Wiele warsztatów ma trudności z wykonywaniem czystych cięć na grubych lub odblaskowych materiałach. Tradycyjne narzędzia mogą powodować zadziory, wypaczenia lub wymagać częstej wymiany ostrza. Cięcie laserem CO2 rozwiązuje te problemy dzięki szybkiemu i precyzyjnemu cięciu. Jeśli potrzebujesz wąskich tolerancji i czystych krawędzi, ta metoda może pomóc usprawnić proces.
Cięcie laserem CO2 działa szybko i tworzy czyste cięcia. Przyjrzyjmy się, jak to działa i kiedy należy go używać.

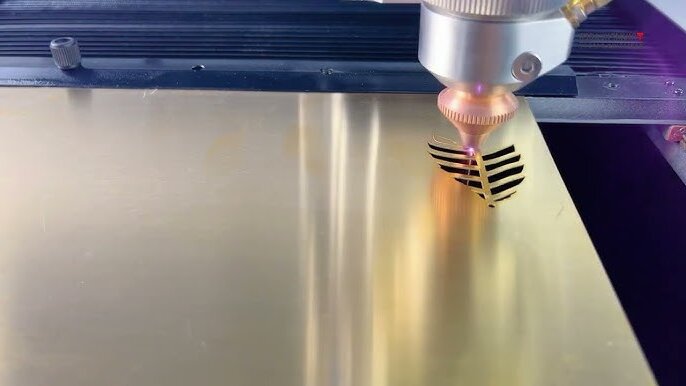
Czym jest cięcie laserem CO2?
Cięcie laserowe CO2 wykorzystuje laser gazowy na dwutlenek węgla do przecinania materiałów. Wiązka lasera jest skupiana przez soczewkę, wytwarzając intensywne ciepło w punkcie ogniskowym. Ciepło to topi lub odparowuje materiał na wąskiej ścieżce. Strumień gazu wydmuchuje stopiony lub spalony materiał.
Proces ten tworzy dokładne cięcia bez fizycznego kontaktu. Jest szeroko stosowany w produkcji cięcie blachy, akryle i tworzywa sztuczne.
Proces rozpoczyna się wewnątrz lampy laserowej. Gdy energia elektryczna przepływa przez mieszaninę gazów, wzbudza cząsteczki gazu. Cząsteczki te uwalniają energię w postaci światła. Światło to odbija się w tę i z powrotem między lustrami, aż staje się wystarczająco silne, aby wyjść jako skupiona wiązka. To właśnie ta wiązka wykonuje cięcie.
Kluczowe elementy systemu lasera CO2
Każda część systemu ma swoje zadanie. Wspólnie kontrolują wiązkę od generowania do cięcia.
Rura laserowa
Rura laserowa jest sercem systemu. Jest ona wypełniona mieszaniną gazów. Po przyłożeniu wysokiego napięcia wytwarza ona wiązkę laserową. Szklane lub metalowe tuby są standardem, w zależności od mocy i zastosowania.
Lustra
Lustra kierują wiązkę lasera z rury do głowicy tnącej. Muszą one być bardzo dokładnie ustawione. Jeśli lustra są lekko przesunięte, wiązka straci moc lub nie trafi w cel.
Obiektyw
Soczewka skupia wiązkę w małym punkcie. To właśnie tam odbywa się cięcie. Im mniejsze miejsce, tym dokładniejsze i bardziej precyzyjne cięcie. Soczewki wymagają regularnego czyszczenia w celu utrzymania wydajności.
Kontroler
Kontroler jest mózgiem maszyny. Pobiera cyfrowy plik cięcia i mówi systemowi, gdzie i jak ma się poruszać. Zarządza intensywnością wiązki, prędkością i ścieżką cięcia.
Jak działa cięcie laserem CO2?
Cięcie laserem CO2 wykorzystuje ciepło do rozdzielania materiałów wzdłuż kontrolowanej ścieżki. Łączy skupione światło i systemy ruchu oraz wspomaga gazy w tworzeniu czystych i dokładnych cięć.
Wyjaśnienie interakcji laser-materiał
Wiązka lasera przenosi intensywną energię w wąskim punkcie. Po uderzeniu w materiał energia zamienia się w ciepło. Ciepło to szybko podnosi temperaturę, powodując stopienie, spalenie lub odparowanie powierzchni. Wiązka podąża ustaloną ścieżką, aby przeciąć materiał.
Proces cięcia termicznego: Topienie, spalanie i parowanie
Metoda cięcia zależy od rodzaju materiału. W przypadku metali laser topi powierzchnię. W przypadku niektórych tworzyw sztucznych lub drewna materiał może ulec spaleniu lub odparowaniu. Strumień gazu wypycha stopione lub spalone cząstki. Dzięki temu cięcie jest czyste i gładkie.
Sterowanie ruchem: CNC i systemy dostarczania wiązki
Głowica lasera porusza się na podstawie poleceń CNC. System odczytuje plik cięcia i prowadzi laser wzdłuż ścieżki. Silniki kontrolują prędkość i kierunek. Niektóre systemy przesuwają łoże materiału zamiast lasera. Inne wykonują obie te czynności. Precyzyjny ruch zapewnia dokładne cięcie za każdym razem.
Rola gazów pomocniczych podczas cięcia
Gazy pomocnicze pomagają usunąć stopiony materiał ze strefy cięcia. Wpływają one również na jakość i szybkość cięcia. Różne gazy działają lepiej w przypadku różnych materiałów.
Tlen
Tlen reaguje z gorącym metalem i pomaga mu się palić. Dzięki temu cięcie jest szybsze. Jest często używany do cięcia stali węglowej. Może jednak powodować większe utlenianie krawędzi cięcia.
Azot
Azot nie wchodzi w reakcję z metalem. Po prostu zdmuchuje stopiony materiał. Daje to czystsze, bardziej błyszczące krawędzie. Nadaje się do stali nierdzewnej i aluminium.
Powietrze
Sprężone powietrze to tania opcja. Jest to mieszanka gazów, która dobrze sprawdza się przy cięciu ogólnym. Nie jest tak czyste jak azot, ale nadaje się do niedrogich zadań.
Jakie materiały można ciąć laserem CO2?
Lasery CO2 działają na wielu materiałach, ale niektóre tną lepiej niż inne. Przyjrzyjmy się, co można ciąć i jakie grubości najlepiej się sprawdzają.
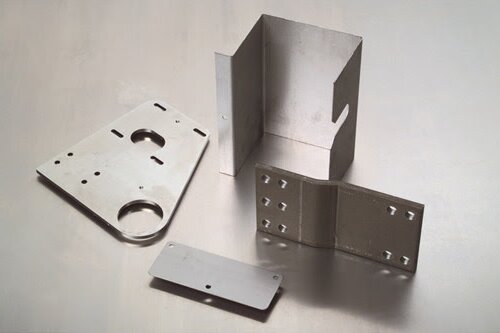
Metale
Lasery CO2 mogą ciąć cienkie metale, ale nie są najlepszym wyborem dla grubych arkuszy. Oto jak sobie radzą:
- Stal nierdzewna: Działa w przypadku cienkich blach (do 1/8″). Wymaga dużej mocy i gazu wspomagającego (zwykle tlenu).
- Łagodna stal: Cięcie czystsze niż w przypadku stali nierdzewnej, ale ograniczone do cieńszych grubości (poniżej 1/4″).
- Aluminium: Trudniejsze do cięcia ze względu na odbijanie światła. Najlepszy do delikatnych arkuszy (poniżej 1/8″).
Lasery światłowodowe są bardziej wydajne w przypadku grubszych metali.
Niemetale
Lasery CO2 doskonale sprawdzają się w przypadku materiałów niemetalicznych. Zapewniają czyste, precyzyjne cięcia bez naprężeń mechanicznych.
- Tworzywa sztuczne: Tnie gładko, ale unika PVC (uwalnia toksyczne opary).
- Akryl: Jeden z najlepszych materiałów do laserów CO2. Pozostawia wypolerowaną krawędź.
- Drewno: Działa na sklejce, MDF i litym drewnie. Grubość zależy od mocy lasera.
- Tkaniny: Idealny do skomplikowanych wzorów na bawełnie, poliestrze i skórze.
Zakres grubości materiału
Maksymalna grubość zależy od mocy lasera:
- Niska moc (30-60 W): Najlepsza do cienkich materiałów (akryl 1/8″, drewno 1/4″).
- Średnia moc (80-150 W): Obsługuje grubsze cięcia (1/4″ akryl, 1/2″ drewno).
- Wysoka moc (200W+): Może ciąć cienkie metale i grubsze niemetale.
Zalety cięcia laserem CO2
Cięcie laserem CO2 oferuje kilka wyraźnych korzyści, co czyni go dobrym wyborem do prototypowania i produkcji na pełną skalę. Zalety te pomagają poprawić jakość produktu i skrócić całkowity czas produkcji.
Wysoka precyzja i powtarzalność
Lasery CO2 mogą wykonywać doskonałe, szczegółowe cięcia. Skupiona wiązka pozwala na uzyskanie wąskich tolerancji i dokładnych kształtów. Po wybraniu odpowiedniego ustawienia, system może wielokrotnie powtarzać to samo cięcie przy minimalnych różnicach.
Czysty i wąski Kerf
Szerokość rzazu to szerokość cięcia. W przypadku laserów CO2 szerokość ta jest bardzo mała. Oznacza to mniejsze straty materiału i ciaśniejsze układy części. Czyste krawędzie zmniejszają potrzebę obróbki końcowej, takiej jak szlifowanie Lub szlifowanie.
Minimalna strefa wpływu ciepła
Ponieważ laser nagrzewa tylko niewielki obszar, otaczający materiał pozostaje chłodny. Pomaga to zapobiegać wypaczeniom, odbarwieniom lub innym uszkodzeniom termicznym. Część zachowuje swój kształt i wykończenie, nawet w przypadku cienkich lub wrażliwych na ciepło materiałów.
Wszechstronność w różnych branżach
Cięcie laserem CO2 jest wykorzystywane w wielu branżach. Dobrze sprawdza się w znaki, elektronika, części samochodowei narzędzia medyczne. Laser może obsługiwać różne zadania za pomocą jednej maszyny, niezależnie od tego, czy jest to metal, plastik czy drewno.
Ograniczenia i wyzwania
Cięcie laserem CO2 ma wiele zalet, ale ma też pewne wady. Ich znajomość może pomóc w lepszym planowaniu i uniknięciu problemów podczas produkcji.
Ograniczenia materiałowe
Lasery CO2 zmagają się z niektórymi materiałami. Metale o wysokim współczynniku odbicia, takie jak miedź i mosiądz, są trudniejsze do cięcia. Materiały te mogą odbijać wiązkę lasera do maszyny i uszkodzić ją.
Wymagania dotyczące konserwacji
Urządzenia laserowe CO2 mają ruchome części i elementy optyczne, które wymagają regularnej konserwacji. Lustra i soczewki mogą się zabrudzić lub źle ustawić. Tuba lasera również zużywa się z czasem i musi zostać wymieniona.
Koszty operacyjne i zużycie energii
Lasery CO2 zużywają więcej energii elektrycznej niż lasery światłowodowe. Potrzebują również gazu, systemów chłodzenia i części zamiennych. Wszystko to zwiększa koszty eksploatacji.
Zarządzanie oparami i produktami ubocznymi
Podczas cięcia powstaje dym, opary i drobny pył. Materiały takie jak plastik lub MDF mogą uwalniać szkodliwe gazy. Dobry system wydechowy lub filtrujący jest niezbędny do zapewnienia bezpieczeństwa w miejscu pracy.
Lasery CO2 vs. światłowodowe vs. Nd: YAG
Różne typy laserów służą różnym potrzebom. Lasery CO2, światłowodowe i Nd: YAG mają wyjątkowe zalety. Znajomość ich porównania pomaga w wyborze odpowiedniego narzędzia do danego zadania.
Porównanie jakości wiązki
Lasery CO2 mają dłuższą falę, około 10,6 mikrometra. Sprawia to, że świetnie nadają się do cięcia niemetali, ale są mniej idealne do cięcia metali odblaskowych. Lasery światłowodowe mają krótszą długość fali, około 1 mikrometra. Tną metal szybciej i przy mniejszym zużyciu energii. Lasery Nd:YAG oferują wysoką moc szczytową i mogą pracować na metalach i tworzywach sztucznych, ale ich jakość wiązki nie jest tak spójna jak laserów światłowodowych.
Różnice w kosztach i wydajności
Lasery CO2 są tańsze, ale zużywają więcej energii. Wymagają również gazu i chłodzenia, co zwiększa koszty eksploatacji. Lasery światłowodowe są bardziej wydajne i zużywają mniej energii. Wymagają mniej konserwacji, ale kosztują więcej na początku. Lasery Nd:YAG plasują się gdzieś pomiędzy, z umiarkowanymi kosztami i wydajnością.
Odpowiednie zastosowania dla każdego z nich
Lasery CO2 doskonale nadają się do cięcia drewna, tworzyw sztucznych i akrylu. Dobrze sprawdzają się również w przypadku cienkich metali. Lasery włóknowe są lepsze do grubych lub odblaskowych metali, takich jak stal nierdzewna, mosiądz i aluminium. Lasery Nd:YAG są często stosowane w narzędziach medycznych, grawerowaniei aplikacje wymagające bardzo krótkich impulsów.
| Typ lasera | CO2 | Włókno | Lasery Nd:YAG |
|---|---|---|---|
| Długość fali wiązki | 10,6 μm | 1 μm | 1,06 μm |
| Cięcie metali | Tak (cienkie metale) | Tak (wszystkie metale) | Tak |
| Cięcia niemetali | Tak | Ograniczony | Tak (w ograniczonym zakresie) |
| Koszt początkowy | Średni | Wysoki | Średni |
| Koszt operacyjny | Wysoki | Niski | Średni |
| Poziom utrzymania | Wysoki | Niski | Średni |
| Najlepsze dla | Drewno, akryl, tworzywa sztuczne | Stal, aluminium, mosiądz | Grawerowanie, Narzędzia medyczne |
Wskazówki dotyczące optymalizacji wydajności cięcia laserem CO2
Konfiguracja musi być prawidłowa, aby uzyskać czyste, dokładne cięcia i uniknąć kosztownych przeróbek. Poniższe wskazówki mogą pomóc poprawić jakość cięcia i wydłużyć żywotność maszyny.
Przygotowanie materiału
Upewnij się, że powierzchnia jest czysta. Brud, olej lub powłoki mogą zakłócać wiązkę. W przypadku metali przed cięciem należy usunąć folie ochronne. Płaski, stabilny materiał zmniejsza ryzyko nierównych cięć lub problemów z ostrością. Wypaczone lub wygięte arkusze mogą zakłócić wyrównanie.
Prawidłowe ustawienia ostrości
Przed rozpoczęciem cięcia należy ustawić ostrość na odpowiednią wysokość. Skupiona wiązka zapewnia wąski rzaz i czystą krawędź. Zbyt wysoko lub zbyt nisko spowoduje wypalenia lub niekompletne cięcia. Wiele systemów posiada funkcję automatycznego ustawiania ostrości, ale ręczna kontrola jest przydatna, zwłaszcza w przypadku grubszych części.
Regulacja prędkości i mocy
Używaj odpowiedniej równowagi prędkości i mocy. Zbyt wolna prędkość może spowodować przypalenie lub stopienie krawędzi. Zbyt duża prędkość spowoduje, że wiązka nie przetnie materiału. Dostosuj ustawienia w zależności od rodzaju i grubości materiału. Wykonaj kilka cięć testowych, aby dostroić wynik.
Wnioski
Cięcie laserem CO2 to szybka, dokładna i niezawodna metoda cięcia metali i niemetali. Wiązka lasera o wysokiej energii jest wykorzystywana do topienia lub odparowywania materiału wzdłuż kontrolowanej ścieżki. Z pomocą gazów pomocniczych i systemów CNC zapewnia czyste cięcia przy minimalnej ilości odpadów.
Szukasz usług precyzyjnego cięcia laserowego? Skontaktuj się z nami teraz, aby omówić potrzeby swojego projektu i uzyskać szybką wycenę od naszego zespołu inżynierów.
Często zadawane pytania
Jaka jest maksymalna grubość, którą może przeciąć laser CO2?
Większość standardowych maszyn laserowych CO2 może ciąć metal do grubości około 1/4 cala (6 mm). Materiały niemetalowe, takie jak akryl lub drewno, mogą być cięte do 25 mm (1 cal), w zależności od poziomu mocy i ustawień urządzenia.
Czy lasery CO2 mogą przecinać metal?
Lasery CO2 mogą ciąć cienkie metale, takie jak stal nierdzewna, stal miękka i aluminium. Jednakże cięcie grubszych lub wysoce odblaskowych metali wymaga większej mocy, odpowiedniego doboru gazu, a czasami specjalnych powłok lub konfiguracji, aby uniknąć odbicia wiązki.
Jak długo działa tuba lasera CO2?
Typowa szklana tuba lasera CO2 wytrzymuje od 1 000 do 3 000 godzin pracy. Metalowe tuby mogą pracować dłużej, często do 10 000 godzin. Rzeczywista żywotność zależy od użytkowania, chłodzenia i konserwacji.
Jaki jest koszt cięcia laserem CO2?
Koszt zależy od rodzaju materiału, grubości, złożoności projektu i ilości. Cięcie laserem CO2 jest generalnie tańsze w przypadku materiałów niemetalowych. W przypadku metali koszt może wzrosnąć ze względu na wolniejsze prędkości cięcia i zużycie gazu.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Teksturowanie laserowe metali: przygotowanie, projektowanie pod kątem produkcji (DFM) i kontrola kosztów

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

