Czy trudno Ci uzyskać pewny chwyt na okrągłych częściach lub chcesz nadać swoim produktom bardziej profesjonalny wygląd? Knurling może pomóc. Ten proces obróbki dodaje wzorzystą teksturę do okrągłych części, ułatwiając ich trzymanie i poprawiając ich wygląd. Wiele branż wykorzystuje radełkowanie zarówno ze względu na funkcjonalność, jak i styl.
Radełkowanie łączy w sobie użyteczność i wygląd w jednym kroku, co czyni je praktycznym wyborem dla wielu branż. Następnie zbadamy narzędzia i wzory, które umożliwiają radełkowanie.

Co to jest Knurling?
Radełkowanie to proces obróbki, który tworzy wypukłe wzory na metalowych powierzchniach. Poprawia przyczepność, dodaje dekoracyjnego charakteru i może pomóc w dopasowanie prasy. Metoda ta wykorzystuje specjalne narzędzia do walcowania lub wycinania wzorów bezpośrednio w materiale.
Narzędzie do radełkowania ma rolki z hartowanej stali, które wciskają się w obrabiany przedmiot podczas jego obracania. Nacisk ten przekształca powierzchnię, tworząc powtarzający się wzór. Typowe wzory obejmują kształty proste, ukośne i diamentowe. Każdy wzór ma swój własny cel i wygląd.
W przeciwieństwie do zwykłego cięcia, radełkowanie nie usuwa materiału. Zamiast tego zmienia kształt powierzchni, dzięki czemu jest skuteczny w tworzeniu spójnych tekstur w dużych partiach. Radełkowanie działa na metalach takich jak stal, aluminium, mosiądz i stal nierdzewna, w zależności od zastosowania.
Podstawowa mechanika radełkowania
Przyjrzyjmy się temu, co dzieje się w punkcie styku narzędzia z częścią. Zrozumienie tych zasad prowadzi do lepszych wyników.
Jak narzędzia radełkujące odkształcają powierzchnię obrabianego przedmiotu?
Narzędzia do radełkowania wykorzystują hartowane rolki lub koła ze wstępnie wyciętym wzorem. Gdy narzędzie naciska na obracający się przedmiot obrabiany, rolki zmuszają metalową powierzchnię do spływania w grzbiety i rowki. To odkształcenie tworzy powtarzający się wzór.
Proces ten może polegać na formowaniu, w którym narzędzie wypiera materiał, lub cięciu, w którym narzędzie usuwa niewielkie ilości metalu. Formowanie jest szybsze i czystsze, ale najlepiej sprawdza się w przypadku bardziej miękkich, ciągliwych metali. Cięcie jest lepsze w przypadku twardszych materiałów i zapewnia ostrzejsze krawędzie.
Zrozumienie roli posuwu i prędkości
Posuw i prędkość są kluczowymi czynnikami w tworzeniu czystego, jednolitego radełkowania. Posuw to szybkość, z jaką narzędzie przesuwa się po powierzchni, podczas gdy prędkość to obrót przedmiotu obrabianego.
Zbyt szybki posuw może zniekształcić wzór i spowodować nakładanie się grzbietów. Zbyt wolny posuw może spłaszczyć radełko i zmniejszyć jego głębokość. Prędkość przedmiotu obrabianego również musi być zrównoważona. Zbyt szybki posuw może powodować ślizganie się rolek, a zbyt wolny może powodować nierówne ślady. Najlepsze wyniki uzyskuje się poprzez dostosowanie posuwu i prędkości do skoku narzędzia i średnicy przedmiotu obrabianego.
Znaczenie plastyczności materiału w procesie radełkowania
Plastyczność materiału znacząco wpływa na jakość radełkowania. Metale ciągliwe, takie jak aluminium, mosiądz i stal miękka, odkształcają się płynnie pod naciskiem, dzięki czemu idealnie nadają się do formowania radełek.
Odkształcone, kruche metale mogą pękać lub odpryskiwać, prowadząc do powstania słabych wzorów lub uszkodzonych części. Podczas pracy z twardszymi materiałami często wymagane jest cięcie narzędzi radełkujących lub dostosowanie ustawień procesu. Dopasowanie metody radełkowania do materiału zapewnia zarówno mocne wzory, jak i trwałe części.
Jak działa proces radełkowania?
Proces radełkowania przebiega zgodnie z precyzyjną sekwencją kroków, aby zapewnić czyste i równomierne formowanie wzoru. Każdy etap, od wyboru narzędzia po końcowe przejścia, przyczynia się do dokładnego wykończenia.
Wybór narzędzia
Pierwszym krokiem jest wybór odpowiedniego narzędzia. Narzędzia do radełkowania mają rolki z prostym, ukośnym lub diamentowym wzorem. Wybór zależy od przeznaczenia części. Kolejne wzory są często używane do pasowania wtłaczanego, podczas gdy wzory diamentowe i ukośne zapewniają lepszą przyczepność. Skok rolek musi odpowiadać średnicy obrabianego przedmiotu, aby zapobiec nakładaniu się lub nierównym śladom.
Konfiguracja tokarki
Po wybraniu narzędzia należy je zamocować w tokarce. Prawidłowe wyrównanie ma kluczowe znaczenie. Narzędzie powinno być ustawione prostopadle do obrabianego przedmiotu, aby uniknąć skośnych lub zniekształconych radełek. Na tym etapie operator ustawia również prędkość i posuw. Prawidłowe ustawienia zmniejszają zużycie narzędzia i pomagają uzyskać ostry, czysty wzór.
Pierwszy kontakt
Radełkowanie rozpoczyna się, gdy narzędzie po raz pierwszy dotknie obracającego się przedmiotu obrabianego. Nacisk musi być mocny i równomierny. Zbyt duży nacisk może uszkodzić narzędzie lub powierzchnię, a zbyt mały może spowodować poślizg rolek. Celem jest zazębienie rolek, aby wzór rozpoczął się czysto i dokładnie.
Knurl Rolling
Gdy narzędzie przesuwa się wzdłuż przedmiotu obrabianego, rolki wciskają się w materiał, tworząc radełko. Wzór powstaje przy stałym posuwie i obrotach. Często stosuje się chłodziwo, aby zapobiec gromadzeniu się ciepła i wydłużyć żywotność narzędzia. Odpowiednia równowaga między siłą, prędkością i posuwem jest niezbędna do uzyskania spójnych grzbietów bez zniekształceń.
Przepustki końcowe
Końcowe przejścia wyostrzają i wygładzają wzór. Operator wywiera stały nacisk, gdy narzędzie wykonuje jeden lub dwa dodatkowe przejazdy po radełkowanej powierzchni. Te etapy wykańczania poprawiają głębokość, wyrównanie i wygląd. Dobrze wykonane przejście końcowe zapewnia pewny chwyt radełka i czysty, profesjonalny wygląd, gotowy do użycia.
Wzory radełkowania i ich funkcje
Wzory radełkowania to coś więcej niż dekoracja. Każdy typ służy konkretnemu celowi, poprawiając przyczepność, montażlub ogólny projekt. Prawidłowy wzór zależy od tego, w jaki sposób część będzie używana.
Radełkowanie proste
Proste radełkowanie tworzy równoległe grzbiety wzdłuż długości przedmiotu obrabianego. Wzór ten jest często stosowany w aplikacjach wciskanych, ponieważ grzbiety zwiększają kontakt powierzchni i pomagają utworzyć ścisłe połączenie mechaniczne. Radełkowanie proste prowadzi również ruch w jednym kierunku, dzięki czemu jest przydatne w przypadku uchwytów lub części przesuwnych.
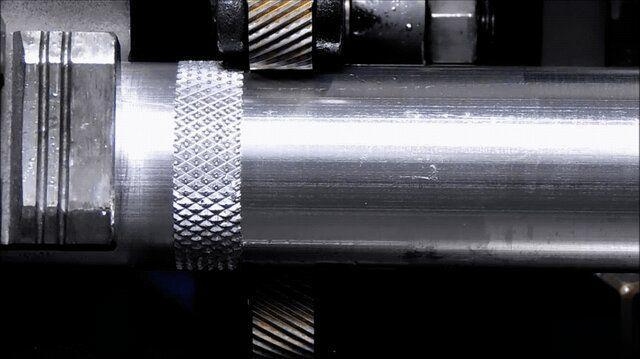
Diamentowe radełkowanie
Najczęściej spotykanym wzorem jest radełkowanie diamentowe. Tworzy on krzyżujące się grzbiety, tworząc małe szczyty w kształcie rombów. Taka konstrukcja zapewnia doskonałą przyczepność, nawet na tłustych lub mokrych powierzchniach. Narzędzia, pokrętła i uchwyty maszyn często wykorzystują radełkowanie diamentowe, ponieważ równoważy ono funkcjonalność z czystym, profesjonalnym wyglądem.
Krzyżowe radełkowanie
Radełkowanie krzyżowe przypomina radełkowanie diamentowe, ale ma głębsze, bardziej wyraźne przecięcia. Zachodzące na siebie grzbiety tworzą teksturę, która mocno blokuje się na uchwycie użytkownika lub innej powierzchni. Ten wzór jest idealny do ciężkich zastosowań, w których poślizgnięcie się może stanowić zagrożenie dla bezpieczeństwa. Sprawdza się również w przypadku części, które wymagają silnych wrażeń dotykowych.
Radełkowanie spiralne
Radełkowanie spiralne tworzy skośne grzbiety, które spiralnie otaczają obrabiany przedmiot. W przeciwieństwie do wzorów prostych lub diamentowych, nadaje powierzchni ciągły skręt. Wzór ten jest często stosowany na elementach dekoracyjnych lub komponentach wymagających ruchu kierunkowego. Może również zapewniać kontrolowane tarcie w przypadku części obrotowych lub wkręcanych.
Narzędzia używane w radełkowaniu
Radełkowanie wymaga specjalnych narzędzi do wciskania lub wycinania wzorów w obrabianym przedmiocie. Każdy typ służy innemu celowi. Wybór odpowiedniego narzędzia zapewnia czyste, spójne wyniki.
Koła radełkowane
Koła radełkowane to hartowane rolki stalowe z wygrawerowanymi wzorami. Tworzą one wzory proste, diamentowe lub spiralne. Ściernice mają różne skoki i średnice, dzięki czemu operatorzy mogą dopasować narzędzie do obrabianego przedmiotu. Odpowiednia ściernica zapobiega podwójnemu śledzeniu i tworzy ostre, równe grzbiety.
Uchwyty do narzędzi radełkowanych
Uchwyty narzędziowe utrzymują koła bezpiecznie i w linii z obrabianym przedmiotem. Stabilny uchwyt redukuje wibracje i utrzymuje dokładność wzoru. Pasują do różnych konfiguracji tokarek, od jednościernicowych do wielościernicowych. Prawidłowe ustawienie uchwytu jest niezbędne do uzyskania precyzyjnego radełkowania.
Regulowane i szybkowymienne narzędzia radełkowane
Regulowane narzędzia radełkujące umożliwiają operatorom precyzyjne dostosowanie nacisku i wyrównania, co pomaga zapobiegać wadom. Narzędzia szybkiej wymiany przyspieszają przełączanie między wzorami lub skokami, oszczędzając czas konfiguracji. Narzędzia te zwiększają wydajność, szczególnie w środowiskach produkcyjnych wymagających wielu typów radełek.
Specjalistyczne akcesoria do radełkowania
Niektóre zadania wymagają więcej niż standardowych narzędzi. Specjalistyczne przystawki są przeznaczone do Maszyny CNC lub nietypowe kształty części. Precyzyjnie radzą sobie ze złożonymi wzorami, głębszymi cięciami lub dużymi seriami. Te przystawki rozszerzają możliwości, od funkcjonalnych tekstur wciskanych po szczegółowe wykończenia dekoracyjne.

Wybór odpowiednich parametrów radełkowania
Prawidłowe parametry stanowią różnicę między ostrym, równym radełkowaniem a zniekształconym. Skok, prędkość, posuw i właściwości materiału wpływają na końcowy rezultat.
Wybór boiska
Skok to odstęp między grzbietami na kole radełkującym. Musi on odpowiadać średnicy przedmiotu obrabianego, aby uniknąć podwójnego śledzenia, w którym wzory nakładają się na siebie i tworzą nierówne grzbiety. Jako wskazówka, wałki o małej średnicy poniżej 20 mm często używają podziałki 0,5-1 mm, podczas gdy większe średnice powyżej 50 mm mogą używać podziałki 1,5-2 mm.
Prędkość i prędkość posuwu
Prędkość i posuw tokarki kontrolują sposób formowania wzoru. W przypadku wałów ze stali lub stali nierdzewnej typowe prędkości wrzeciona wynoszą 50-150 obr/min, podczas gdy bardziej miękkie metale, takie jak aluminium, mogą osiągać 200-400 obr/min. Prędkość posuwu wynosi zazwyczaj 0,05-0,2 mm na obrót, w zależności od twardości materiału.
Względy materialne
Różne metale różnie reagują pod ciśnieniem. Miękkie i plastyczne materiały, takie jak mosiądz lub aluminium, tworzą wyraźne radełkowanie przy użyciu mniejszej siły. Twardsze materiały, takie jak stal nierdzewna, wymagają wyższego ciśnienia lub radełkowania w stylu cięcia, aby uzyskać określony wzór.
Zalety radełkowania
Radełkowanie jest szeroko stosowane, ponieważ dodaje zarówno funkcjonalności, jak i stylu do części. Proces ten oferuje wyraźne korzyści, które poprawiają wydajność, użyteczność i wygląd bez znaczących kosztów.
Ulepszony chwyt i funkcjonalność
Główną zaletą radełkowania jest lepszy chwyt. Gładkie powierzchnie mogą się ślizgać, zwłaszcza na narzędziach, uchwytach lub pokrętłach maszyn. Radełkowanie tworzy wypukłe krawędzie, które zapewniają użytkownikom większą kontrolę, nawet w przypadku tłustych lub mokrych dłoni. Pomaga również w montażu na wcisk, nieznacznie zwiększając średnicę wału, tworząc bezpieczne połączenie mechaniczne bez użycia klejów.
Poprawiona estetyka
Radełkowanie jest nie tylko funkcjonalne - poprawia również wygląd. Wzory takie jak diamentowe lub spiralne nadają częściom wypolerowaną, szczegółową teksturę. Wiele branż wykorzystuje radełkowane wykończenia, aby nadać komponentom wysokiej jakości wygląd przy jednoczesnym zachowaniu ich praktyczności.
Ekonomiczna modyfikacja powierzchni
Knurling jest szybki i niedrogi w porównaniu do innych metod obróbki powierzchni. Nie wymaga powłok, chemikaliów ani skomplikowanych procesów. Dzięki odpowiednim narzędziom i konfiguracji producenci mogą szybko uzyskać spójne wyniki, nawet w przypadku dużych partii.
Wady radełkowania
Chociaż radełkowanie ma wiele zalet, wiąże się również z pewnymi ograniczeniami. Ich zrozumienie pomaga inżynierom i producentom w lepszym planowaniu.
Zużycie i konserwacja narzędzi
Narzędzia radełkowane poddawane są wysokiemu naciskowi, co z czasem powoduje ich zużycie. Zużyte rolki mogą tworzyć płytkie lub nierówne wzory. Aby utrzymać stałą jakość, konieczna jest regularna kontrola, ostrzenie lub wymiana. Wiąże się to z dodatkowymi kosztami i przestojami w produkcji.
Deformacja materiału
Radełkowanie działa poprzez przemieszczanie materiału, co może stanowić problem w przypadku cienkich lub kruchych części. Zbyt duży nacisk może powodować zginanie, pękanie lub odkształcanie. Delikatne komponenty wymagają starannej konfiguracji lub alternatywnych metod, aby uniknąć uszkodzeń.
Słabe wykończenie powierzchni
Powierzchnie radełkowane są naturalnie szorstkie. Chociaż jest to funkcjonalne, może nie spełniać wymagań estetycznych lub tolerancji dla każdego zastosowania. Niektóre produkty wymagają dodatkowego wykończenia, np. polerowanie lub powłoka.
Ograniczona precyzja
Radełkowanie doskonale nadaje się do chwytania i dekoracji, ale nie jest idealne do dokładnych wymiarów. Proces ten nieznacznie zmienia średnicę przedmiotu obrabianego, przez co nie nadaje się do części wymagających wąskich tolerancji lub dokładnego dopasowania bez dodatkowej obróbki.
Wskazówki dotyczące uzyskania najlepszego wykończenia radełkowanego
Uzyskanie czystego i spójnego radełkowania wymaga dbałości o szczegóły. Poniższe wskazówki pomagają tworzyć mocne, precyzyjne i atrakcyjne wizualnie wzory.
Właściwy dobór narzędzi
Najpierw należy wybrać odpowiednie narzędzie radełkujące. Wzór - prosty, diamentowy, krzyżowy lub spiralny - powinien pasować do funkcji części. Średnica i skok narzędzia muszą pasować do obrabianego przedmiotu, aby uniknąć nakładania się lub nierównych grzbietów. W przypadku twardszych metali należy używać narzędzi tnących, aby zapobiec zniekształceniom. Właściwe narzędzie zapewnia wyraźne, jednolite radełkowanie od pierwszego przejścia.
Dostosowanie odpowiedniej prędkości i prędkości posuwu
Ustaw prędkość i posuw tokarki odpowiednio do materiału i narzędzia. Zbyt duża prędkość może spowodować ślizganie się rolek, pozostawiając płytkie lub nierówne grzbiety. Zbyt wolna prędkość może spowodować rozerwanie materiału. Prędkość posuwu wpływa zarówno na głębokość, jak i odstępy. Stała, zrównoważona prędkość i posuw zapewniają czyste, dobrze zdefiniowane wzory wzdłuż całej części.
Naciskaj stopniowo
Siła nacisku jest kluczem do uformowania dobrego radełka. Siłę należy przykładać powoli, aby materiał prawidłowo spływał do grzbietów. Zbyt duży nacisk może zdeformować lub pęknąć powierzchnię, a zbyt mały może spowodować poślizg. Stopniowy, stały nacisk zapewnia mocną, jednolitą teksturę.
Utrzymanie prawidłowego wyrównania
Narzędzie powinno być ustawione prostopadle do przedmiotu obrabianego. Niewspółosiowość może spowodować ukośne lub zniekształcone wzory. Przed rozpoczęciem pracy należy sprawdzić i wyregulować uchwyt narzędzia. Prawidłowe wyrównanie zapobiega wadom i zapewnia powtarzalne wyniki.
Głębokość radełkowania
Głębokość wpływa zarówno na przyczepność, jak i wygląd. Zbyt płytko, a chwyt jest słaby; zbyt głęboko, a materiał może się zniekształcić lub osłabić. Uważnie monitoruj postępy, dostosuj nacisk i podawaj w razie potrzeby. Użycie elementów próbnych pomaga ustawić prawidłową głębokość przed pełną produkcją.
Smarowanie
Smar zmniejsza ciepło i tarcie, chroni obrabiany przedmiot i narzędzie, wydłuża żywotność narzędzia i zapobiega rozdarciu powierzchni. Lekkie oleje lub płyny chłodząco-smarujące dobrze sprawdzają się w przypadku bardziej miękkich metali, takich jak aluminium lub mosiądz. W przypadku twardszych metali, wysokowydajne płyny do cięcia pomagają utrzymać płynny przepływ materiału i ostre krawędzie wzoru.
Wnioski
Radełkowanie to proces, który tworzy wypukłe wzory na metalowych powierzchniach w celu poprawy przyczepności, montażu i wyglądu. Wykorzystuje specjalistyczne narzędzia, takie jak radełka i uchwyty, do tworzenia prostych, diamentowych, krzyżowych lub spiralnych wzorów. Jakość radełkowania zależy od takich czynników, jak wybór narzędzia, posuw i prędkość, rodzaj materiału i wyrównanie.
Jeśli chcesz poprawić przyczepność i wykończenie swoich części, skontaktuj się z nami już dziś aby omówić swoje potrzeby w zakresie radełkowania i uzyskać niestandardowe rozwiązanie dla swojego projektu.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Odporna na odciski palców stal nierdzewna: jak to działa i jak wybrać


