Praca z blachą ze stali nierdzewnej wymaga precyzji i specjalistycznej wiedzy. Wielu producentów ma trudności z uzyskaniem czystych cięć, zarządzaniem kosztami i utrzymaniem standardów jakości w swoich projektach produkcji metalowej.
Najlepszy sposób cięcia blachy ze stali nierdzewnej zależy od grubości materiału i dostępnych narzędzi. Narzędzia takie jak nożyce do blachy lub przecinarka laserowa dobrze sprawdzają się w przypadku cienkich arkuszy. Grubsze arkusze mogą wymagać użycia elektronarzędzi, takich jak szlifierka kątowa z tarczą tnącą lub przecinarka plazmowa. Podczas cięcia stali nierdzewnej należy zawsze używać odpowiedniego sprzętu ochronnego.
Pozwól mi podzielić się sprawdzonymi metodami cięcia, które odmienią Twój proces produkcji stali nierdzewnej i pomogą Ci zawsze osiągać profesjonalne rezultaty.

Czym jest cięcie blach ze stali nierdzewnej?
Cięcie blach ze stali nierdzewnej to proces kształtowania i wymiarowania stali nierdzewnej przy użyciu różnych narzędzi i technik w celu uzyskania precyzyjnych cięć na potrzeby produkcji i wytwarzania. Proces ten obejmuje oddzielanie arkuszy stali nierdzewnej przy użyciu różnych metod cięcia w celu uzyskania dokładnych wymiarów i kształtów.
Przegląd różnych metod cięcia stali nierdzewnej
Cięcie stali nierdzewnej wymaga precyzji i odpowiednich narzędzi, aby zapewnić czyste krawędzie, minimalną ilość odpadów i wysokiej jakości rezultaty. Poniżej znajduje się szczegółowy przegląd najpopularniejszych metod cięcia blachy ze stali nierdzewnej.
Strzyżenie
Strzyżenie to proces mechaniczny, który wykorzystuje proste ostrza do cięcia stali nierdzewnej na mniejsze sekcje. Jest to idealne rozwiązanie do wykonywania czystych, prostych cięć w blachach.
- Zalety: Szybka, ekonomiczna i wytwarzająca minimalną ilość odpadów. Nie wymaga ciepła, więc nie ma ryzyka zniekształceń termicznych.
- Zastosowania: Powszechnie stosowane w środowiskach produkcji wielkoseryjnej do cięcia arkuszy na standardowe rozmiary.
- Ograniczenia: Nie nadaje się do skomplikowanych wzorów lub bardzo twardych metali.
Szlifowanie kątowe
Szlifierka kątowa wykorzystuje szybko obracającą się tarczę ścierną do cięcia stali nierdzewnej. Jest to wszechstronne narzędzie do wykonywania zarówno prostych, jak i skomplikowanych cięć.
- Zalety: Przenośna, niedroga i skuteczna w przypadku materiałów o średniej grubości.
- Zastosowania: Idealny do cięcia rur, prętów i blach w projektach budowlanych lub naprawczych.
- Ograniczenia: Wymaga umiejętności, aby uzyskać precyzyjne cięcia; może generować ciepło, które może odbarwić stal.
Cięcie plazmowe
Cięcie plazmowe wykorzystuje zjonizowany gaz (plazmę) do topienia stali nierdzewnej. Jest to bardzo skuteczne rozwiązanie w przypadku grubych materiałów i skomplikowanych projektów.
- Zalety: Szybkie, precyzyjne i zdolne do przecinania grubych sekcji. Wytwarza minimalne zniekształcenia cieplne.
- Zastosowania: Używany w przemyśle ciężkim, takim jak motoryzacyjny i lotniczy.
- Ograniczenia: Wymaga specjalistycznego sprzętu i jest mniej opłacalne w przypadku cienkich arkuszy.
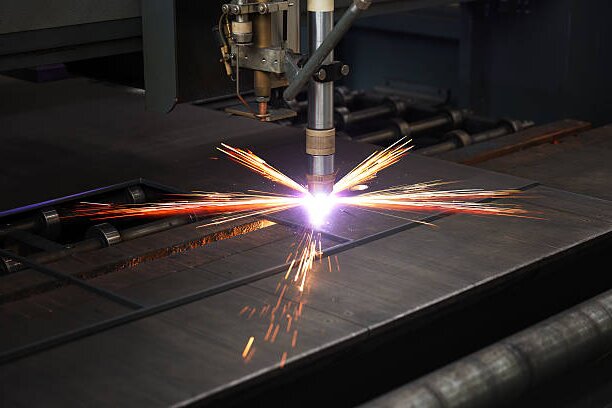
Cięcie laserowe
Cięcie laserowe wykorzystuje skupioną wiązkę lasera do topienia lub odparowywania stali nierdzewnej wzdłuż precyzyjnej ścieżki. Jest to jedna z najdokładniejszych dostępnych metod.
- Zalety: Wysoka precyzja, czyste krawędzie, minimalne strefy wpływu ciepła i brak konieczności dodatkowego wykańczania.
- Zastosowania: Idealny do skomplikowanych projektów w branżach takich jak urządzenia medyczne i elektronika.
- Ograniczenia: Wyższe początkowe koszty sprzętu i odblaskowy charakter stali nierdzewnej mogą stanowić wyzwanie.
Cięcie strumieniem wody
Cięcie strumieniem wody wykorzystuje strumień wysokiego ciśnienia zmieszany z cząstkami ściernymi do erozji materiału. Jest to metoda cięcia na zimno, która pozwala uniknąć uszkodzeń termicznych.
- Zalety: Brak zniekształceń cieplnych, gładkie krawędzie i odpowiednie do grubych materiałów do kilku cali.
- Zastosowania: Powszechne w branży architektonicznej i lotniczej, gdzie precyzja ma kluczowe znaczenie.
- Ograniczenia: Wolniejsze niż cięcie laserowe lub plazmowe; wyższe koszty operacyjne ze względu na materiały ścierne.
Maszyny CNC
Maszyny CNC (komputerowe sterowanie numeryczne) automatyzują proces cięcia za pomocą zaprogramowanych instrukcji. Mogą one integrować różne techniki, takie jak cięcie laserowe lub plazmowe.
- Zalety: Wysoka powtarzalność, możliwość realizacji złożonych projektów o wąskich tolerancjach i wydajność w produkcji na dużą skalę.
- Zastosowania: Stosowane w produkcji precyzyjnych komponentów w branżach takich jak motoryzacyjna i maszynowa.
- Ograniczenia: Wymaga początkowych inwestycji w programowanie i sprzęt.
Jak ciąć blachę ze stali nierdzewnej?
Cięcie stali nierdzewnej wymaga precyzji, przygotowania i odpowiednich narzędzi, aby zapewnić czyste cięcie i bezpieczne środowisko pracy. Poniżej znajduje się szczegółowy przewodnik obejmujący każdy etap procesu.
Kroki cięcia blachy ze stali nierdzewnej:
- Bezpieczeństwo przede wszystkim: Zawsze noś sprzęt ochronny, w tym okulary ochronne, rękawice i ochronniki słuchu. Czyste miejsce pracy to bezpieczne miejsce pracy!
- Zaznacz swoje pomiary: Użyj trwałego markera, linijki lub taśmy mierniczej, aby zaznaczyć miejsce cięcia.
- Zabezpiecz arkusz: Użyj zacisków, aby przymocować blachę ze stali nierdzewnej do stołu warsztatowego lub obszaru cięcia. Zapobiega to niepotrzebnemu ruchowi.
- Rozpocznij cięcie: W zależności od wybranego narzędzia:
- Przecinarki laserowe/plazmowe/wodne: Ustaw parametry i pozwól maszynie wykonać pracę.
- Nożyce do cyny: Zacznij od krawędzi i tnij wzdłuż zaznaczonej linii. Użyj dominującej ręki do cięcia, a drugiej do prowadzenia arkusza.
- Szlifierka kątowa: Włącz młynek, pozwól mu osiągnąć pełną prędkość, a następnie płynnie prowadź go wzdłuż zaznaczonej linii.
5. Szlifowanie i wykończenie: Po zakończeniu cięcia mogą pojawić się ostre krawędzie lub zadziory. Za pomocą pilnika lub papieru ściernego wygładź krawędzie, aby uzyskać profesjonalne wykończenie.

Techniki cięcia dla różnych metod
Jak ciąć szlifierką kątową?
- Zamocuj tarczę ścierną do cięcia metalu przeznaczoną do stali nierdzewnej.
- Wyrównaj szlifierkę z zaznaczoną linią i rozpocznij stabilne cięcie.
- Unikaj wywierania nadmiernego nacisku, aby zapobiec przegrzaniu lub wypaczeniu.
Jak ciąć za pomocą przecinarki plazmowej?
- Ustaw natężenie prądu przecinarki plazmowej na podstawie grubości materiału.
- Ustaw palnik pod kątem 90 stopni do powierzchni.
- Powoli prowadź obcinarkę wzdłuż zaznaczonej linii, aby uzyskać czyste cięcia.
Jak ciąć za pomocą wycinarki laserowej?
- Zaprogramuj wycinarkę laserową z precyzyjnymi specyfikacjami.
- Użyj gazów pomocniczych, takich jak azot lub tlen, aby uzyskać gładsze krawędzie.
- Pozwala laserowi podążać wyznaczoną ścieżką, zapewniając wysoką precyzję.
Jak ciąć strumieniem wody?
- Ustawić maszynę strumieniową z odpowiednim materiałem ściernym.
- Dostosuj ciśnienie w zależności od grubości materiału (zazwyczaj 50 000+ PSI).
- Poprowadź dyszę wzdłuż zaznaczonych linii, aby uzyskać czyste cięcia bez nagrzewania.
Wybór odpowiedniej metody cięcia dla danego projektu
Wybór najbardziej odpowiedniej metody cięcia blachy ze stali nierdzewnej ma kluczowe znaczenie dla osiągnięcia pożądanych rezultatów w sposób wydajny i opłacalny. Oto zestawienie czynników i porównanie opłacalności różnych metod.
Czynniki, które należy wziąć pod uwagę przy wyborze metody cięcia
Grubość blachy
- Cienkie arkusze (≤3 mm): Metody takie jak nożyce do blachy, wyrzynarki lub cięcie laserowe są idealne ze względu na ich precyzję i minimalne zniekształcenia materiału.
- Średnia grubość (3-10 mm): Piły tarczowe, szlifierki kątowe lub przecinarki plazmowe zapewniają wydajność i czyste cięcie.
- Grube arkusze (>10 mm): Cięcie plazmowe lub strumieniem wody lepiej nadaje się do obróbki grubszych materiałów bez utraty dokładności.
Pożądana precyzja i jakość
- Wysoka precyzja: Cięcie laserowe i cięcie strumieniem wody zapewniają najlepszą jakość krawędzi, z minimalnymi zadziorami i wąskimi tolerancjami.
- Umiarkowana precyzja: Cięcie plazmowe sprawdza się dobrze w przypadku projektów z dopuszczalnymi niewielkimi niedoskonałościami.
- Niska precyzja: Cięcie piłą lub szlifowanie kątowe jest wystarczające do cięć zgrubnych lub podstawowych zastosowań.
Szybkość i wydajność
- Cięcie laserowe jest bardzo wydajne w przypadku cienkich i średniej grubości materiałów, oferując duże prędkości i minimalną ilość odpadów.
- Przecinarki plazmowe wyróżniają się szybkością podczas pracy z grubszymi arkuszami.
- Cięcie strumieniem wody jest wolniejsze, ale zapewnia brak stref wpływu ciepła, dzięki czemu jest idealne do wrażliwych zastosowań.
Właściwości materiału
- Twardość i odporność na korozję stali nierdzewnej wymaga narzędzi, które poradzą sobie z jej wytrzymałą naturą bez przegrzania lub wypaczenia.
- Metody nietermiczne, takie jak cięcie strumieniem wody, są preferowane w przypadku zachowania właściwości metalurgicznych, co ma kluczowe znaczenie.
Porównanie efektywności kosztowej różnych metod
| Metoda cięcia | Koszt za godzinę | Najlepsze dla | Kompromisy |
|---|---|---|---|
| Cięcie laserowe | $13-$20/godz. | Cienkie i średnie arkusze, wysoka precyzja | Początkowy koszt sprzętu, ograniczona grubość |
| Cięcie strumieniem wody | $20-$40/godz. | Grube arkusze, brak zniekształceń cieplnych | Niższe prędkości, wyższe koszty operacyjne |
| Cięcie plazmowe | $15-$25/godz. | Grube arkusze, szybkie cięcie | Umiarkowana precyzja, strefy wpływu ciepła |
| Szlifierka kątowa | Niska cena | Małe projekty, proste kształty | Wymaga umiejętności, ryzyko nierównych krawędzi |
| Piła tarczowa | Umiarkowany koszt | Proste cięcia na arkuszach o średniej grubości | Ograniczenie do cięć prostych |
| Blaszane nożyce/wyrzynarka | Niska cena | Cienkie arkusze, skomplikowane kształty | Czasochłonne w przypadku większych projektów |
Czynniki wpływające na jakość ciętej stali nierdzewnej
Osiągnięcie wysokiej jakości cięcia blachy ze stali nierdzewnej zależy od wielu czynników, w tym zarządzania ciepłem, jakości krawędzi i minimalizacji powstawania zadziorów. Poniżej znajduje się szczegółowe spojrzenie na te krytyczne aspekty.
Wytwarzanie ciepła i jego wpływ na materiał
Wyzwania
- Wysokie temperatury podczas cięcia mogą powodować przebarwienia, wypaczenia i zmiany strukturalne stali nierdzewnej.
- Strefa wpływu ciepła (HAZ) może osłabić właściwości materiału, takie jak odporność na zmęczenie i korozję.
Rozwiązania
- Techniki chłodzenia: Należy stosować chłodziwa lub płyny do cięcia, aby odprowadzić ciepło i zapobiec odbarwieniom lub wypaczeniom.
- Zoptymalizowane parametry cięcia: Dostosuj prędkość, posuw i głębokość skrawania, aby ograniczyć gromadzenie się ciepła. Na przykład wolniejsze prędkości mogą zminimalizować przegrzanie, ale wymagają starannego wyważenia, aby uniknąć nieefektywności.
- Metody nietermiczne: Techniki takie jak cięcie strumieniem wody pozwalają całkowicie uniknąć odkształceń cieplnych w procesach cięcia na zimno.
Utrzymanie jakości krawędzi i unikanie zniekształceń
Wyzwania
- Niska jakość krawędzi może wynikać z nierównych cięć, odkształceń termicznych lub niewłaściwego doboru narzędzi.
- Odkształcenie występuje, gdy nadmierne ciepło powoduje nierównomierne rozszerzanie i kurczenie się metalu.
Rozwiązania
- Wybór narzędzia: Używaj ostrych narzędzi z odpowiednimi powłokami, aby zapewnić czyste cięcia. Na przykład wycinarki laserowe o wysokiej jakości wiązki zapewniają gładkie krawędzie.
- Edge Precision: Metody takie jak cięcie laserem lub strumieniem wody zapewniają wąskie tolerancje i minimalną szerokość szczeliny cięcia, zapewniając doskonałe wykończenie krawędzi.
- Obsługa materiałów: Mocno przymocować arkusz za pomocą zacisków, aby uniknąć przesuwania się podczas cięcia.
Redukcja zadziorów i ostrych krawędzi
Wyzwania
- Zadziory to podniesione krawędzie lub małe kawałki materiału pozostawione na powierzchni cięcia. Wpływają one na precyzję wymiarową, estetykę i bezpieczeństwo.
- Zadziory często powstają z powodu niewłaściwych prędkości cięcia, niskiej jakości narzędzi lub niewystarczającego przepływu gazu w procesach takich jak cięcie laserowe.
Rozwiązania
- Gazy pomocnicze: Podczas cięcia laserowego należy używać gazów o wysokiej czystości, takich jak azot, aby skutecznie wydmuchiwać stopiony materiał. Ogranicza to powstawanie zadziorów na krawędziach cięcia.
- Optymalizacja parametrów: Precyzyjna regulacja parametrów cięcia, takich jak prędkość, moc i pozycja ogniskowania w celu zminimalizowania zadziorów.
- Gratowanie po cięciu: Użyj narzędzi ręcznych (pilników lub papieru ściernego), obrotowych narzędzi do usuwania zadziorów lub wykańczania wibracyjnego, aby wygładzić wszelkie pozostałe zadziory.
Wnioski
Precyzyjne i wydajne cięcie blachy ze stali nierdzewnej ma kluczowe znaczenie dla osiągnięcia wysokiej jakości rezultatów w projektach. Wybierając odpowiednią metodę i przestrzegając najlepszych praktyk, można zapewnić czyste cięcia, zachować integralność materiału i spełnić określone wymagania.
Szukasz profesjonalnych usług cięcia stali nierdzewnej? Skontaktuj się z nami już dziś, aby omówić potrzeby projektu i poprosić o spersonalizowaną wycenę. Pracujmy razem, aby wcielić Twoje pomysły w życie!
Najczęściej zadawane pytania:
Czy można ciąć stal nierdzewną zwykłą piłą?
Tak, ale potrzebujesz brzeszczotu do cięcia metalu zaprojektowanego specjalnie do stali nierdzewnej. Używanie zwykłej piły bez odpowiedniego ostrza może uszkodzić narzędzie i materiał.
Jak zapobiec wypaczaniu się stali nierdzewnej podczas cięcia?
Aby zapobiec wypaczaniu, należy stosować metody chłodzenia, takie jak woda lub powietrze, aby rozproszyć ciepło, ciąć z większą prędkością, aby zmniejszyć gromadzenie się ciepła i mocno zamocować materiał, aby zminimalizować jego ruch.
Jaki jest najlepszy sposób cięcia blach ze stali nierdzewnej?
Cięcie laserowe jest najlepszą metodą dla cienkich i średnich arkuszy ze względu na jego precyzję i minimalną ilość odpadów. W przypadku grubszych arkuszy, cięcie plazmowe lub strumieniem wody zapewnia czyste cięcia bez uszczerbku dla integralności materiału.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby


Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

