Het lassen van roestvast staal kan goed werken, maar alleen als het proces bij de klus past. De uitdaging is niet het starten van de boog. De uitdaging is om een bruikbaar resultaat te krijgen zonder al te veel verkleuring, vervorming of schoonmaakwerk.
Daarom moet roestvast staaflassen niet alleen beoordeeld worden op basis van smelt. Een las kan goed blijven zitten en toch problemen veroorzaken op het gebied van pasvorm, afwerking of corrosiebestendigheid als het proces niet vroegtijdig wordt gecontroleerd.
In de juiste situaties is stoklassen nog steeds een praktische optie. Het werkt goed voor reparaties, veldwerk en zwaardere roestvaststalen onderdelen waarbij draagbaarheid en eenvoudige apparatuur belangrijk zijn. Op dunne, zichtbare of vervormingsgevoelige onderdelen is dit proces veel minder vergevingsgezind.

Wat is roestvast staal plakken?
Bij het lassen van roestvast staal wordt het SMAW-proces gebruikt om roestvast stalen onderdelen te verbinden met een elektrode met een fluxlaag. Het proces wordt veel gebruikt en is gemakkelijk te herkennen, maar roestvast staal is meestal minder vergevingsgezind dan zacht staal. Kleine controlefoutjes zijn vaak snel zichtbaar in de lasrups, de oppervlaktegesteldheid en de manier waarop het onderdeel reageert op warmte.
Een goede roestvaststalen las wordt niet alleen beoordeeld aan de hand van de vraag of de lasverbinding goed blijft. Goede resultaten zijn ook afhankelijk van de vorm van de lasparel, het uiterlijk van het oppervlak, de controle op vervorming en de hoeveelheid reiniging of nabewerking die nodig is na het lassen. In de productie zijn deze details belangrijk omdat ze zowel de kwaliteit van het onderdeel als de volgende stap van het werk beïnvloeden.
Veel problemen met roestvast lassen beginnen voordat de las er duidelijk defect uitziet. Zodra de warmtecontrole of boogcontrole begint te verslappen, wordt de lasrups minder stabiel, neemt de reiniging toe en wordt het moeilijker om de beweging van het onderdeel te beheersen. Daarom is een vroege controle zo belangrijk. Een korte boog, een constante voortloopsnelheid en een gecontroleerde laslengte zijn meestal beter voor het eindresultaat dan proberen de las te repareren als de las al te ver is gegaan.
Wanneer roestvrij staal plakken zinvol is
Dit proces werkt goed bij sommige toepassingen, maar het is niet geschikt voor elk roestvast onderdeel. In de onderstaande paragrafen wordt uitgelegd waar stoklassen waarde toevoegt en waar het meer risico's met zich meebrengt.
Wanneer is stoklassen een praktische optie?
Stoklassen is een praktische optie voor reparatie, veld- en buitenwerk. Het is gemakkelijk in te zetten, werkt goed waar de opstelling beperkt is en blijft bruikbaar in omstandigheden waar meer gecontroleerde werkplaatsprocessen moeilijker zijn uit te voeren.
In die situaties is het betere proces vaak het proces dat betrouwbaar werkt in de echte werkomgeving. Dat is waar stoklassen zijn waarde behoudt.
Waarom zijn dikkere onderdelen gemakkelijker te beheren?
Dikkere roestvrijstalen onderdelen geven het proces meestal meer ruimte om te werken. Ze kunnen meer warmte absorberen voordat doorbranden, ernstige trek of een onstabiele parelvorm een probleem wordt.
Dat maakt stoklassen realistischer op zwaardere beugelsreparatie secties, leidingwerken structurele constructies. Controle is nog steeds belangrijk, maar dikker materiaal geeft de lasser meestal meer tijd om de verbinding bruikbaar te houden.
Waarom is een dunne plaat moeilijker te rechtvaardigen?
Een dunne roestvast stalen plaat biedt weinig ruimte voor fouten. Het onderdeel warmt snel op, beweegt gemakkelijk en kan na een korte las de vlakheid of de randcontrole verliezen als het proces niet strak wordt gestuurd.
Daarom is stoklassen vaak niet geschikt voor lichtmetalen onderdelen, zichtbare oppervlakken en assemblages waarbij de vorm of het uiterlijk schoon moet blijven. Zelfs als het kan, voegt het vaak meer risico toe dan waarde.
Onder welke veldomstandigheden is stoklassen gunstig?
De omstandigheden in het veld maken stoklassen vaak de meest werkbare keuze. Als het werk buiten moet gebeuren, op locatie of op een plek waar de procesinstellingen beperkt zijn, heeft stoklassen een duidelijk praktisch voordeel.
Dat maakt het niet het beste proces in elk technisch opzicht. Het betekent dat de omgeving ervoor kan zorgen dat dit het beste proces is om de klus op een betrouwbare manier te klaren.
Hoe beïnvloedt hitte de laskwaliteit?
Warmtebeheersing is een van de belangrijkste factoren bij het lassen van roestvast staal. De onderstaande punten laten zien hoe een teveel aan warmte de vorm van de lasparel, de stabiliteit van het onderdeel en de uiteindelijke oppervlaktegesteldheid beïnvloedt.
Waarom verliest roestvrij staal snel controle?
Roestvrij staal geeft meestal minder waarschuwing voordat de las begint te drijven. Een instelling die acceptabel aanvoelt bij het starten van de boog kan te heet worden naarmate de lasnaad vordert, vooral bij kleine onderdelen, dunne secties of herhaalde lassen op één plaats.
In het echte werk is dit meestal snel zichtbaar. De plas gaat eerder open, de lasnaad wordt moeilijker te vormen en het lasgebied wordt minder stabiel van de ene doorgang naar de andere.
Hoe verandert overtollige warmte in onderdeelproblemen?
Naarmate de warmte toeneemt, zal het onderdeel eerder vervormen. Dit is duidelijker bij dunne platen, lange naden, randen zonder ondersteuning en onderdelen die niet gelijkmatig worden vastgehouden.
Zodra de beweging begint, is het probleem niet langer alleen het lassen. Het wordt moeilijker om vlak te blijven, de uitlijning wordt minder stabiel en het latere passen wordt vaak moeilijker dan het lassen zelf.
Waarom mag verkleuring niet worden genegeerd?
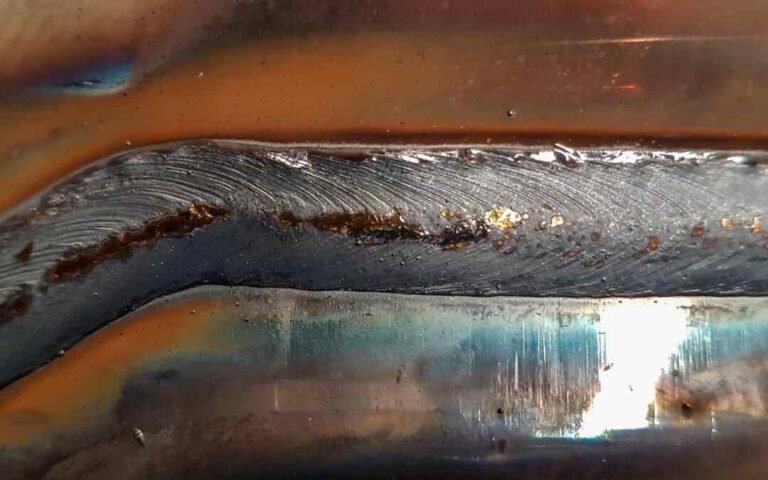
Verkleuring is vaak het eerste zichtbare teken dat de laszone meer hitte heeft gezien dan zou moeten. Een donkere laszone geeft meestal aan dat het proces te veel warmte in het onderdeel duwt of het te lang op één plaats houdt.
Dat is belangrijk omdat verkleuring zelden alleen cosmetisch is. Op zichtbare of corrosiegevoelige onderdelen betekent meer kleur vaak meer schoonmaakwerk, meer oppervlakteherstel en minder marge voor de volgende stap.
Hoe beïnvloedt een slechte warmtebeheersing de serviceprestaties?
Te veel warmte kan het lasgebied in een slechtere staat achterlaten, waardoor het onderdeel moeilijker te reinigen en te beschermen is na het lassen. Als het oppervlak rond de las zwaar getint, ruw of vervuild is, presteert het onderdeel mogelijk niet zoals verwacht wordt van roestvast staal.
Dit is het belangrijkst als het onderdeel wordt gebruikt in natte, chemische, voedselgerelateerde of zichtbare omstandigheden. In die gevallen blijft een slechte warmtebeheersing problemen veroorzaken nadat het lassen is voltooid.
Hoe maak je roestvast staal klaar om te lassen?
Als warmtebeheersing de las tijdens het proces beschermt, dan beschermt voorbereiding de las voordat het proces begint. Goede roestvaststalen lassen zijn vaak afhankelijk van wat er gebeurt voordat de boog begint.
Hoe maak je de voeg goed schoon?
Het lasgebied moet schoon, droog en vrij van olie, vet, oxide, verf en snijresten zijn voordat je begint met lassen. Een schonere verbinding geeft meestal een stabielere boog, een schonere lasparel en minder vermijdbare schoonmaak achteraf.
Dit hoeft niet ingewikkeld te zijn. Het doel is eenvoudig: reinig het metaal bij de lasnaad en eromheen zodat de las niet vanaf het begin vecht tegen oppervlaktevervuiling.
Waarom wordt vervuiling een resultaatprobleem?
Verontreiniging komt later vaak naar voren als een kwaliteitsprobleem. Vuil, slijpresten, koolstofstaaldeeltjes of werkplaatsafval kunnen het lasgebied beschadigen, het risico op vlekken verhogen en de kans op roestproblemen na het lassen vergroten.
Daarom moet roestvast werk zo veel mogelijk gescheiden worden gehouden van de voorbereidingen voor gewoon staal. Als het oppervlak vervuild is voordat het lassen begint, kan het onderdeel zijn uiterlijk en corrosiemarge verliezen voordat de las zelfs maar gemaakt is.
Hoe beïnvloedt de pasvorm de lasconsistentie?
Slechte passing gaat meestal over in slechte lascontrole. Grote spleten, ongelijke randen en onstabiele hechting maken het moeilijker om de las te plaatsen en dwingen vaak meer hitte in de las dan het onderdeel aankan.
Goed passen maakt het lassen niet alleen gemakkelijker. Het zorgt ervoor dat de lasrups consistenter blijft, vermindert de kans op overmatige trek en maakt het eindresultaat gemakkelijker te herhalen.
Wat moet je controleren voordat je begint met lassen?
Controleer voordat u de boog slaat of de verbinding schoon is, of de passing stabiel is, of het onderdeel ondersteund wordt en of de instellingen overeenkomen met het materiaal en de staafgrootte. Dit zijn eenvoudige controles, maar ze voorkomen veel van de problemen die later de schuld krijgen van de techniek.
Op roestvast staal zijn slecht voorbereide plekken meestal snel zichtbaar. Een paar minuten controle aan het begin bespaart vaak veel meer tijd later bij het schoonmaken, corrigeren en opnieuw bewerken.
Hoe instellen voor betere resultaten?
Een stabiele opstelling neemt veel van de problemen weg die later de schuld krijgen van de techniek. De volgende punten behandelen de instellingskeuzes die roestvast lassen vanaf het begin voorspelbaarder maken.
Hoe kies je de polariteit en stroomsterkte?
Begin met de aanbevolen polariteit voor de elektrode en stel vervolgens de stroomsterkte hoog genoeg in voor een stabiele boog, maar laag genoeg om de plas onder controle te houden. Bij roestvast staal wordt het lassen meestal moeilijker in plaats van gemakkelijker als je te vroeg stroom zet.
Een veiligere benadering is om aan de onderkant van het bruikbare bereik te beginnen en het gedrag van de boog, de vorm van de lasrups en de warmteontwikkeling aan te passen. Als de las te snel opengaat of de las te snel donker wordt, is de opstelling vaak te heet voor het onderdeel.
Waarom beïnvloedt aarding de boogstabiliteit?
Een slechte aarding kan ervoor zorgen dat een correcte instelling verkeerd aanvoelt. Als het aardpad zwak, vuil of slecht geplaatst is, wordt de boog minder consistent en wordt de plasbesturing minder stabiel.
Dit is belangrijk omdat onstabiel booggedrag vaak eerst de schuld krijgt van de keuze van de hengel of de techniek. In veel gevallen is de betere oplossing eenvoudiger: verbeter de grond en verwijder een vermijdbare bron van inconsistentie.
Hoe helpt ondersteuning bij het controleren van beweging?
Ondersteuning is belangrijk omdat roestvast staal snel kan bewegen zodra de hitte begint op te bouwen. Als het onderdeel niet goed wordt vastgehouden, kan de las het werkstuk uit positie trekken voordat de lasnaad klaar is.
Dit wordt waarschijnlijker bij dunne onderdelen, lange naden, open randen en ongelijkmatige ondersteuning. Een goede ondersteuning stopt de beweging niet volledig, maar vermindert de neiging van het onderdeel om te gaan schuiven tijdens het lassen.
Waarom helpen testlassen vóór de productie?
Een korte testlas helpt om te bevestigen of de instellingen, het booggevoel en de straalvorm werken voordat het echte onderdeel in gevaar komt. Dit is vooral nuttig bij roestvast staal omdat het procesvenster kleiner is en fouten sneller zichtbaar worden.
Een snelle test op een vergelijkbare dikte kan vroegtijdig te veel warmte, slechte parelcontrole of onstabiele instellingen aan het licht brengen. Die kleine stap voorkomt vaak een veel grotere schoonmaak of herbewerking later.
Hoe de lascontrole verbeteren?
Zodra de opstelling correct is, is de volgende stap om de las stabiel te houden tijdens de volledige doorloop. De paragrafen hieronder richten zich op de eenvoudige controlegewoonten die de consistentie verbeteren en vermijdbare warmteontwikkeling verminderen.
Hoe houd je een korte boog?
Een korte boog geeft meestal een betere controle over roestvast staal. Het helpt om de plas strakker te houden, beperkt onnodige warmteverspreiding en maakt het makkelijker om de kraal netjes te vormen.
Als de boog te lang wordt, wordt de las vaak ruwer, breder en moeilijker te beheersen. Op roestvast staal betekent dat meestal meer verkleuring, meer schoonmaakwerk en minder marge voordat de las slecht begint te reageren.
Hoe vormen hoek en snelheid de kraal?
De hoek van de lasdraad en de verplaatsingssnelheid hebben een directe invloed op de vorm van de lasrups en de hechting. Als de doorloopsnelheid te laag is, kan de las zich opstapelen en meer warmte aan de las toevoegen dan nodig is. Als het lasproces te snel verloopt, kan de lasnaad zijn vorm verliezen of niet goed aansluiten.
De betere benadering is een rustige beweging met een consistente hoek die de plas onder controle houdt. In de praktijk is een herhaalbare beweging meestal belangrijker dan proberen een perfect uitziende kraal te forceren.
Waarom verbeteren korte passes de controle?
Korte laspassen werken vaak beter op roestvast staal omdat ze de hoeveelheid hitte die zich op één plek opbouwt voordat de lasser kan reageren, verminderen. In plaats van de las steeds heter te laten worden, zorgen kortere lasgangen ervoor dat de las gemakkelijker te beheersen is.
Dit is vooral nuttig bij dunne onderdelen, zichtbare oppervlakken en verbindingen die snel hun vorm verliezen. Het kan op het moment zelf langzamer aanvoelen, maar het leidt vaak tot een netter resultaat met minder correctie achteraf.
Hoe verandert een positie de aanpak?
De laspositie verandert de mate van controle die de lasser heeft over de plas. Vlak lassen is meestal gemakkelijker, terwijl bij verticaal en boven het hoofd lassen de booglengte, lasgrootte en lassnelheid beter gecontroleerd moeten worden.
Op roestvast staal maakt dat verschil meer uit omdat een grote plas moeilijk lang vast te houden is. Naarmate de positie harder wordt, werken kleinere en meer gecontroleerde lassen meestal beter dan proberen te veel metaal in één keer te storten.
Veelvoorkomende problemen en hun oorzaken
De meeste problemen bij het lassen van roestvast staal kunnen worden herleid tot een paar veel voorkomende oorzaken. De punten hieronder verbinden zichtbare defecten met de omstandigheden die ze meestal veroorzaken.
Waarom wordt de las donker of ruw?
Een donkere of ruwe las is meestal eerst een probleem met de warmtebeheersing. Een hoge stroomsterkte, een lange boog, een lage verplaatsingssnelheid of lassen die te lang duren zonder pauze kunnen allemaal meer warmte in de lasnaad duwen dan het onderdeel schoon kan verwerken.
Het resultaat is niet alleen een slechtere lasnaad. Het lasgebied moet vaak meer worden schoongemaakt, het oppervlak wordt moeilijker te herstellen en het onderdeel kan meer afwerkingskwaliteit verliezen dan verwacht. Als de las donkerder wordt naarmate de lasnaad vordert, betekent dit vaak dat de warmteopbouw sneller gaat dan de besturing kan bijhouden.
Waarom ontstaat er slak of een gebrek aan fusie?
Slakproblemen wijzen meestal op een slechte vorm van de lasparel, een slechte hoekcontrole of een slechte reiniging tussen de gangen. Gebrek aan samensmelting is waarschijnlijker als de verplaatsing te snel is, de stroomsterkte te laag of als de staaf niet in beide kanten van de verbinding komt.
Deze problemen zijn gemakkelijk verkeerd af te lezen omdat de las er van buitenaf nog steeds gevuld uit kan zien. Het is beter om te controleren of de las daadwerkelijk zuiver is gehecht aan de verbindingsvlakken, niet of de lasrups er alleen aan de oppervlakte volledig uitziet.
Waarom vervormt het onderdeel tijdens het lassen?
Vervorming betekent meestal dat het onderdeel meer warmte opneemt dan het netjes kan vasthouden. Dunne secties, lange naden, zwakke ondersteuning en ongelijkmatige bevestiging zorgen ervoor dat dit probleem veel eerder optreedt.
Zodra het onderdeel begint te bewegen, wordt het lasprobleem een onderdeelkwaliteitsprobleem. Vlakheid, uitlijning en latere passing worden allemaal moeilijker te controleren en correctiewerk kost vaak meer tijd dan de las zelf.
Waarom verschijnen roest of vlekken later?
Roest of vlekken na het lassen duiden meestal op verontreiniging, slecht schoonmaken of het in slechte staat achterlaten van de lasnaad. Koolstofstaaldeeltjes, werkplaatspuin en onbehandelde hitteaanslag zijn veel voorkomende redenen.
Dit is belangrijk omdat het probleem zich vaak voordoet nadat het laswerk er al klaar uitziet. Op dat moment gaat het niet meer alleen om het uiterlijk. Het kan invloed hebben op de corrosiemarge, de acceptatie door de klant en het vertrouwen in het onderdeel.
Conclusie
Het stuiklassen van roestvast staal kan goed werken, maar presteert het best als het proces, het onderdeel en de werkomstandigheden op elkaar zijn afgestemd. Het is een praktische methode, vooral voor reparatie- en veldwerk, maar het biedt minder ruimte voor fouten dan veel lassen van zacht staal. Betere resultaten krijg je meestal door vroegtijdig goede beslissingen te nemen en niet door later te proberen de las te herstellen.
Is stoklassen de juiste keuze voor uw roestvaststalen onderdeel? Ons team kan uw tekeningen, materiaal, dikte en lasvereisten bekijken om u te helpen een praktischer proces te kiezen voordat de productie start. Stuur ons vandaag nog uw tekeningen of projectgegevens voor technische feedback en een snelle offerte.
FAQs
Kan roestvast staal met succes worden gelast?
Ja. Roestvast staal kan met succes stuikgelast worden als de keuze van het toevoegmateriaal, de instelling en de warmte-inbreng goed geregeld zijn. Het proces is praktisch, maar minder vergevingsgezind dan het lassen van koolstofstaal.
Is stoklassen geschikt voor dun roestvast staal?
Meestal niet de beste keuze. Dun roestvast staal warmt snel op, beweegt gemakkelijk en geeft weinig marge voordat doorbranden, vervorming of slechte parelcontrole begint op te treden.
Waarom verkleurt roestvrij staal tijdens het lassen?
Verkleuring betekent meestal dat het lasgebied meer hitte heeft gezien dan zou moeten. Veel voorkomende redenen zijn een lange lasboog, een lage lassnelheid, een hoge stroomsterkte of te veel hitte op één plaats.
Wat veroorzaakt roest na roestvrij lassen?
Roest na het lassen wordt vaak veroorzaakt door vervuiling, slechte reiniging of het achterlaten van een beschadigd oppervlak in het lasgebied. Koolstofstaaldeeltjes, werkplaatsresten en onbehandelde hittetint zijn veel voorkomende oorzaken.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
