Wybór odpowiedniego tonażu jest jedną z najważniejszych decyzji przy wyborze prasy serwo. Jeśli wydajność prasy jest zbyt niska, maszyna może nie osiągnąć wymaganej siły formowania. Może to zmniejszyć dokładność części i prowadzić do przedwczesnego zużycia narzędzi. Jeśli tonaż jest zbyt wysoki, system staje się droższy. Zużywa również więcej energii i zmniejsza szybkość reakcji na kontrolę siły.
Nowoczesna produkcja zależy od precyzji i wydajności, aby zachować konkurencyjność. Z tego powodu inżynierowie muszą dopasować siłę nacisku do rzeczywistych potrzeb procesu. Właściwe dopasowanie zwiększa jakość części i pomaga utrzymać koszty operacyjne pod kontrolą.
W tym artykule wyjaśniono, w jaki sposób inżynierowie i kupujący szacują wymaganą siłę. Wyjaśnia również, jak ustawić bezpieczne marginesy. Na koniec omówiono inne czynniki techniczne, które wpływają na wydajność prasy w rzeczywistej produkcji.

Zrozumienie tonażu w prasach serwo
Przed wyborem maszyny należy zrozumieć, jak faktycznie działa tonaż. Ta sekcja wyjaśnia, co oznacza tonaż i jak serwoprasy stosują go w różny sposób.
Co reprezentuje tonaż?
Tonaż, mierzony w kiloniutonach (kN) lub tonach metrycznych, określa maksymalną siłę formowania lub prasowania, jaką może dostarczyć prasa serwo. Wskazuje on wielkość oporu, jaki prasa może pokonać podczas kształtowania, łączenia lub odkształcania części.
Jednak wielu kupujących błędnie odczytuje tę specyfikację. Większość pras podaje nominalny tonaż, który reprezentuje maksymalną siłę maszyny w określonej pozycji skoku - często w pobliżu dolnego martwego punktu (BDC). W przeciwieństwie do tego, siła robocza jest tym, co prasa może utrzymać w całym zakresie użytecznego skoku.
Na przykład, prasa serwo o nominalnym tonażu 20 kN może utrzymać tę wartość szczytową tylko na ostatnich 5 procentach skoku. Jeśli proces formowania wymaga pełnego nacisku na wcześniejszym etapie skoku, efektywna siła może spaść o 20-30 procent. Dlatego inżynierowie powinni zawsze potwierdzać, w którym miejscu skoku działa siła znamionowa.

Mówiąc prościej, tonaż to nie tylko "jak silna" jest prasa - chodzi o to, jak ta siła jest dostarczana podczas ruchu.
Obciążenie szczytowe a obciążenie ciągłe
Innym częstym nieporozumieniem jest założenie, że tonaż znamionowy jest równy zrównoważonej wydajności maszyny. W rzeczywistości każda prasa serwo ma dwa ograniczenia:
- Obciążenie szczytowe - krótka seria maksymalnej siły osiąganej przez ułamek sekundy.
- Ciągłe obciążenie - siła w stanie ustalonym, jaką system może utrzymać bez przegrzania lub spowodowania zmęczenia mechanicznego.
Na przykład serwoprasa 10 kN może utrzymywać 10 kN przez 0,5 sekundy, ale tylko 6 kN w sposób ciągły. Przekroczenie tej wartości może prowadzić do nagrzewania się silnika, spadku momentu obrotowego lub utraty dokładności w miarę upływu czasu.
Serwoprasy radzą sobie z tym wyzwaniem, umożliwiając programowalne kontrola siły i skoku. Kontroler może zastosować pełną moc tylko wtedy, gdy jest to konieczne, zmniejszyć prędkość przed kontaktem i delikatnie zatrzymać się na dole w celu zmniejszenia naprężeń. Ten precyzyjny ruch nie tylko poprawia spójność części, ale także wydłuża żywotność matrycy i zmniejsza zużycie energii.
Wydajność nominalna a wydajność praktyczna
Porównując modele, inżynierowie powinni również wziąć pod uwagę sposób, w jaki każdy producent definiuje swoją "klasę tonażu". Dwie maszyny oceniane na 50 kN mogą dostarczać różne wyniki w świecie rzeczywistym ze względu na różnice w średnicy śruby, wydajności napędu i konwersji momentu obrotowego na siłę.
Praktyczna wskazówka: Zawsze należy poprosić o krzywą pracy ciągłej prasy lub wykres zależności siły od prędkości. Wykresy te ilustrują tonaż, jaki maszyna może zapewnić przy różnych pozycjach skoku i prędkościach - jest to najbardziej niezawodny sposób na potwierdzenie jej rzeczywistych możliwości.

Metoda szacowania wymaganego tonażu krok po kroku
Dokładny dobór tonażu zaczyna się od prawidłowych obliczeń i walidacji. Wykonaj poniższe kroki, aby oszacować siłę, jakiej naprawdę potrzebuje Twój proces.
1. Zdefiniowanie parametrów procesu i materiału
Różne operacje wymagają bardzo różnych poziomów siły. Lekkie wciskanie może wymagać zaledwie kilku kiloniutonów, podczas gdy niewielki proces formowania lub wybijania może przekraczać setki. Zacznij więc od podstaw:
- Typ procesu: Czy operacja jest wykonywana na wcisk, formowanie, bicie, przykuwającyczy uszczelnienie?
- Właściwości materiału: Granica plastyczności, twardość i ciągliwość bezpośrednio określają poziom odporności.
- Geometria: Większe powierzchnie, ostrzejsze zakręty i ciaśniejsze promienie zwiększają obciążenie miejscowe.
Na przykład, aluminium 6061 (granica plastyczności ≈ 150 MPa) może wymagać o połowę mniej tonażu niż stal nierdzewna 304 (≈ 300 MPa) przy tej samej geometrii.
Mówiąc prościej: im mocniejszy i grubszy materiał, tym większy tonaż musi zapewnić serwoprasa.
2. Oblicz podstawowe zapotrzebowanie na siłę
Po zapoznaniu się z materiałem i działaniem można oszacować wymaganą siłę, korzystając z tej uproszczonej zależności:
F=k×A×σy
Gdzie:
- F = szacowana siła (N)
- A = powierzchnia styku lub formowania (mm²)
- σy = granica plastyczności materiału (MPa)
- k = współczynnik procesu (zwykle 0,7-1,2 w zależności od tarcia i geometrii części)
Przykład:
Formowana jest płyta ze stali nierdzewnej o wymiarach 50 mm × 50 mm (powierzchnia 2500 mm²) o granicy plastyczności 350 MPa i współczynniku procesu 1,0.
F=1.0×2,500×350=875,000N=875kN
W idealnych warunkach laboratoryjnych potrzebna będzie więc prasa o sile nominalnej co najmniej 875 kN.
Jednak rzeczywiste operacje rzadko są idealne. Tarcie, wyrównanie części i wykończenie powierzchni narzędzia mogą zwiększyć opór o 10-20%, zwłaszcza podczas formowania przy wyższych prędkościach. Najlepiej jest zawsze postrzegać tę wartość jako minimalny próg, a nie ostateczny punkt wyboru.
3. Zastosowanie realistycznego marginesu bezpieczeństwa
Nawet przy dokładnych obliczeniach, zmiany w świecie rzeczywistym są nieuniknione - zużycie narzędzi, niewspółosiowość i wahania temperatury mogą nieoczekiwanie zwiększyć zapotrzebowanie na siłę. Dlatego większość inżynierów dodaje margines bezpieczeństwa 20-30% do swoich szacunków tonażu.
W powyższym przykładzie (875 kN) skorygowany zakres wynosi 1 050-1 150 kN.
Bufor ten zapewnia, że:
- Serwomotor nigdy nie działa w pobliżu limitu przeciążenia.
- Śruba kulowa i rama zachowują precyzję pod obciążeniem.
- Nagromadzone ciepło mieści się w zakresie wartości znamionowych dla pracy ciągłej.
Praktyczna zasada:
W przypadku formowania o krytycznym znaczeniu lub produkcji ciągłej należy dobrać serwoprasę o wielkości 1,25× teoretyczny tonaż, aby zapewnić zrównoważoną wydajność i trwałość.
4. Walidacja poprzez naciśnięcie testowe lub symulację cyfrową
Wybór nowoczesnej prasy serwo nie powinien kończyć się na obliczeniach. Najlepszą weryfikacją są rzeczywiste dane. Jeśli to możliwe, wykonaj próbną prasę przy użyciu czujnika siły lub momentu obrotowego, aby zarejestrować rzeczywiste profile siły. Porównaj zmierzoną krzywą siły z obliczoną wartością, aby sprawdzić, czy podczas formowania występują jakiekolwiek skoki lub anomalie.
Alternatywnie można użyć oprogramowania symulacyjnego (takiego jak DEFORM lub Simufact Forming) do analizy krzywej siła-przemieszczenie. Symulacja identyfikuje nie tylko obciążenie szczytowe, ale także kształt krzywej - gdzie siła rośnie, stabilizuje się i zwalnia. Zrozumienie tego pomaga dostosować profil ruchu serwoprasy do optymalnego zużycia energii i żywotności narzędzia.
Dlaczego ma to znaczenie:
Prosta liczba (np. 900 kN) nie mówi wszystkiego. Wiedza o tym, jak siła rozwija się wzdłuż skoku, jest tym, co odróżnia udaną konfigurację prasy od kosztownych prób i błędów.
5. Rozważenie elastyczności przyszłych procesów
Jeśli produkcja obejmuje wiele części lub zmieniające się projekty, warto zostawić sobie dodatkowy zapas. Serwo prasa z programowalnym ruchem może dostosować się do nowych materiałów lub geometrii - ale tylko wtedy, gdy ma do tego odpowiednią siłę.
W przypadku małych pras serwo (1-5 ton), posiadanie dodatkowej rezerwy siły 20-30% pozwala na rekonfigurację do nowych zastosowań bez konieczności reinwestycji. Dzięki takiemu podejściu zasoby kapitałowe są przydatne w cyklach produktowych i zmianach badawczo-rozwojowych.
Czynniki wpływające na wybór odpowiedniego tonażu
Nawet prawidłowe obliczenia mogą nie uwzględniać rzeczywistych zmiennych. Oto jak materiał, geometria i czynniki produkcyjne wpływają na zapotrzebowanie na tonaż.
Właściwości materiału
Wytrzymałość i plastyczność materiału to pierwsze i najbardziej oczywiste czynniki. Twardsze lub mniej plastyczne metale wymagają większego ciśnienia formowania, podczas gdy bardziej miękkie metale, takie jak miedź lub aluminium, mogą osiągnąć deformację przy niższych obciążeniach.
Na przykład, formowanie stali nierdzewnej 304 (granica plastyczności około 215 MPa) wymaga około dwukrotnie większej siły niż w przypadku aluminium 5052 (granica plastyczności około 100 MPa) przy tej samej grubości. Stale o wysokiej wytrzymałości, tytan i stopy niklu mogą wymagać jeszcze więcej - czasami przekraczając 4-krotność tonażu stali miękkiej dla identycznej geometrii części.
Oprócz granicy plastyczności, hartowanie zwiększa również obciążenie podczas formowania. W miarę odkształcania się materiału, opór gwałtownie wzrasta w późniejszych etapach skoku, co jest miejscem, w którym prasy serwo wyróżniają się - mogą regulować prędkość i moment obrotowy w czasie rzeczywistym, aby utrzymać stały nacisk.
W skrócie: podczas pracy z twardszymi stopami lub w zastosowaniach precyzyjnych zawsze należy sprawdzać krzywą naprężenie-odkształcenie materiału, a nie tylko jego wytrzymałość nominalną.
Geometria części i projektowanie narzędzi
Geometria może radykalnie zmienić rozkład obciążenia. Głębokie tłoczenia, żebra, wytłoczenia lub ciasne promienie narożników koncentrują naprężenia w małych obszarach, zwiększając lokalny nacisk, a tym samym całkowity wymagany tonaż. Nawet niewielkie szczegóły konstrukcyjne, takie jak rozmieszczenie otworów lub wysokość kołnierza, mogą zwiększyć odporność na formowanie o 10-20%.
Na przykład, płaski panel o grubości 100 mm może wymagać tylko 5 kN do wytłoczenia prostego logo, ale ten sam panel z kanałem o głębokości 3 mm może wymagać 25 kN lub więcej ze względu na tarcie i naprężenia zginające.
Projekt oprzyrządowania również odgrywa rolę:
- Sztywne matryce równomiernie rozprowadzają siłę i zmniejszają straty energii.
- Elastyczne lub cienkie matryce pochłaniają część przyłożonej siły, skutecznie obniżając wydajność formowania.
- Wyrównanie matrycy również ma znaczenie - niewspółosiowość może zwiększyć wymagany tonaż nawet o 15%, zgodnie z badaniem Precision Forming Lab z 2023 roku.
Serwoprasy kompensują te wahania poprzez programowalną kontrolę zatrzymania. Spowalniając skok przed kontaktem i zatrzymując się w dolnym martwym punkcie, inżynierowie mogą zapobiegać obciążeniom udarowym, wydłużać żywotność matrycy i utrzymywać jakość części.
Długość skoku i prędkość prasowania
Zależność między profilem skoku a prędkością prasowania bezpośrednio wpływa na zapotrzebowanie na tonaż. Dłuższy skok oznacza, że serwomotor musi utrzymać moment obrotowy na większej odległości, podczas gdy szybszy ruch zwiększa bezwładność i obciążenie przejściowe.
Tradycyjne prasy mechaniczne nie mogą się łatwo dostosować - ale serwoprasy mogą. Dzięki profilom ruchu definiowanym programowo można:
- Zwolnij tuż przed kontaktem z materiałem, aby zmniejszyć obciążenie udarowe.
- Utrzymać zaprogramowane zatrzymanie w celu uformowania konsystencji.
- Dostosuj prędkość powrotu, aby zrównoważyć czas cyklu i obciążenie termiczne.
Pokazuje to, dlaczego kontrola ruchu prasy jest równie ważna, jak wydajność surowego tonażu.
Kluczowy wniosek:
Nie należy dobierać rozmiaru prasy tylko na podstawie maksymalnej siły - należy sprawdzić, czy jest ona w stanie utrzymać tę siłę przez cały zamierzony czas trwania skoku i czas oczekiwania.
Wielkość produkcji i cykl pracy
Nawet najmocniejsza prasa może osiągać gorsze wyniki, jeśli nie jest przystosowana do pracy ciągłej. Każdy silnik serwo ma cykl pracy, który jest stosunkiem aktywnego czasu prasowania do czasu chłodzenia lub bezczynności. Przekroczenie tego cyklu powoduje gromadzenie się ciepła, zmniejszenie momentu obrotowego i długotrwałe zużycie łożysk i śrub.
Na przykład:
- Mała prasa 5 kN może wytrzymać pełne obciążenie przez 1 sekundę, ale wymaga 3-4 sekund odpoczynku.
- Serwoprasa klasy produkcyjnej o sile 100 kN może utrzymać wydajność 80% w sposób ciągły przy odpowiednim zarządzaniu temperaturą.
W warunkach dużego natężenia pracy obciążenie ciągłe staje się jeszcze ważniejsze niż obciążenie szczytowe. Praca przy 70-80% tonażu znamionowego zapewnia stałą dokładność i zmniejsza częstotliwość konserwacji.
Podczas szacowania wykorzystania maszyny należy wziąć pod uwagę:
- Czas cyklu: ile skoków na minutę wykonuje proces.
- Czas przebywania: jak długo siła jest utrzymywana podczas każdego skoku.
- System zmianowy: całkowita liczba godzin ciągłej pracy dziennie.
Zaniedbanie tych aspektów często prowadzi do przedwczesnego zużycia silnika lub dryftu siły - oba te czynniki mogą z czasem zagrozić stabilności wymiarowej.
Zalety prasy serwo w zakresie kontroli tonażu
Technologia serwo przekształca kontrolę siły w inżynierię precyzyjną. Dowiedz się, jak programowalny ruch i sprzężenie zwrotne zapewniają spójne, wydajne prasowanie.
Programowalna krzywa siła-uderzenie
W konwencjonalnej prasie mechanicznej krzywa tonażu podąża za kątem obrotu korby. Maksymalna siła jest dostępna tylko w pobliżu dolnego martwego punktu, co oznacza, że proces musi dostosować się do nośnika, a nie odwrotnie.
Serwoprasy odwracają tę logikę. Dzięki zastosowaniu serwomotorów z napędem bezpośrednim inżynierowie mogą projektować niestandardowe profile siły i skoku, które pasują do każdej operacji. Można zwolnić przed kontaktem z materiałem, płynnie zwiększyć moment obrotowy i precyzyjnie zatrzymać się na dole, aby zmniejszyć naprężenia wewnętrzne.
Ta elastyczność pozwala jednej prasie serwo zastąpić wiele pras mechanicznych skonfigurowanych dla różnych materiałów lub głębokości.
Informacje zwrotne i dane procesowe w czasie rzeczywistym
Systemy serwo stale monitorują siłę, przemieszczenie i moment obrotowy silnika z dużą częstotliwością próbkowania. Tworzy to pętlę sprzężenia zwrotnego na żywo, która natychmiast koryguje wszelkie odchylenia - takie jak zmiany grubości materiału lub wyrównanie matrycy.
Dzięki rejestrowaniu danych i porównywaniu krzywych inżynierowie mogą
- Wykrywaj anomalie, zanim spowodują usterki.
- Śledzenie zużycia matrycy w oparciu o stopniowy dryft siły.
- Utrzymanie identyfikowalności w celu zapewnienia zgodności z normami ISO 9001 lub IATF 16949.
W praktyce oznacza to mniej odrzutów i szybsze zatwierdzanie jakości. W branżach takich jak elektronika, moduły EV i precyzyjne czujniki, ta zdolność przetwarzania danych przekształca serwo prasę z narzędzia mechanicznego w cyfrowy zasób produkcyjny.
Efektywność energetyczna i inteligentna integracja
Serwoprasy zużywają energię tylko wtedy, gdy generują siłę, w przeciwieństwie do systemów hydraulicznych, które utrzymują ciśnienie w sposób ciągły. Dzięki temu są one z natury bardziej energooszczędne.
Dodatkowo, ich programowalne sterowanie sprawia, że są kompatybilne z inteligentnymi środowiskami produkcyjnymi - łatwo łącząc się z warstwami danych MES, SCADA lub Industry 4.0. Umożliwia to konserwację predykcyjną, monitorowanie cykli i analizę obciążenia, pomagając obiektom zoptymalizować czas pracy i wydłużyć żywotność ich sprzętu.
Dodatkowe czynniki techniczne, które są często pomijane
Drobne szczegóły konstrukcyjne mogą wpłynąć na wydajność prasy. Te pomijane czynniki często decydują o długoterminowej precyzji i stabilności maszyny.
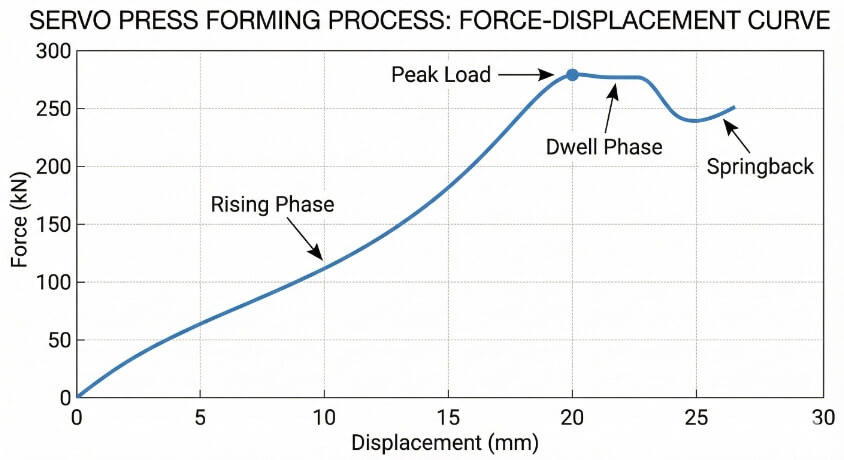
Analiza krzywej siła-przemieszczenie
Siła nacisku w prawdziwym świecie nie jest stała - zmienia się dynamicznie podczas skoku. Krzywa siła-przemieszczenie pokazuje, w jaki sposób siła narasta, osiąga szczyt i zwalnia. Badając tę krzywą, inżynierowie mogą zidentyfikować nieefektywności i ukryte zagrożenia, takie jak:
- Nagłe skoki wskazują na słabe smarowanie lub niewspółosiowość matrycy.
- Nieregularne płaskowyże sugerują stwardnienie materiału lub słabą kontrolę czasu oczekiwania.
- Strefy sprężynowania ujawniają naprężenia szczątkowe lub powrót sprężystości.

Analiza tych danych umożliwia optymalizację profili ruchu prasy i potwierdza, czy wybrana krzywa momentu obrotowego serwomotoru jest zgodna z rzeczywistymi wymaganiami procesu - a nie tylko z teoretycznym tonażem.
Sztywność formy i osprzętu
Sztywność oprzyrządowania odgrywa główną rolę w wydajności tonażu. Jeśli matryca lub oprzyrządowanie ugina się pod obciążeniem, część przyłożonej siły jest pochłaniana jako odkształcenie sprężyste, zmniejszając precyzję formowania.
Aby to zminimalizować:
- Używaj wyważonych płyt mocujących i podpierających, aby utrzymać równomierny nacisk.
- Należy wybierać gatunki stali narzędziowej o wyższym module sprężystości.
- Włączenie analizy elementów skończonych (MES) podczas projektowania matrycy w celu przewidywania stref ugięcia.
To ulepszenie nie tylko zwiększa dokładność tonażu, ale także wydłuża żywotność i powtarzalność matrycy.
Wydajność termiczna i zmęczeniowa
Każda serwoprasa ma wartość znamionową pracy ciągłej, określającą obciążenie, które może obsługiwać przez czas nieokreślony bez przegrzania. Praca w pobliżu maksymalnego momentu obrotowego przez dłuższy czas zwiększa ciepło w silniku i śrubie kulowej, powodując dryft wymiarowy i przyspieszone zużycie.
W przypadku ciągłego formowania lub operacji z dużą prędkością, inżynierowie powinni wybrać prasę, która działa przy 70-80% znamionowego tonażu w sposób ciągły. Zapewnia to:
- Stabilny wyjściowy moment obrotowy.
- Niższy wzrost temperatury.
- Stała precyzja podczas długich przebiegów.
Monitorowanie termiczne i systemy chłodzenia wymuszonym powietrzem są również cennymi ulepszeniami dla pras pracujących w środowiskach wielozmianowych.
Wnioski
Wybór odpowiedniego tonażu dla prasy serwo to coś więcej niż tylko prosta liczba na arkuszu specyfikacji - to decyzja inżynieryjna, która wpływa na jakość, koszty i długoterminową żywotność sprzętu. Technologia serwo idzie dalej, dodając programowalne sterowanie, efektywność energetyczną i cyfrowe sprzężenie zwrotne - dając producentom możliwość formowania, łączenia lub prasowania z większą dokładnością i mniejszą ilością odpadów.
Gotowy do optymalizacji wyboru prasy? Nasz zespół inżynierów specjalizuje się w małych i średnich prasach serwo (1-5 ton) przeznaczonych do precyzyjnego montażu, formowania i łączenia metali. Skontaktuj się z nami już dziś aby omówić swój projekt lub poprosić o bezpłatną ocenę tonażu z naszymi inżynierami aplikacji.
Często zadawane pytania
Jak przeliczyć tony na kiloniutony (kN)?
1 tona metryczna = 9,81 kN. Na przykład, prasa 10-tonowa to około 98 kN.
Czy większy tonaż jest zawsze lepszy?
Nie. Ponadwymiarowe prasy zużywają więcej energii i zmniejszają czułość siły. Wybierz najmniejszą maszynę, która spełni Twoje potrzeby procesowe plus margines bezpieczeństwa.
Czy jedna prasa serwo może obsługiwać wiele aplikacji?
Tak. Dzięki programowalnemu sterowaniu ruchem pojedyncza prasa serwo może wykonywać różne operacje - wciskanie, formowanie lub wybijanie - w ramach swojej pojemności znamionowej.
Jaka jest różnica między tonażem szczytowym a ciągłym?
Tonaż szczytowy to krótkoterminowe maksymalne obciążenie; tonaż ciągły to tonaż, który prasa może utrzymać przez czas nieokreślony. Przed zakupem należy zawsze potwierdzić obie wartości.
Jak mogę sprawdzić, czy wybrany przeze mnie tonaż jest prawidłowy?
Do pomiaru rzeczywistej siły formowania należy użyć testu ogniw obciążnikowych lub symulacji cyfrowej. Jeśli siła szczytowa pozostaje poniżej 80%, a średnia poniżej 60% wydajności znamionowej, wybór jest dobrze wyważony.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby


Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

