Szukasz procesu produkcyjnego, który łączy w sobie wytrzymałość, wszechstronność i opłacalność? Wielu inżynierów i producentów ma trudności ze znalezieniem właściwej równowagi między jakością a wydajnością. Wytłaczanie aluminium oferuje rozwiązanie tych powszechnych problemów produkcyjnych.
Wytłaczanie aluminium kształtuje metal w precyzyjne formy. Inżynierowie i producenci używają go do tworzenia znacznych, lekkich części. Proces ten poprawia wydajność, zmniejsza koszty i zwiększa elastyczność projektowania.
Dlaczego warto zainteresować się wytłaczaniem aluminium? Oferuje nieskończone możliwości projektowania i może spełniać precyzyjne specyfikacje. Przyjrzyjmy się, jak działa ten proces i dlaczego jest tak popularny.
Czym jest wytłaczanie aluminium?
Wytłaczanie aluminium to proces produkcyjny, który kształtuje stop aluminium w określone profile. Polega on na przetłaczaniu rozgrzanego aluminium przez matrycę, która działa jak forma. Rezultatem jest ciągły kawałek aluminium o przekroju pasującym do kształtu matrycy.
Proces wytłaczania opiera się na zdolności aluminium do płynięcia po podgrzaniu. Najpierw aluminiowy kęs jest podgrzewany do temperatury około 800-925°F, dzięki czemu staje się miękki, ale nie płynny. Następnie ekstremalne ciśnienie przepycha zmiękczony metal przez matrycę o określonym kształcie otworu. Gdy metal przechodzi przez matrycę, przybiera dokładny kształt tego otworu.
Proces ten działa, ponieważ po podgrzaniu aluminium staje się plastyczne - może płynąć bez pękania. Siłownik hydrauliczny wywiera nacisk do 15 000 ton, przepychając metal przez matrycę. Po wyjściu z matrycy aluminium stygnie i twardnieje, zachowując swój nowy kształt.
Proces wytłaczania aluminium: Podział krok po kroku
Proces wytłaczania aluminium przekształca surowe aluminium w użyteczne kształty poprzez precyzyjne etapy. Przyjrzyjmy się szczegółowo każdemu etapowi.
Krok 1: Przygotowanie kęsa
Najpierw wybierany jest odpowiedni stop w oparciu o potrzeby produktu końcowego. Najczęściej wybierane są stopy 6061 i 6063 o różnej wytrzymałości i jakości wykończenia.
Aluminium jest odlewane w kęsy o określonej średnicy, zazwyczaj od 3 do 14 cali. Kęsy te są cięte na odcinki odpowiadające rozmiarowi prasy do wyciskania i potrzebnemu materiałowi.
Krok 2: Ogrzewanie i zmiękczanie
Kęsy trafiają do pieca grzewczego, gdzie osiągają temperaturę od 800°F do 925°F (427°C do 496°C). Sprawia to, że aluminium jest wystarczająco miękkie, aby przepchnąć je przez matrycę, ale wciąż solidne.
Ogrzewanie zapewnia płynny przepływ materiału przez matrycę bez pęknięć lub złamań.
Krok 3: Wytłaczanie przez matrycę
Podgrzany kęs jest ładowany do kontenera prasy do wytłaczania. Następnie potężny siłownik hydrauliczny wywiera nacisk - do 15 000 ton - w celu wypchnięcia miękkiego aluminium.
Metal jest przeciskany przez stalową matrycę z otworami o pożądanym przekroju. Podczas przeciskania aluminium przybiera dokładnie ten kształt.
Krok 4: Chłodzenie i hartowanie
Świeżo wytłoczone profile są przenoszone na stół bijakowy z wentylatorami, które wydmuchują na nie powietrze w celu wstępnego chłodzenia.
W przypadku wielu stopów, zwłaszcza tych wymagających większej wytrzymałości, profile są następnie poddawane hartowaniu. System ten może wykorzystywać wodę, mgłę lub wymuszone powietrze do szybkiego chłodzenia aluminium. To szybkie chłodzenie "blokuje" pożądane właściwości metalurgiczne i zapobiega niepożądanym zmianom w strukturze metalu.
Krok 5: Rozciąganie i prostowanie
Proces chłodzenia może pozostawić pewne zniekształcenia w profilach, więc wymagają one prostowania. Aby je wyprostować, profile są zaciskane na obu końcach i ciągnięte z kontrolowaną siłą. To rozciąganie zazwyczaj wydłuża metal o 0,5% do 2% jego długości.
Etap ten łagodzi również wewnętrzne naprężenia powstające w procesie wytłaczania, co pomaga zapobiegać późniejszemu wypaczaniu. Rozciąganie tworzy bardziej spójne wymiary i poprawia płaskość profili.
Krok 6: Cięcie i wykańczanie
Precyzyjne piły tną długie, proste profile na wymagane długości. Standardowe długości wahają się od 8 do 24 stóp, choć możliwe są również długości niestandardowe.
Wiele profili również przechodzi przez obróbki powierzchni. Należą do nich anodowaniektóry dodaje koloru i chroni przed korozją. Inne terapie obejmują malowanie proszkowe lub wykończenia mechaniczne, takie jak szczotkowanie I polerowanie.

Zalety wytłaczania aluminium
Wytłaczanie aluminium oferuje szereg korzyści, które sprawiają, że jest to najlepszy wybór dla inżynierów, projektantów i producentów. Przyjrzyjmy się kluczowym zaletom, które wyróżniają ten proces.
Stosunek wytrzymałości do wagi
Profile aluminiowe są niezwykle wytrzymałe, a jednocześnie lekkie, dzięki czemu idealnie nadają się do zastosowań, w których kluczowe znaczenie ma zmniejszenie masy. Wysoki stosunek wytrzymałości do wagi zapewnia trwałość bez niepotrzebnego zwiększania masy.
Odporność na korozję
Aluminium naturalnie tworzy ochronną warstwę tlenku, dzięki czemu jest wysoce odporne na korozję. Jest to szczególnie przydatne w środowiskach narażonych na wilgoć lub chemikalia. Wytłaczane aluminium może być również pokryte powłokami lub anodowane w celu zapewnienia doskonałej ochrony.
Elastyczność i personalizacja projektu
Jedną z największych zalet wytłaczania aluminium jest jego elastyczność projektowa. Proces ten pozwala na tworzenie złożonych kształtów i skomplikowanych profili, których uzyskanie innymi metodami byłoby trudne lub kosztowne.
Efektywność kosztowa
Wytłaczanie aluminium to opłacalna metoda produkcji. Proces ten minimalizuje straty materiału, a możliwość tworzenia złożonych kształtów w jednym kroku zmniejsza potrzebę dodatkowej obróbki.
Rodzaje procesów wytłaczania
Wytłaczanie aluminium może być wykonywane w różny sposób, w zależności od wymagań projektu. Przyjrzyjmy się, jak działają i kiedy używać każdego z nich.
Bezpośrednie wytłaczanie
Najczęściej stosowaną metodą jest wytłaczanie bezpośrednie. Kęs jest umieszczany w pojemniku, a siłownik hydrauliczny przepycha go przez nieruchomą matrycę. Aluminium przepływa w tym samym kierunku, co ruch tłoka.
Metoda ta jest szeroko stosowana, ponieważ jest prosta i opłacalna. Nadaje się do produkcji profili pełnych, wydrążonych i półwydrążonych.
Bezpośrednie wytłaczanie ma jednak pewne ograniczenia. Tarcie między kęsem a ściankami pojemnika wymaga większej mocy. Proces ten tworzy również "martwą strefę metalu" - materiał, który nie przepływa prawidłowo i musi zostać odrzucony.
Wytłaczanie pośrednie
Wytłaczanie pośrednie (wytłaczanie wsteczne lub odwrotne) ma inne podejście do formowania profili aluminiowych. W tej metodzie matryca jest przymocowana do wydrążonego tłoka, który porusza się w kierunku kęsa. Aluminium przepływa w kierunku przeciwnym do ruchu tłoka, przechodząc przez wydrążoną sekcję.
Ponieważ kęs pozostaje nieruchomy względem ścianek pojemnika, pośrednie wytłaczanie ma znacznie mniejsze tarcie. Kęs nie ślizga się po pojemniku, co eliminuje znaczące źródło oporu.
Uwagi projektowe dotyczące profili aluminiowych
Tworzenie efektywnych projektów wytłoczek aluminiowych wymaga starannego planowania. W tej sekcji omówiono kluczowe czynniki, które należy wziąć pod uwagę podczas projektowania wyciskania aluminium.
Grubość ścianki i poziomy tolerancji
Minimalna grubość ścianki dla profili aluminiowych wynosi zazwyczaj od 0,040″ do 0,080″ (1 mm do 2 mm), w zależności od stopu i złożoności profilu. Cieńsze ścianki mogą być możliwe w przypadku prostych kształtów z miękkich stopów, podczas gdy złożone profile wymagają grubszych ścianek.
Utrzymanie stałej grubości ścianki w całym profilu pomaga w równomiernym przepływie metalu podczas wytłaczania. Sekcje o różnej grubości mogą powodować różne szybkości chłodzenia, prowadząc do zniekształceń lub naprężeń wewnętrznych.
Standardowe tolerancje dla profili aluminiowych są zgodne z wytycznymi branżowymi:
- W przypadku wymiarów poniżej 1″ tolerancja wynosi zazwyczaj ±0,012″.
- W przypadku wymiarów od 1″ do 3″ tolerancja wynosi zazwyczaj ±0,015″.
- W przypadku wymiarów powyżej 3″ tolerancja wynosi zazwyczaj ±0,020″.
Złożoność profili i przekrojów poprzecznych
Proste kształty, takie jak prostokąty, kąty i kanały, są najprostsze i najbardziej opłacalne do wytłaczania. Wraz ze wzrostem złożoności rosną koszty oprzyrządowania i potencjalne wyzwania produkcyjne.
Zasada "okręgu opisującego" pomaga ocenić złożoność. Jest to najmniejszy okrąg, który może całkowicie pomieścić przekrój. Większe okręgi zazwyczaj oznaczają bardziej złożone wytłoczenia.
Cechy, które należy wziąć pod uwagę podczas projektowania profili:
- Należy unikać ostrych narożników - w miarę możliwości należy stosować promienie (minimum 0,030″ do 0,040″).
- Głębokie kanały stwarzają wyzwania związane z przepływem - należy utrzymywać stosunek głębokości do szerokości poniżej 4:1.
- Zamknięte puste przestrzenie (profile drążone) wymagają bardziej złożonych matryc z mostkami lub trzpieniami.
- Cienkie występy lub płetwy wymagają odpowiedniego wsparcia u podstawy.
Rozważania dotyczące stosunku wytrzymałości do wagi
Profile aluminiowe mogą być zaprojektowane tak, aby zmaksymalizować wytrzymałość przy jednoczesnej minimalizacji wagi.
Strategiczne rozmieszczenie materiałów jest kluczem do efektywnego projektowania. Zamiast pogrubiać cały profil, należy dodawać grubość tylko tam, gdzie występują koncentracje naprężeń
Konstrukcje dwuteowe, teowe i skrzynkowe zapewniają doskonały stosunek wytrzymałości do masy w różnych warunkach obciążenia:
- Belki dwuteowe do obciążeń zginających w jednym kierunku
- Sekcje skrzynkowe do obciążeń skrętnych lub zginania w wielu kierunkach
- Przekroje teowe do zastosowań wspornikowych

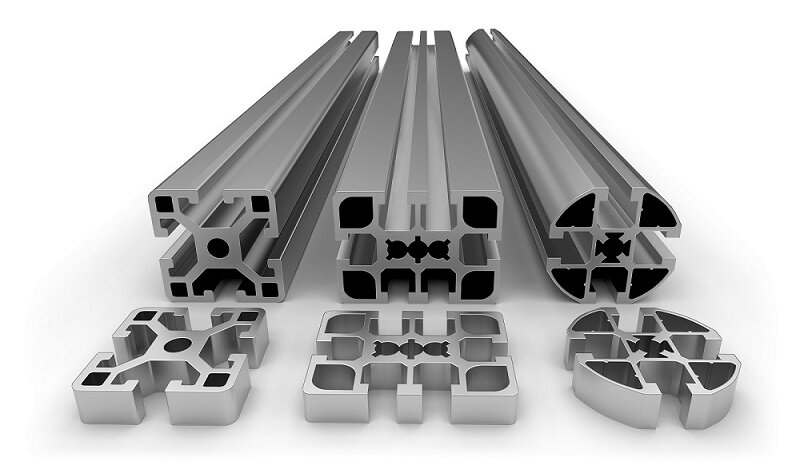
Jakie kształty można wytłaczać?
Wytłaczanie aluminium jest niezwykle wszechstronne, umożliwiając tworzenie różnych kształtów spełniających różnorodne potrzeby projektowe. Przeanalizujmy rodzaje kształtów, które można tworzyć.
Kształty brył
Kształty pełne są najprostszym i najbardziej powszechnym rodzajem wytłaczania. Profile te nie mają pustych przestrzeni ani pustych sekcji. Przykłady obejmują pręty, sztaby i płaskie taśmy. Kształty pełne są łatwe w produkcji i są często wykorzystywane do produkcji elementów konstrukcyjnych, ram i wsporników.
Kształty półstałe
Kształty półstałe mają częściowo zamknięte puste przestrzenie lub otwory. Profile te są bardziej złożone niż kształty bryłowe, ale nadal stosunkowo łatwe do wytłaczania. Przykłady obejmują kanały, kątowniki i profile T. Kształty półstałe są powszechnie stosowane w budownictwie, maszynach i motoryzacji.
Puste kształty
Kształty drążone charakteryzują się całkowicie zamkniętymi pustymi przestrzeniami, takimi jak rury lub rury prostokątne. Profile te wymagają bardziej zaawansowanych matryc i procesów, ale oferują doskonały stosunek wytrzymałości do masy. Wydrążone kształty są idealne do zastosowań takich jak wymienniki ciepła, systemy transportu płynów i lekkie konstrukcje szkieletowe.
Wnioski
Wytłaczanie aluminium to wszechstronny i wydajny proces produkcyjny, który przekształca stop aluminium w niestandardowe kształty i profile. Jego zalety obejmują wysoki stosunek wytrzymałości do masy, doskonałą odporność na korozję, elastyczność projektowania, opłacalność i zrównoważony rozwój.
Jeśli szukasz wysokiej jakości profili aluminiowych, które spełniają Twoje dokładne specyfikacje, jesteśmy tutaj, aby Ci pomóc. Nasz zespół ekspertów może poprowadzić Cię przez proces projektowania i produkcji, aby zapewnić najlepsze wyniki. Skontaktuj się z nami już dziś, aby uzyskać bezpłatną konsultację lub wycenę!
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

Wykrawanie a cięcie laserowe: Koszty, szybkość i kompromisy DFM

