Moderne productie heeft te maken met strakke deadlines en strenge kwaliteitsnormen. Ingenieurs en inkopers worstelen vaak met het vinden van snelle, nauwkeurige en kosteneffectieve snijmethoden. CNC lasersnijden lost deze problemen op. Het helpt onderdelen snel en met consistente nauwkeurigheid te produceren. Dit artikel legt uit wat CNC lasersnijden is en hoe het werkt, zodat je kunt zien of het de juiste keuze is voor jouw project.
CNC lasersnijden klinkt hightech, maar het is eenvoudig als je het uitlegt. Laten we stap voor stap bekijken hoe het werkt en wat het zo effectief maakt.
Wat is CNC lasersnijden?
CNC lasersnijden is een proces waarbij een gefocuste laserstraal wordt gebruikt om materialen te snijden. De term "CNC" staat voor computergestuurde numerieke besturing. Dat betekent dat het snijpad door software wordt bestuurd.
De laser beweegt op basis van instructies uit een digitaal ontwerpbestand. Hij snijdt door het materiaal met hitte. Dit proces is schoon, snel en ideaal voor complexe vormen of fijne details.
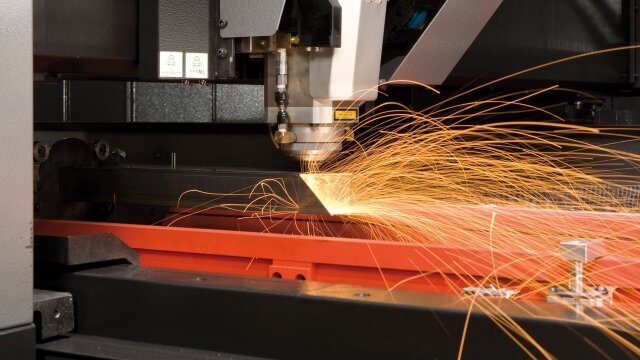
De lasersnijder stuurt een krachtige lichtstraal door een focuslens. Deze lens maakt de straal heel smal en heet.
Wanneer de straal het materiaal raakt, verhit het tot het punt waarop het smelt of verdampt. Tegelijkertijd blaast een gas - vaak stikstof of zuurstof - de gesmolten delen weg. Dit laat een schone snijrand achter.
De laserstraal brengt energie over op het materiaal in de vorm van warmte. Verschillende materialen reageren op verschillende manieren. Metaal kan smelten of verdampen. Kunststof kan verbranden of smelten.
De snelheid van het snijden hangt af van de dikte van het materiaal, het type en de hoeveelheid energie die de laser levert. Dunnere materialen snijden sneller. Dikkere of reflecterende materialen hebben meer vermogen of een langzamere aanvoersnelheid nodig.
Hoe werkt CNC lasersnijden?
CNC lasersnijden volgt een duidelijk, herhaalbaar proces. Van het eerste ontwerpbestand tot het uiteindelijke onderdeel wordt elke stap gedreven door precisie. Hier ziet u hoe het hele proces stap voor stap werkt.
Stap 1: Ontwerp het onderdeel in CAD-software
Het proces begint met een digitaal ontwerp. Ingenieurs of ontwerpers maken een 2D-tekening met behulp van CAD-software. De tekening bevat alle afmetingen en snijdetails.
Stap 2: Het ontwerp converteren naar een CNC-bestand
Het CAD-bestand wordt geëxporteerd naar een formaat dat de CNC machine kan lezen, meestal DXF of DWG. Dit bestand vertelt de lasersnijder waar hij moet bewegen en snijden.
Stap 3: De lasersnijder instellen
De machineoperator laadt het bestand in de CNC-software. Hij selecteert de juiste snijparameters zoals vermogen, snelheid en gastype op basis van het materiaal en de dikte.
Stap 4: Het materiaal laden
Een plaat metaal of ander materiaal wordt op het laserbed geplaatst. De machine controleert de positie en corrigeert eventuele uitlijnfouten.
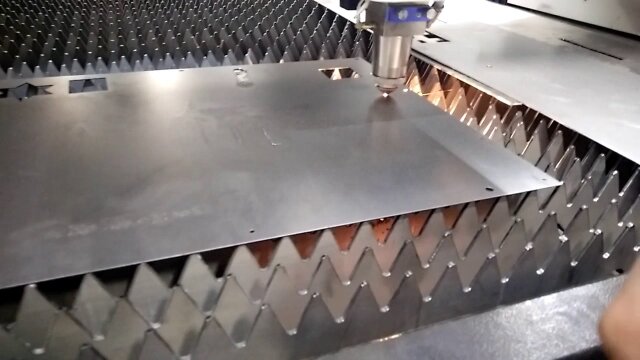
Stap 5: Start het snijproces
De CNC besturing beweegt de laserkop langs het geprogrammeerde pad. De straal smelt of verdampt het materiaal. Hulpgassen blazen puin weg en houden de snede schoon.
Stap 6: Het onderdeel afwerken en verwijderen
Als het snijden klaar is, verwijdert de operator het onderdeel. Indien nodig doen ze nog wat lichte nabewerking, zoals ontbramen of schoonmaken.
Belangrijkste onderdelen van een CNC lasersnijsysteem
Een CNC lasersnijder bestaat uit verschillende belangrijke onderdelen die samenwerken. Elk onderdeel speelt een rol bij het maken van schone, snelle en nauwkeurige sneden. Laten we de belangrijkste onderdelen een voor een bekijken.
CNC Besturing
De CNC besturing is het brein van het systeem. Deze leest het gereedschapspad uit het ontwerpbestand. Daarna stuurt hij commando's om de laserkop te bewegen en de straal te besturen.
Laserbron
De laserbron produceert de straal die gebruikt wordt om te snijden. Er zijn verschillende soorten lasers, maar de meest voorkomende zijn:
- Vezellasers: Zeer geschikt voor het snijden van metalen. Ze zijn snel, efficiënt en hebben weinig onderhoud nodig.
- CO₂-lasers: Beter voor het snijden van niet-metalen zoals hout of acryl. Ze werken goed voor dikkere, zachtere materialen.
Snijkop en optiek
De snijkop richt de laserstraal op het materiaal. Hij bevat lenzen en straalpijpen die de straal in een fijne punt richten.
De optiek moet schoon en goed uitgelijnd zijn. Een verkeerd uitgelijnde lens kan de snede ruïneren. Sommige systemen passen de focus automatisch aan de materiaaldikte aan.
Bewegingssysteem en geleiderails
Dit systeem beweegt de laserkop over het werkgebied. Het omvat motoren, riemen of kogelomloopspillen en lineaire geleidingsrails.
Soepele en nauwkeurige bewegingen zijn essentieel voor zuivere zaagsneden. Elke trilling of schok kan leiden tot ruwe randen of fouten. Hoogwaardige systemen gebruiken servomotoren en precisierails voor betere resultaten.
Werktafel en klemmechanismen
De werktafel houdt het blad op zijn plaats tijdens het snijden. Sommige tafels bewegen op en neer om te helpen bij het laden en lossen. Klem- of vacuümsystemen houden het materiaal vlak. Dit voorkomt verschuiven tijdens het snijden.
Soorten CNC lasersnijmachines
CNC lasersnijmachines zijn er in verschillende types. Elk type gebruikt een specifieke laserbron en is geschikt voor verschillende materialen of snijbehoeften. Hieronder staan de drie meest voorkomende types.
CO₂ lasersnijders
CO₂-lasers gebruiken een gasmengsel dat kooldioxide bevat. Ze produceren een infraroodstraal die goed werkt op niet-metalen materialen. Deze snijmachines zijn het meest geschikt voor:
- Kunststoffen
- Hout
- Acryl
- Papier
- Stoffen
CO₂-lasers kunnen ook metalen snijden, maar ze zijn langzamer en minder efficiënt dan vezellasers. Ze hebben vaak meer onderhoud nodig vanwege bewegende onderdelen en spiegels.
Fiber Lasersnijders
Vezellasers gebruiken een solid-state systeem. Ze sturen de laser door optische vezels in plaats van door spiegels. Deze machines zijn zeer efficiënt en geweldig voor het snijden van metaal. Ze kunnen:
- Roestvrij staal
- Koolstofstaal
- Aluminium
- Koper
- Messing
Fiber lasers snijden sneller, verbruiken minder energie en hebben minder onderhoud nodig. Ze zijn tegenwoordig de beste keuze voor de meeste metaalsnijtaken.
Nd: YAG-lasersystemen
Nd:YAG staat voor Neodymium-gedoopt Yttrium Aluminium Granaat. Deze lasers komen minder vaak voor, maar zijn nuttig voor speciale toepassingen. Ze kunnen zeer snel pulseren en worden gebruikt voor:
- Dunne metalen
- Graveren
- Precisietaken
Nd: YAG lasers werken goed met zowel metaal als sommige kunststoffen. Ze zijn echter duurder en niet zo gebruikelijk voor algemene snijwerkzaamheden.

Belangrijkste parameters in CNC lasersnijden
Om de beste resultaten uit een CNC lasersnijder te halen, moet je de juiste parameters instellen. Deze instellingen beïnvloeden de snelheid, de kwaliteit van de randen en de snijnauwkeurigheid. Hieronder staan de belangrijkste.
Laservermogen
Vermogensniveaus (gemeten in watt) hebben een directe invloed op het zaagvermogen. Een hoger wattage (2000W+) snijdt dikkere materialen maar kost meer om te gebruiken. Een lager vermogen (500- 1500W) werkt beter voor dunne metalen en kunststoffen. Stem het vermogen af op het materiaal - roestvrij staal heeft 30% meer vermogen nodig dan zacht staal bij dezelfde dikte.
Snijsnelheid
Gemeten in inches per minuut (IPM) is snelheid een balans tussen kwaliteit en productiviteit. Te snel zorgt voor onvolledige snedes; te langzaam verhoogt de warmteontwikkeling. Voorbeeldsnelheden: 1/4″ zacht staal zaagt met 120 IPM, terwijl 1/8″ aluminium zaagt met 250 IPM. Test altijd de snelheden voor nieuwe materialen.
Focuspositie
De positie van het brandpunt van de laser beïnvloedt de snijkwaliteit. Focus voor de meeste metalen iets onder het materiaaloppervlak (1/3 van de dikte). Kunststoffen snijden vaak het best met een focus op het oppervlak. Automatische focuskoppen handhaven de positie tijdens het snijden.
Gasdruk en -type
Hulpgassen (stikstof, zuurstof, perslucht) reinigen de sneden en voorkomen oxidatie. Stikstof (15-20 psi) zorgt voor schone randen op roestvrij staal. Zuurstof (10-15 psi) versnelt het snijden van koolstofstaal door een exotherme reactie. Hogere drukken (tot 300 psi) helpen bij dikkere materialen.
Materiaaldikte en reflectiviteit
Dikkere materialen hebben een hoger laservermogen en lagere snijsnelheden nodig. Een 1000W fiberlaser kan bijvoorbeeld tot 6 mm zacht staal snijden. Een 4000W laser kan tot 1″ (25 mm) zacht staal snijden, afhankelijk van het gastype en de materiaalkwaliteit. Reflecterende materialen (koper, messing) kunnen speciale coatings of gepulste laserinstellingen nodig hebben om straalreflectie te voorkomen.
Voordelen van CNC lasersnijden
CNC lasersnijden biedt verschillende voordelen waardoor het voor veel industrieën een veelgebruikte methode is. Het helpt fabrikanten tijd te besparen, afval te verminderen en de kwaliteit van onderdelen te verbeteren. Dit zijn de belangrijkste voordelen.
Hoge nauwkeurigheid en strakke toleranties
CNC lasersnijden bereikt sneden met een nauwkeurigheid van ±0,1 mm. Deze precisie is geschikt voor onderdelen met complexe geometrieën of fijne details. De computergestuurde laser volgt ontwerpen exact, waardoor consistentie bij elk stuk gegarandeerd is.
Schone randen en minimale nabewerking
De laser smelt materiaal zuiver en laat gladde randen achter. In tegenstelling tot mechanisch snijden zijn er geen bramen of ruwe afwerkingen. De meeste onderdelen zijn direct na het snijden klaar voor gebruik, wat tijd bespaart. schuren of indienen.
Snelle installatie en doorlooptijd
Geen douane gereedschap of matrijzen nodig zijn. Upload een ontwerpbestand en de machine begint te snijden. Dit versnelt de productie, vooral voor kleine batches of spoedbestellingen.
Flexibel voor prototyping en massaproductie
Test ontwerpen snel met voordelige prototypes. Hetzelfde proces schaalt naadloos op naar grote volumes. Schakel tussen materialen of ontwerpen met slechts een softwareaanpassing.
Beperkingen en uitdagingen
Hoewel CNC lasersnijden efficiënt en nauwkeurig is, is het niet perfect voor elke taak. Sommige uitdagingen kunnen invloed hebben op de kosten, de opstelling of de kwaliteit van het onderdeel. Hier zijn de meest voorkomende beperkingen.
Hoge initiële investering
Lasersnijmachines kosten aanzienlijk meer dan basis snijgereedschap. De prijs omvat niet alleen de apparatuur, maar ook de installatie, ventilatiesystemen en training. Voor kleinere winkels kan deze barrière moeilijk te overwinnen zijn.
Materiaalreflectie en warmtegevoeligheid
Sterk reflecterende metalen zoals koper en aluminium kunnen de laserstraal verstrooien, waardoor de efficiëntie afneemt. Warmtegevoelige materialen zoals sommige kunststoffen kunnen kromtrekken of verkleuren tijdens het snijden, waardoor het vermogen voorzichtig moet worden aangepast.
Onderhoud van optiek en verbruiksartikelen
De lenzen en mondstukken van de snijkop verslechteren na verloop van tijd en moeten regelmatig worden vervangen. Stof en vuil kunnen de optiek beschadigen, waardoor deze regelmatig moet worden gereinigd om de snijkwaliteit te behouden. Deze onderhoudskosten lopen op.
Diktebeperkingen voor bepaalde materialen
Terwijl lasers uitblinken in dunne tot middelgrote platen (meestal 0,5-25 mm voor metalen), vertraagt het snijden van dikke materialen de productie en neemt het stroomverbruik toe. Alternatieven zoals plasmasnijden werkt misschien beter voor heel dik metaal.
Toepassingen in verschillende sectoren
CNC lasersnijden wordt op veel gebieden gebruikt omdat het strakke toleranties en complexe vormen aankan. Hieronder staan enkele veelvoorkomende industrieën waar dit proces een grote impact heeft.
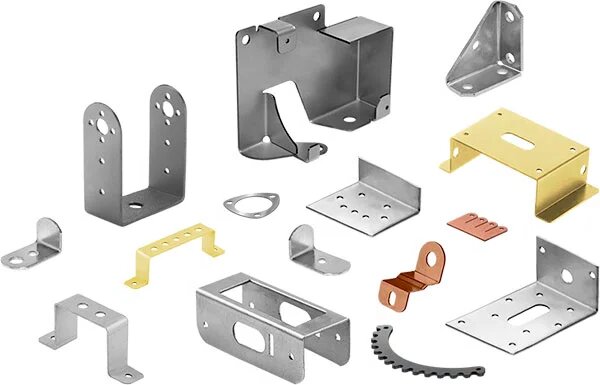
Lucht- en ruimtevaart en auto-onderdelen
Lasersnijden produceert lichtgewicht beugelsmotoronderdelen en structurele onderdelen met strikte toleranties. De luchtvaartindustrie vertrouwt erop voor aluminium en titanium vliegtuigonderdelen. Autofabrikanten gebruiken het voor nauwkeurige carrosseriedelen en onderdelen van uitlaatsystemen.
Consumentenelektronica en behuizingen
De chassis van smartphones, laptopframes en behuizingen van apparaten profiteren van laserprecisie. Het proces creëert zuivere openingen voor poorten en knoppen in dunne metalen. Het is ideaal voor het produceren van kleine series aangepaste elektronische behuizingen.
Medische hulpmiddelen en apparatuur
Chirurgisch gereedschap, implanteerbare apparaten en diagnostische apparatuur vereisen steriele, braamvrije randen. Lasersnijden levert de nodige precisie voor medische componenten van roestvrij staal en titanium zonder besmettingsrisico.
Architectuur en decoratieve panelen
Ontwerpers gebruiken lasergesneden metaal voor gevels, balustrades en binnenafscheidingen. De technologie creëert ingewikkelde patronen in staal, messing en aluminium voor zowel structurele als esthetische toepassingen.
Industriële machines en onderdelen
Fabrikanten van zwaar materieel gebruiken lasersnijden voor duurzame tandwielen, hydraulische onderdelen en machineframes. Het proces behoudt de sterkte van lastdragende onderdelen terwijl complexe uitsparingen en montagegaten mogelijk blijven.
Ontwerpoverwegingen voor lasersnijden
Met een goed onderdeelontwerp haalt u het meeste uit CNC-lasersnijden. Het verbetert de snijkwaliteit, vermindert afval en verkort de doorlooptijd. Hier zijn de belangrijkste punten om rekening mee te houden bij het voorbereiden van uw ontwerp.
Voorbereiding CAD-bestand
Begin met schone vectorbestanden in DXF- of DWG-formaat. Verwijder dubbele lijnen en zorg ervoor dat alle krommen goed gesegmenteerd zijn. Converteer tekst naar contouren en vermijd haarlijnbreedtes - gebruik minstens 0,1 mm lijndikte. Onthoud dat de laser exact het pad volgt dat je tekent.
Toleranties en kerfbreedte
Houd in je ontwerpen rekening met de kerf van de laser (meestal 0,1-0,3 mm). Laat voor perspassende onderdelen 0,05-0,1 mm extra ruimte over. Ontwerp interne hoeken met minstens 1 mm radius - lasers kunnen geen perfecte rechte hoeken snijden. Houd bij in elkaar grijpende onderdelen rekening met 0,2 mm speling.
Nestelen en materiaalgebruik
Onderdelen efficiënt rangschikken om materiaalverspilling tot een minimum te beperken. Gebruik nestingsoftware om de plaatlay-outs automatisch te optimaliseren. Houd minstens 2 mm tussen de onderdelen en 5 mm van de plaatranden. Overweeg het gebruik van gemeenschappelijke snijlijnen voor identieke onderdelen om de snijtijd te verminderen.
Thermische vervorming vermijden
Gebruik voor dunne materialen (minder dan 3 mm) minder lange zaagsneden en meer korte segmenten. Voeg kleine "bruggetjes" (0,5-1mm) toe om te voorkomen dat interne uitsnijdingen vallen en kromtrekken. Verdeel de warmte gelijkmatig door indien mogelijk de snijrichting af te wisselen. Overweeg voor gevoelige materialen om een lager vermogen te gebruiken met meerdere passes.
Conclusie
CNC lasersnijden is een precieze en efficiënte methode voor het snijden van plaatstaal en andere materialen. Het maakt gebruik van een gefocuste laserstraal, bestuurd door een computer, om zuivere, gedetailleerde sneden te maken. Het proces werkt goed voor zowel prototyping als grote productieruns. Met de juiste instelling biedt het strakke toleranties, een snelle doorlooptijd en minimale nabewerking.
Moeten onderdelen snel en nauwkeurig worden gesneden? Laat ons weten wat je nodig hebten wij helpen je aan de juiste oplossing: snelle offertes, deskundige ondersteuning en consistente kwaliteit.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
