Pasvormen kunnen een product maken of breken. Ze zijn cruciaal voor talloze mechanische assemblages, maar toch hebben veel ingenieurs hulp nodig om ze goed te krijgen. Slecht ontworpen perspassingen leiden tot losse onderdelen, vroegtijdige slijtage en zelfs catastrofale defecten. Wat zijn de kosten van deze fouten? Verspilde tijd, materialen en geld.
Een perspassing met tolerantie is een methode om onderdelen aan elkaar te bevestigen zonder bevestigingsmiddelen. Het is gebaseerd op precieze afmetingen om interferentie te creëren tussen parallelle onderdelen. Deze interferentie genereert wrijving en houdt de onderdelen stevig bij elkaar. De juiste toleranties zorgen voor een robuuste en betrouwbare verbinding zonder de onderdelen te beschadigen tijdens de assemblage.
Wil je dit kritieke aspect van precisietechniek onder de knie krijgen? Laten we de ins en outs van tolerante perspassingen onderzoeken. We behandelen alles van basisprincipes tot geavanceerde technieken om optimale resultaten te behalen.
De basis van press fit
Wat is Tolerantie Press Fit?
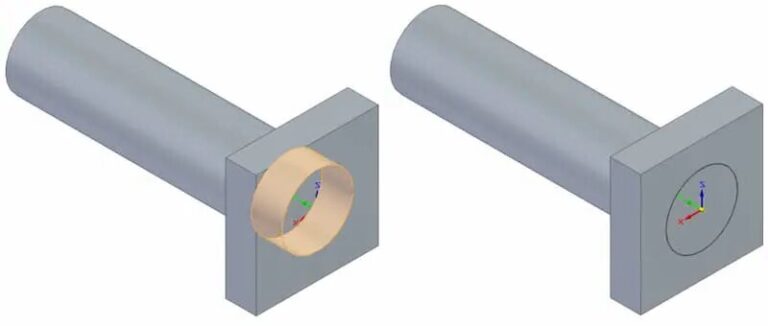
Een perspassing of interferentiepassing is een verbindingsmethode die twee onderdelen sterk met elkaar verbindt. Het werkt door een onderdeel een iets grotere maat te geven dan het gat waarin het past. De delen vormen een strakke, veilige verbinding zonder extra bevestigingsmiddelen wanneer ze op elkaar worden geperst.
Deze techniek vertrouwt op wrijving en materiaalvervorming om de verbinding in stand te houden. De interferentie tussen de onderdelen genereert spanning, wat leidt tot een stevige verbinding. Ingenieurs berekenen de afmetingen zorgvuldig om de juiste balans tussen stevigheid en stabiliteit te bereiken. montage gemak.
Toepassingen in moderne productie
De perspassing wordt op grote schaal gebruikt in verschillende industrieën. Autofabrikanten gebruiken het voor lagers, bussen en tandwielen. Elektronicabedrijven gebruiken geperste vorm voor printplaatcomponenten. Technici in de lucht- en ruimtevaart vertrouwen erop voor kritieke assemblages in vliegtuigen en ruimtevaartuigen.
De veelzijdigheid van press fit maakt het ideaal voor zowel kleinschalige prototypes en grootschalige productie. Het biedt een schone, efficiënte manier om onderdelen samen te voegen zonder lassen of lijmen. Deze methode vermindert vaak het aantal onderdelen en vereenvoudigt assemblageprocessen.
Het belang van perspassing in de machinebouw
De perspassing speelt een cruciale rol in het ontwerp van machinebouw. Het zorgt voor een betrouwbare, duurzame verbinding die bestand is tegen hoge belastingen en trillingen. Ingenieurs waarderen de perspassing voor het effectief overbrengen van koppel en axiale krachten.
De techniek biedt ook voordelen op het gebied van gewichtsvermindering en ruimtebesparing. Doordat er geen aparte bevestigingsmiddelenDe perspassing maakt compactere ontwerpen mogelijk.
Soorten persfittingen
Interferentie Fit
Interferentiepassen creëren de strakste verbinding onder de perspassingstypes. De diameter van het buitenste onderdeel is groter dan de boordiameter van het binnenste onderdeel. Bij montage veroorzaakt dit verschil materiaalvervorming, wat resulteert in een zeer stevige verbinding.
Ingenieurs gebruiken interferentiepassingen als ze maximale houdkracht nodig hebben. Deze passing is effectief bestand tegen rotatie en axiale beweging. Ze vereisen echter meer kracht tijdens de assemblage en kunnen onderdelen beschadigen als ze niet goed ontworpen zijn.
Overgang Fit
Overgangspassen houden het midden tussen interferentie- en ruimtelijke pasvormen. Het maatverschil tussen de parallelle onderdelen is minimaal, waardoor een kleine interferentie of speling mogelijk is. Dit type biedt flexibiliteit in montage en functie.
Deze passen zijn handig als onderdelen af en toe gedemonteerd moeten worden of als thermische uitzetting de passing kan beïnvloeden. Ze bieden een balans tussen houdkracht en montage- of demontagegemak.
Pasvorm
Pasvormen met speling hebben een kleine spleet tussen de parallelle onderdelen. De diameter van het binnenste onderdeel is kleiner dan die van het buitenste onderdeel. Dit maakt eenvoudige montage, demontage en relatieve beweging tussen onderdelen mogelijk.
Ingenieurs kiezen spelingpassingen voor toepassingen die draaiende of glijdende bewegingen vereisen. Ze komen vaak voor in lagers, bussen en andere onderdelen waar minder wrijving cruciaal is. Pasvormen met speling zijn ook beter bestand tegen thermische uitzetting dan nauwere pasvormen.
Voorbeelden van elke pasvorm in echte toepassingen
Interferentiepassen schitteren in wielnaven, waar een lager stevig op zijn plaats moet blijven zitten. Overgangspassen komen vaak voor in assen van elektromotoren, waarbij een veilige montage in evenwicht wordt gebracht met onderhoudsgemak. Pasvormen met vrijloop blinken uit in toepassingen zoals zuigerveren, waar een gecontroleerde beweging essentieel is voor een goede werking.
De rol van toleranties perspassing
Tolerantie definiëren in engineering
Tolerantie in engineering verwijst naar het aanvaardbare bereik van variatie in de afmetingen van een onderdeel. Het is het verschil tussen de maximaal en minimaal toegestane afmetingen voor een specifieke functie.
Toleranties zorgen ervoor dat onderdelen correct in elkaar passen en functioneren zoals bedoeld. Ze houden rekening met onvermijdelijke productievariaties. Strengere toleranties betekenen vaak een hogere precisie, maar ook hogere productiekosten.
Hoe toleranties de perspassing beïnvloeden
Toleranties hebben een directe invloed op de effectiviteit van perspassingen. Ze bepalen de mate van interferentie of speling tussen de te passen onderdelen. Te weinig interferentie kan resulteren in een losse passing, terwijl een te grote interferentie schade aan het onderdeel kan veroorzaken.
De juiste tolerantieselectie garandeert:
- Consistente montagekrachten
- Betrouwbare houdkracht
- Voorkomen van vervorming of beschadiging van onderdelen
- Optimale prestaties in de beoogde toepassing
Gemeenschappelijke tolerantienormen (ISO, ANSI, etc.)
Wereldwijd zijn er verschillende normen voor toleranties:
ISO (Internationale Organisatie voor Standaardisatie):
- Op grote schaal internationaal gebruikt
- Biedt een uitgebreid systeem voor gat- en astoleranties
ANSI (American National Standards Institute):
- Voorkomend in Noord-Amerika
- Geeft richtlijnen voor maattoleranties
DIN (Deutsches Institut für Normung):
- Duitse normen worden ook internationaal gebruikt
- Bekend om zijn precisie in technische toepassingen
Deze standaarden helpen ingenieurs te communiceren en consistentie te behouden in verschillende productieomgevingen.
Sleutelfactoren die invloed hebben op tolerantie bij persbewegingen
Invloed van materiaaleigenschappen op de perspassing
Materiaaleigenschappen spelen een cruciale rol bij perspassingstoleranties. De hardheid, elasticiteit en oppervlakafwerking van de as en de naaf beïnvloeden de sterkte en duurzaamheid van de passing. Complexere materialen vereisen meestal nauwere toleranties, terwijl zachtere materialen meer flexibiliteit toestaan.
De thermische uitzettingscoëfficiënt is een andere kritieke factor. Materialen die anders uitzetten of krimpen bij temperatuurveranderingen kunnen leiden tot losraken of overmatige spanning in de passing. We houden altijd rekening met deze eigenschappen bij het ontwerpen van perspassingen voor onze klanten.
Temperatuur en omgevingsomstandigheden
Temperatuurschommelingen hebben een grote invloed op de toleranties van perspassingen. Warmte zorgt ervoor dat materialen uitzetten, waardoor de passing mogelijk losser wordt. Koude kan leiden tot krimpen, waardoor de spanning op de onderdelen toeneemt. Vochtigheid en corrosieve omgevingen hebben ook invloed op de stabiliteit van perspassingen op lange termijn.
We raden aan om bij het specificeren van toleranties rekening te houden met alle bedrijfsomstandigheden. Dit zorgt ervoor dat de pasvorm veilig blijft gedurende de levenscyclus van het product. Ons team kan u helpen bij het selecteren van materialen en toleranties die bestand zijn tegen uw specifieke omgevingsuitdagingen.
Praktijkvoorbeelden: Materiaalkeuzes in succesvolle persfittingen
Laten we eens kijken naar enkele voorbeelden uit de praktijk:
- Automotorlagers: We gebruikten een koperlegering vanwege de uitstekende thermische geleiding en slijtvastheid. De nauwe toleranties zorgden voor een goede oliefilmvorming en langdurige prestaties.
- Bevestigingsmiddelen voor de ruimtevaart: Titaniumlegeringen werden gekozen vanwege hun hoge sterkte-gewichtsverhouding. Nauwkeurige toleranties voorkomen losraken door trillingen terwijl thermische expansie mogelijk blijft.
- Medische implantaten: Biocompatibel roestvrij staal met zorgvuldig gecontroleerde oppervlakteafwerkingen maakte veilige, duurzame pasvormen in orthopedische hulpmiddelen mogelijk.
Deze voorbeelden laten zien hoe materiaalselectie en nauwkeurige toleranties optimale perspassingen creëren. Onze ervaring strekt zich uit over verschillende industrieën, waardoor we de beste oplossingen voor uw toepassing kunnen aanbevelen.
Ontwerpoverwegingen voor perspassing met tolerantie
Technische ontwerpprincipes
We volgen fundamentele principes bij het ontwerpen van perspassingen. Ten eerste houden we rekening met de functie van de assemblage.
Is het een permanente verbinding of moet deze af en toe gedemonteerd worden? Dit bepaalt onze tolerantiekeuzes.
We houden ook rekening met het productieproces. Strenge toleranties kunnen een uitdaging zijn om consistent te bereiken in massaproductie.
Toleranties voor perspassing berekenen
Bij het berekenen van toleranties spelen verschillende factoren een rol. We beginnen met de nominale maat van de onderdelen en bepalen de benodigde interferentie.
We gebruiken formules die rekening houden met materiaaleigenschappen, bedrijfsomstandigheden en veiligheidsfactoren. Softwaretools helpen ons deze berekeningen te optimaliseren.
Het is een evenwichtsoefening. Te strak en de montage wordt moeilijk. Te los en de verbinding kan voortijdig defect raken.
Veelvoorkomende ontwerpfouten vermijden
Een veelgemaakte fout is het over het hoofd zien van het cumulatieve effect van toleranties. Elk onderdeel heeft zijn eigen tolerantie, die bij elkaar optelt in de uiteindelijke assemblage.
We gebruiken statistische tolerantieanalyse om hiermee rekening te houden. Dit helpt om de algehele pasvorm nauwkeuriger te voorspellen.
Een andere fout is het negeren van de oppervlakteafwerking. Een ruw oppervlak kan de wrijving verhogen en zo het gedrag van de perspassing beïnvloeden.

Productietechnieken
Traditionele perspassingstechnieken
Traditionele perspassingstechnieken berusten op mechanische kracht. We gebruiken vaak hydraulische persen of aspersen voor dit proces.
Deze technieken werken goed voor kleinere onderdelen en eenvoudige assemblages. Ze zijn kosteneffectief en algemeen bekend in de industrie.
Ze kunnen echter minder nauwkeurig zijn voor complexe geometrieën. Onderdelen beschadigen tijdens assemblage is ook riskant als het niet zorgvuldig gecontroleerd wordt.
Moderne productiemethoden
Er zijn geavanceerde technieken ontwikkeld om de nauwkeurigheid van perspassingen te verbeteren. Bij thermisch passen worden onderdelen verwarmd of gekoeld om hun maat tijdelijk te veranderen.
Cryogene fittingen gebruiken extreme kou om onderdelen te krimpen voor ze worden geassembleerd. Deze methode werkt goed voor grote of kwetsbare onderdelen.
Laserlassen kan nauwkeurige, plaatselijke verwarming voor assemblage creëren. Dit is gunstig voor kleine elektronische componenten.
Voor- en nadelen van verschillende technieken
Traditionele methoden zijn eenvoudig en kosteneffectief. Voor veeleisende toepassingen kan echter meer precisie nodig zijn.
Thermische passing biedt een hoge nauwkeurigheid, maar vereist gespecialiseerde apparatuur. Het is uitstekend voor gevoelige onderdelen, maar kan langzamer zijn dan mechanische methoden.
De cryogene fitting biedt uitzonderlijke precisie. Het is echter duurder en tijdrovender dan andere methoden.
Toleranties meten en inspecteren
Gereedschap voor het meten van toleranties
Nauwkeurige metingen zijn cruciaal voor perspassingen. We gebruiken micrometers en schuifmaten voor basiscontroles van de afmetingen.
Coördinatenmeetmachines (CMM's) bieden een hoge nauwkeurigheid voor meer geavanceerde toepassingen. Ze zijn ideaal voor complexe geometrieën.
Optische vergelijkers helpen bij het inspecteren van de oppervlakteafwerking en de kwaliteit van de randen. Deze factoren kunnen de perspassing aanzienlijk beïnvloeden.
Inspectiemethoden voor perspassing
We gebruiken verschillende technieken om de kwaliteit van de perspassing te controleren. Visuele inspectie kan duidelijke defecten of uitlijnfouten aan het licht brengen.
Ultrasoon testen helpt bij het opsporen van interne gaten of inconsistenties in de passing. Het is niet-destructief en werkt goed voor geassembleerde onderdelen.
Voor kritieke toepassingen kunnen we röntgenstralen of CT-scans gebruiken. Deze methoden geven gedetailleerde interne beelden van de assemblage.
Berekeningen voor het voorspellen van de perspassingstolerantie
Het voorspellen van tolerantie omvat verschillende berekeningen. We beginnen met de basisformule voor interferentie: Interferentie = asdiameter - gatdiameter.
Vervolgens houden we rekening met materiaaleigenschappen en gebruiksomstandigheden. Een spanningsanalyse zorgt ervoor dat de passing niet bezwijkt onder belasting.
Statistische methoden zoals Monte Carlo simulatie helpen rekening te houden met productievariaties. Hierdoor krijgen we een realistischere voorspelling van het pasgedrag.
Uitdagingen bij perspassing met tolerantie
Veelvoorkomende problemen en hun oorzaken
Perspassing kan verschillende uitdagingen met zich meebrengen:
- Scheefstand: Vaak veroorzaakt door onnauwkeurig gereedschap of onjuiste plaatsing van onderdelen.
- Pijnlijk: Het gevolg van overmatige wrijving tijdens assemblage, waardoor oppervlakken van onderdelen beschadigd raken.
- Kraken: Treedt op wanneer de spanning groter is dan de sterkte van het materiaal, meestal door te krappe passingen.
- Onvolledige plaatsing: Dit kan gebeuren als de storing te groot is of als er onvoldoende kracht wordt uitgeoefend.
- Loslaten na verloop van tijd komt meestal door onvoldoende interferentie of thermische cyclische effecten.
Deze problemen kunnen leiden tot productdefecten, meer uitval en vertragingen in de productie.
Problemen met perspassing door tolerantie oplossen
Wanneer zich problemen voordoen, volgen we een systematische aanpak:
- Analyseer de mislukte assemblage: We onderzoeken onderdelen op tekenen van schade of slijtage.
- Ontwerpspecificaties beoordelen: We controleren of de toleranties overeenkomen met de beoogde pasvorm.
- Productieprocessen inspecteren: We controleren of de onderdelen voldoen aan de opgegeven afmetingen.
- Evalueer assemblagemethoden: We beoordelen of de juiste technieken en gereedschappen worden gebruikt.
- Test omgevingscondities: We gaan na of de temperatuur of vochtigheid de pasvorm beïnvloedt.
Dit systematische proces helpt de hoofdoorzaken te identificeren en praktische oplossingen te ontwikkelen.
Casestudies: Tolerantie perspassing uitdagingen overwinnen
Hier is een voorbeeld uit de praktijk dat we tegenkwamen:
Een lagersamenstel voor auto's van een klant begaf het voortijdig. Uit ons onderzoek bleek dat de lagers tijdens het persen enigszins verkeerd waren uitgelijnd.
We hebben de montageopstelling opnieuw ontworpen om een perfecte uitlijning te garanderen. We hebben ook de perskracht en -snelheid aangepast.
Deze veranderingen resulteerden in een 98% vermindering van het aantal assemblagefouten en een aanzienlijk verbeterde betrouwbaarheid van het product.
In een ander geval raakten elektronische connectoren los door trillingen. We adviseerden een lichte verhoging van de interferentiepasvorm en voegden een gekarteld oppervlak toe aan de mannelijke component.
Deze oplossing verbeterde de stabiliteit van de verbinding zonder afbreuk te doen aan het montagegemak.
Deze gevallen laten zien hoe een zorgvuldige analyse en creatieve probleemoplossing problemen met perspassing kunnen overwinnen.
Conclusie
Perspassingstoleranties zijn cruciaal voor betrouwbare assemblages. Ze vereisen een zorgvuldige afweging van materialen, ontwerp en productieprocessen. Hoewel er uitdagingen bestaan, kunnen deze overwonnen worden met expertise en aandacht voor detail. Door voortdurende verbetering van technieken en gereedschappen worden de grenzen van wat mogelijk is bij perspassing voortdurend verlegd.
Neem contact met ons op vandaag nog om te ontdekken hoe we uitzonderlijke resultaten kunnen bereiken voor jouw projecten. Je kunt ook een offerte aanvragen, dan zoeken we samen met jou naar een budgetvriendelijke oplossing op maat!
FAQs
Wat moet de tolerantie zijn voor een persbus?
Tolerantie voor een perspassingbus is afhankelijk van verschillende factoren. Het materiaal, de grootte en de toepassing spelen allemaal een rol. Over het algemeen streven we naar een interferentie van 0,001 tot 0,003 inch per inch diameter. Voor precieze aanbevelingen houden we rekening met de specifieke toepassing en omgevingsomstandigheden.
Hoeveel speling voor een perspassing?
Perspassingen hebben een negatieve speling, die we interferentie noemen. De hoeveelheid varieert afhankelijk van de toepassing. We kunnen een interferentie van 0,0005 tot 0,001 inch gebruiken voor lichte assemblages. Voor zware toepassingen kan een interferentie van 0,003 inch of meer nodig zijn. Bij het bepalen van de ideale interferentie houden we altijd rekening met factoren zoals bedrijfstemperatuur, belasting en materiaaleigenschappen.
Wat is de tolerantie van H7?
H7 is een standaardtolerantieklasse in het ISO-systeem. Het verwijst naar het gat in een asgatpassing. De 'H' betekent een gat-tolerantie en '7' geeft de tolerantieklasse aan. H7 biedt een nauwe passing die geschikt is voor het lokaliseren van oppervlakken. Het wordt vaak gecombineerd met verschillende astoleranties om verschillende passingen te verkrijgen, van speling tot interferentie.
Kan press fit worden gebruikt in omgevingen met hoge druk?
Ja, perspassingen kunnen effectief zijn in omgevingen met hoge druk als ze goed ontworpen zijn. We houden rekening met factoren zoals temperatuurschommelingen, trillingen en dynamische belastingen. Materiaalselectie wordt in deze gevallen cruciaal.
We kunnen bijvoorbeeld materialen kiezen met vergelijkbare thermische uitzettingscoëfficiënten om de pasvorm te behouden bij temperatuurveranderingen. In sommige toepassingen met hoge druk kunnen we perspassingen combineren met extra bevestigingsmethoden zoals lijmen of mechanische vergrendelingen voor extra betrouwbaarheid.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
