluminium metodą MIG polega na użyciu elektrody z drutu litego do łączenia elementów aluminiowych. Wymaga to wyższego poziomu ciepła i stabilnej ręki, aby zapobiec wypaczaniu lub pękaniu. Kluczowe techniki obejmują regulację temperatury, użycie odpowiedniego materiału wypełniającego i zapewnienie właściwego przepływu gazu osłonowego. Jako miękki metal, aluminium wymaga precyzji, aby uniknąć problemów, takich jak przepalenie lub utlenianie.
Opanowanie spawania aluminium metodą MIG może znacząco poprawić jakość i wydajność produkcji. W tym celu należy jednak zapoznać się z najlepszymi technikami, wskazówkami i praktykami dotyczącymi pracy z tym wszechstronnym materiałem. Przyjrzyjmy się bliżej kilku kluczowym aspektom.
Czy można spawać aluminium metodą MIG?
Tak, można spawać aluminium metodą MIG. Spawanie MIG jest popularną metodą łączenia aluminium, ponieważ zapewnia dobrą penetrację, szybkość i łatwość użycia. Jednak aluminium jest trudniejszym materiałem do spawania niż stal ze względu na niską temperaturę topnienia i tendencję do szybkiego utleniania.
Aby z powodzeniem spawać aluminium metodą MIG, należy używać odpowiedniego sprzętu i ustawień. Na przykład, aluminium wymaga innego drutu spawalniczego (zazwyczaj ER4043 lub ER5356) i wyższych ustawień temperatury niż stal.
Dodatkowo, należy użyć argonu 100% jako gazu osłonowego, aby zapobiec utlenianiu podczas procesu.
Dlaczego spawanie aluminium jest trudne
Spawanie aluminium nie jest jak spawanie stali. Jego unikalne właściwości stwarzają kilka wyzwań. Po pierwsze, temperatura topnienia aluminium wynosi 650°C (1200°F), ale jego powierzchniowa warstwa tlenku topi się w temperaturze 2037°C (3700°F). Oznacza to, że przed spawaniem należy usunąć warstwę tlenku, w przeciwnym razie spoina nie zostanie prawidłowo połączona.
Aluminium również przewodzi ciepło znacznie szybciej niż stal. To szybkie rozpraszanie ciepła wymaga wyższego wkładu ciepła do utworzenia jeziorka spawalniczego. Jednak niska temperatura topnienia aluminium sprawia, że łatwo jest przepalić materiał, jeśli zastosuje się zbyt dużo ciepła.
Co więcej, spoiny aluminiowe kurczą się o około 6% podczas chłodzenia. Skurcz ten może powodować pęknięcia lub odkształcenia w spoinie. Równoważenie dopływu ciepła, czyszczenie i zarządzanie skurczem sprawia, że spawanie aluminium jest precyzyjne i wymagające.

Jaki sprzęt jest niezbędny do spawania aluminium metodą MIG?
Spawanie aluminium metodą MIG wymaga specjalnego sprzętu, aby spoiny były czyste i mocne. Poniżej znajduje się kilka niezbędnych narzędzi i materiałów potrzebnych do udanego projektu spawania aluminium:
Narzędzia czyszczące
Przed spawaniem aluminium należy dokładnie oczyścić metal, aby usunąć wszelkie zanieczyszczenia, zwłaszcza warstwę tlenku. Aby przygotować powierzchnię, użyj szczotki drucianej ze stali nierdzewnej lub dedykowanej szczotki do czyszczenia aluminium. Należy unikać używania tej samej szczotki do stali, ponieważ może ona wprowadzić zanieczyszczenia, które wpłyną na jakość spoiny.
Pręty wypełniające z odpowiedniego stopu
W przypadku aluminium, popularne stopy wypełniające obejmują ER4043 i ER5356. ER4043 jest często używany do spawania ogólnego przeznaczenia i zapewnia doskonałą charakterystykę płynięcia, podczas gdy ER5356 jest bardziej muskularny i jest preferowany do zastosowań, w których wytrzymałość jest bardziej krytyczna.
Odpowiedni gaz
Podczas spawania aluminium metodą MIG, gaz osłonowy jest niezbędny do ochrony jeziorka spawalniczego przed zanieczyszczeniem i utlenianiem; w przeciwieństwie do stali, która wykorzystuje mieszankę argonu i dwutlenku węgla, aluminium wymaga argonu 100%. Pomaga to stworzyć czysty, stabilny łuk i zapobiega reakcji aluminium z powietrzem.
Jak spawać aluminium metodą MIG?
Spawanie aluminium metodą MIG wymaga precyzyjnej techniki, przygotowania i prawidłowych ustawień. Oto przewodnik krok po kroku, który pomoże Ci przejść przez ten proces:
Krok 1: Przygotowanie przestrzeni roboczej
Zacznij od przygotowania czystego, dobrze wentylowanego miejsca. Upewnij się, że powierzchnia spawania jest płaska i stabilna, aby uniknąć odkształceń podczas spawania.
Krok 2: Wyczyść aluminium
Jak wspomniano wcześniej, aluminium naturalnie tworzy warstwę tlenku, która może uniemożliwić prawidłowe stopienie. Użyj szczotki drucianej ze stali nierdzewnej przeznaczonej do aluminium, aby usunąć tę warstwę z powierzchni.
Krok 3:Konfiguracja spawarki
Skonfiguruj spawarkę MIG do prawidłowych ustawień:
- Napięcie i natężenie: Należy dostosować urządzenie do wyższej przewodności cieplnej aluminium i niższej temperatury topnienia. Często wymagane jest ustawienie wyższego napięcia.
- Prędkość podawania drutu: Ustaw prędkość podawania drutu odpowiednio do napięcia. Zacznij od średniego ustawienia i dostosuj je w razie potrzeby.
- Przepływ gazu: Upewnić się, że do osłony używany jest gaz argonowy 100%. Przepływ gazu należy ustawić na około 20-30 stóp sześciennych na godzinę (CFH), w zależności od warunków spawania.
Krok 4: Rozgrzej aluminium (jeśli to konieczne)
Aby zredukować szok termiczny, należy lekko podgrzać metal w przypadku grubszych materiałów aluminiowych.
Krok 5:Rozpoczęcie spawania
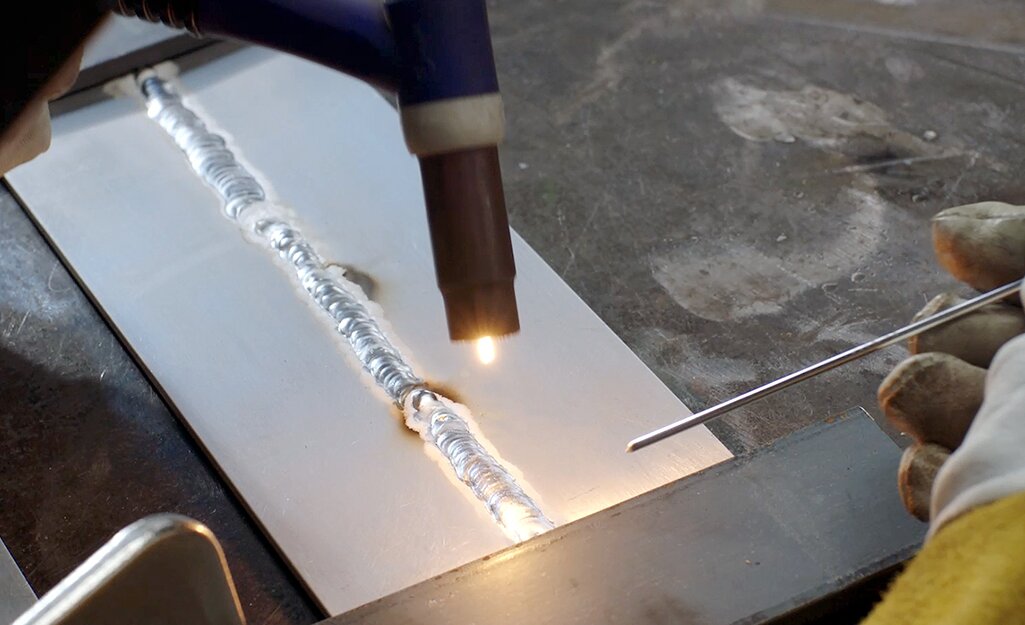
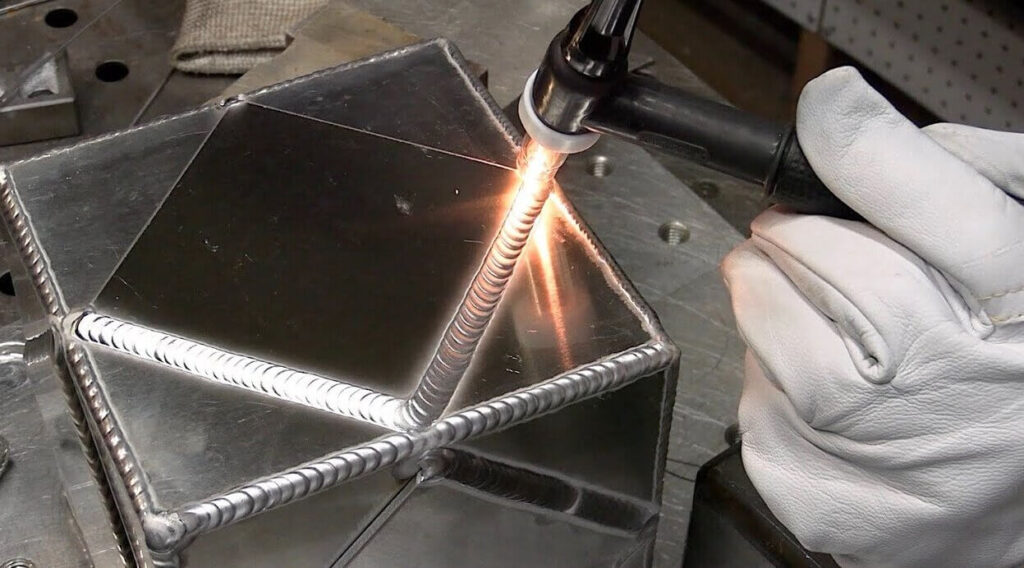
Ustawić uchwyt MIG pod kątem 10-15 stopni od pionu, z dyszą skierowaną w kierunku jazdy. Zajarzyć łuk, uruchamiając spust i równomiernie przesuwając palnik wzdłuż spoiny.
Krok 6: Płynne przesuwanie palnika
Podczas przesuwania palnika wzdłuż spoiny należy wykonywać płynne, jednostajne ruchy. W przypadku cienkich materiałów należy poruszać się szybciej, aby uniknąć przepalenia.

Jakie ustawienia są najlepsze do spawania aluminium metodą MIG?
Korzystanie z prawidłowych ustawień spawarki w celu uzyskania mocnych, czystych spoin MIG na aluminium ma kluczowe znaczenie. Ustawienia zależą od takich czynników jak grubość materiału, rozmiar drutu i pozycja spawania, ale oto kilka ogólnych wskazówek dotyczących spawania aluminium metodą MIG:
Napięcie i natężenie
- Napięcie: Zazwyczaj należy ustawić spawarkę na ok. 18-24 Vw zależności od grubości materiału.
- Natężenie w amperach: Aluminium szybko przewodzi ciepło, wymagając wyższego natężenia prądu, aby stworzyć dobrą kałużę. Ogólna zasada jest następująca 1 amper na tysięczną cala grubości materiału. Na przykład, dla aluminium 1/8″, potrzebujesz około 100 A.
Prędkość podawania drutu
Prędkość podawania drutu (WFS) powinna odpowiadać napięciu, aby zapewnić stabilny łuk. Prędkość podawania drutu zazwyczaj mieści się w zakresie Od 150 do 450 cali na minutę (IPM), w zależności od grubości aluminium i średnicy drutu.
Przepływ gazu osłonowego
Użyj 100% argon do ekranowania spoin aluminiowych. Typowe natężenie przepływu wynosi 20-30 CFH (stopy sześcienne na godzinę).
Stick out (Przedłużenie elektrody)
Stickout to odległość między końcówką stykową a obrabianym przedmiotem. W przypadku aluminium, odległość ta powinna wynosić 3/8″ do 1/2″.
Jaka jest właściwa technika spawania aluminium metodą MIG?
Spawanie aluminium metodą MIG wymaga specyficznej techniki uwzględniającej unikalne właściwości tego metalu. Oto zestawienie właściwych metod zapewniających udane i czyste spoiny:
Technika pchania (spawanie forhendowe)
W przypadku aluminium należy zawsze stosować technikę pchania, pchając palnik w kierunku jeziorka spawalniczego, a nie ciągnąc go. Pomaga to zapobiec zbyt szybkiemu pochłanianiu ciepła, dając więcej czasu na uformowanie jeziorka.
Utrzymywanie krótkiej długości łuku
Długość łuku powinna być jak najkrótsza, aby końcówka prądowa nie dotykała elementu spawanego. Krótka długość łuku pomaga zachować lepszą kontrolę nad kałużą i uniknąć przegrzania aluminium.
Sterowanie dopływem ciepła
Aluminium bardzo szybko przewodzi ciepło, więc kontrolowanie dopływu ciepła ma kluczowe znaczenie. Należy dokładnie dostosować napięcie, natężenie prądu i prędkość podawania drutu, aby zapewnić odpowiednią ilość ciepła do grubości materiału.
Najczęstsze wyzwania podczas spawania aluminium metodą MIG
Spawanie aluminium metodą MIG wiąże się z szeregiem wyzwań, których pokonanie wymaga dbałości o szczegóły i odpowiednich technik. Oto niektóre z najczęstszych problemów, przed którymi stają spawacze i sposoby radzenia sobie z nimi:
Zapobieganie i usuwanie porowatości w spoinach aluminiowych
Porowatość występuje, gdy gaz jest uwięziony w roztopionym jeziorku spawalniczym, pozostawiając małe otwory lub puste przestrzenie w spoinie. Jest to szczególnie powszechne w przypadku aluminium ze względu na jego reaktywność z tlenem i wilgocią zawartą w powietrzu.
Aby zapobiec porowatości, upewnij się, że przepływ gazu osłonowego jest stały i wystarczający, zwykle między 20-30 CFH z argonem 100%. Przed spawaniem należy również dokładnie oczyścić aluminium, aby usunąć zanieczyszczenia, takie jak olej, wilgoć lub brud.
Przezwyciężanie zniekształceń i wypaczeń w aluminium
Aluminium znacznie rozszerza się i kurczy pod wpływem ciepła, przez co jest podatne na wypaczenia i odkształcenia podczas spawania. Cieńsze materiały aluminiowe sprawiają, że jest to szczególnie problematyczne.
Aby zmniejszyć zniekształcenia, spróbuj pracować w krótkich, kontrolowanych przejściach i unikaj zbyt długiego przebywania w jednym obszarze. Możesz także zacisnąć materiał w miejscu lub lekko go podgrzać (w przypadku grubszego aluminium), aby zminimalizować szok termiczny.
Radzenie sobie z warstwami tlenku aluminium
Aluminium tworzy na swojej powierzchni twardą warstwę tlenku, która topi się w znacznie wyższej temperaturze niż materiał podstawowy. Jeśli ta warstwa tlenku nie zostanie prawidłowo usunięta, uniemożliwi to dobre stopienie się materiałów i spowoduje słabe spoiny.
Najlepszym sposobem radzenia sobie z warstwą tlenku jest dokładne oczyszczenie powierzchni przed spawaniem za pomocą szczotki drucianej ze stali nierdzewnej lub ściernego narzędzia czyszczącego przeznaczonego do aluminium.
Wnioski
Ze względu na swoje unikalne właściwości, takie jak wrażliwość na ciepło, wysoka przewodność i twarda warstwa tlenku, spawanie aluminium metodą MIG wymaga ostrożnego podejścia. Odpowiednie techniki, ustawienia i sprzęt mogą przezwyciężyć typowe wyzwania, takie jak porowatość, zniekształcenia i zarządzanie warstwą tlenku.
Jeśli chcesz udoskonalić swój proces spawania aluminium lub potrzebujesz wysokiej jakości części aluminiowych do następnego projektu, skontaktuj się z nami. Nasz zespół służy fachową poradą i niezawodnymi rozwiązaniami. Skontaktuj się z nami już dziś na konsultację lub wycenę!
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Wykrawanie a cięcie laserowe: Koszty, szybkość i kompromisy DFM


Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać
