Als een metalen onderdeel na het buigen niet goed past, wijst dit vaak op een tegenslag. Deze kleine meting kan het hele resultaat in de war sturen. Als je niet weet hoe de terugslag de buiglengte beïnvloedt, kunnen de uiteindelijke onderdelen te kort of te lang zijn. Om deze problemen te voorkomen, is het belangrijk om te begrijpen wat een terugslag is en hoe je die correct berekent.
Terugval klinkt eenvoudig, maar het regelt veel achter de schermen. Laten we eens nader bekijken hoe het wordt gebruikt en hoe je het correct kunt berekenen.
Wat is terugslag van plaatmetaal?
De terugslag van plaatmetaal is de afstand van de top van de bocht tot het begin van de flens. Het omvat een deel van de buigradius en de materiaaldikte. Deze meting helpt bij het bepalen van de hoeveelheid materiaal die in de bocht wordt gebruikt.
Zonder terugslag zal de vlakke lay-out niet overeenkomen met het uiteindelijke gebogen deel. Als je bijvoorbeeld de setback weglaat, kan de bocht de flens te ver naar binnen of naar buiten duwen. Dat leidt tot fouten in grootte, vorm en locatie van gaten.
De waarde van de terugslag verandert afhankelijk van de dikte van het materiaal, de straal van de binnenbocht en de hoek van de bocht.
Sleutelconcepten achter de terugslag van plaatwerk
De terugslag werkt samen met andere buigfactoren. Om het correct toe te passen, moet je weten hoe buigradius, K-factor en materiaaltype het beïnvloeden.
Krommingsstraal en de relatie met de terugstand
De buigradius is de binnenste kromming van de bocht. Het heeft een directe invloed op hoeveel metaal uitrekt tijdens het buigen.
Naarmate de buigradius toeneemt, wordt er meer materiaal in de boog gebruikt. Dat betekent dat de terugslag ook toeneemt. Een kleinere radius resulteert in een strakkere bocht, dus de terugslag is korter.
De K-factor en neutrale as begrijpen
De K-factor is de verhouding die aangeeft waar de neutrale as zich in het materiaal bevindt.
De neutrale as is de plek in de dikte die niet uitrekt of samendrukt tijdens het buigen. Het is meestal ergens tussen 30% en 50% van de dikte vanaf het binnenoppervlak.
De k-factor beïnvloedt hoe de buigtoeslag en de terugslag worden berekend. Een lage K-factor betekent meer compressie. Een hogere betekent meer strekken. Een verandering in de K-factor verandert dus hoeveel metaal er in de bocht wordt gebruikt.
Hoe beïnvloedt het type materiaal de terugslagwaarden?
Verschillende materialen gedragen zich anders wanneer ze gebogen worden. Zachte metalen zoals aluminium rekken meer uit dan harde metalen zoals roestvrij staal.
Dit beïnvloedt de buigradius en de K-factor. Daarom verandert het materiaaltype de terugslag, zelfs als de dikte en de hoek hetzelfde blijven.
Voor het buigen van aluminium is bijvoorbeeld een grotere binnenradius nodig om scheuren te voorkomen. Dat verhoogt de terugslag. Anderzijds kan zacht staal een strakkere buiging weerstaan, wat resulteert in een kleinere terugslag.

Terugval vs. andere buigtermen
Setback wordt vaak verward met andere buigtermen. Elk heeft een andere rol in de vlakke patroon lay-out. Het is handig om te zien hoe ze te vergelijken zijn.
Terugwijking vs. toegestane doorbuiging
De setback meet de afstand in rechte lijn van de top van de bocht tot het begin van de flens. Dit wordt gebruikt om de buiglijnen correct te plaatsen.
Toeslag voor buigen is de booglengte van de bocht zelf. Het vertelt je hoeveel materiaal de bocht verbruikt als je hem vormt.
Setback bepaalt waar de bocht begint. Buigtoeslag helpt te bepalen hoeveel materiaal je nodig hebt in de bocht. Beide worden samen gebruikt bij het berekenen van de vlakke lengte.
Je kunt het zo bekijken:
- Tegenslag vertelt je waar je moet beginnen met buigen
- Buigtoeslag geeft aan hoeveel lengte de bocht in beslag neemt
Tegenvaller vs. Bochtaftrek
Bochtafname wordt gebruikt om uit te rekenen hoeveel korter het vlakke patroon moet zijn dan de som van de flenslengtes.
De terugslag is een deel van wat je helpt bij het berekenen van de bochtaftrek. De formule voor bochtaftrek omvat vaak terugslagen:
Aftrek voor doorbuiging = 2 × terugslag - toegestane doorbuiging
Dus, terwijl de terugslag de geometrie meet, is de buigvermindering een laatste aanpassing om een 3D-plooiing af te vlakken tot een 2D-patroon. Het helpt om nauwkeurige flensmaten te krijgen na het buigen.
Berekening van de terugslag van plaatmetaal
Om nauwkeurige vlakke patronen te maken, moet je de tegenslagen correct berekenen. Het begint met weten of je binnen- of buitenmaten gebruikt en hoe de K-factor in de vergelijking past.
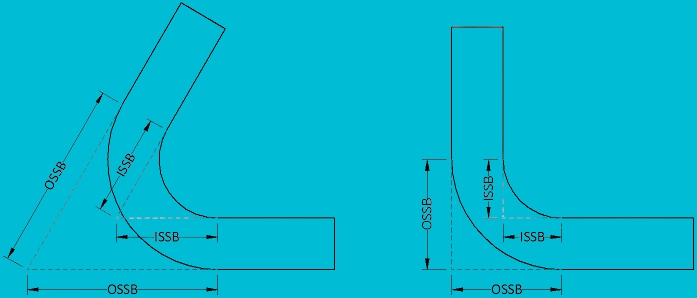
Berekening buitenste setback
De buitenste terugslag wordt gebruikt wanneer beide flenzen worden gemeten tot de buitenrand van de flens. Het omvat de binnenste buigstraal en de materiaaldikte.
De formule is:
Buitenste setback (OSSB) = (T + R) × tan(A ÷ 2)
Waar:
- T de materiaaldikte is
- R is de straal van de binnenbocht
- A is de buighoek
Deze methode werkt goed als je uitgaat van de buitenafmetingen van het afgewerkte onderdeel.
Berekening van binnenwaartse terugslag
De binnenste terugslag wordt gebruikt wanneer flensafmetingen worden gemeten vanaf de binnenkant van de bocht. Bij deze methode wordt de straal van de bocht afgetrokken.
De formule wordt:
Binnenafstand = R × tan(A ÷ 2)
Dit is eenvoudiger, maar werkt alleen als je met binnenmaten ontwerpt.
Als je CAD-software gebruikt, wordt meestal standaard het ene of het andere gebruikt. Als je weet welke het gebruikt, voorkom je verwarring.
Hoe de K-factor gebruiken in berekeningen?
De K-factor maakt niet direct deel uit van terugslagformules. Hij is echter wel van invloed op de bochttoeslag, die gekoppeld is aan de setbacks bij het berekenen van vlakke patronen.
Als je de K-factor kent, kun je de buigtoeslag berekenen:
Buigtoeslag = A × (π ÷ 180) × (R + K × T)
Gebruik vervolgens die buigtoeslag in de formule voor buigaftrek:
Aftrek voor doorbuiging = 2 × terugslag - toegestane doorbuiging
Dit proces helpt je om terug te werken vanaf afgewerkte flensmaten om een vlakke lay-out te creëren.
Voorbeelden van veelvoorkomende berekeningen
Voorbeeld 1:
Materiaaldikte: 1,5 mm
Binnenradius: 2 mm
Buighoek: 90°
Terugval = (1,5 + 2) × tan(90 ÷ 2)
Terugstand = 3,5 × tan(45)
Terugloop ≈ 3,5 mm
Voorbeeld 2:
Materiaaldikte: 2 mm
Binnenradius: 2 mm
Buighoek: 60°
Terugval = (2 + 2) × tan(30)
Terugval ≈ 4 × 0,577
Terugloop ≈ 2,31 mm
Deze voorbeelden laten zien hoe een kleine verandering in hoek of dikte de terugslag verandert. Controleer altijd de getallen voor elk nieuw onderdeel.
Bereken de terugslag van plaatmetaal
Factoren die de terugslag van plaatwerk beïnvloeden
Verschillende variabelen beïnvloeden de terugslag. Als een van deze verandert, kan de berekende vlakke lengte afwijken. Door deze factoren in de gaten te houden, kun je de nauwkeurigheid van je onderdelen garanderen.
Buighoek
De buighoek heeft een directe invloed op de terugslag. Naarmate de hoek groter wordt, rekt het materiaal meer uit. Dat vergroot de terugslag. Een bocht van 90° zal een kleinere terugslag hebben dan een bocht van 135° met hetzelfde materiaal en dezelfde radius.
Voor elke hoek verandert de tangenswaarde in de formule. Dat maakt het verschil in terugslag merkbaar.
Buigradius
De bochtradius verandert ook de terugslag. Een grotere radius vergroot de booglengte. Hierdoor wordt het materiaal meer uitgerekt. Dat duwt de flens verder naar buiten en vergroot de terugslag.
Voor strakkere radii is minder materiaal nodig, dus de tegenslag is kleiner. Maar bij krappere bochten is er ook kans op scheuren, vooral bij hardere materialen.
De keuze van het gereedschap bepaalt de buigradius. De keuze van stempel en matrijs beïnvloedt dus de uiteindelijke terugslagwaarde.
Materiaal Dikte
Dikkere materialen hebben meer ruimte nodig om te buigen. Die extra ruimte betekent dat er meer metaal in de boog gaat. De terugslag neemt toe met de materiaaldikte. Als je van 1 mm naar 2 mm dikte gaat, zal je terugslag niet precies verdubbelen, maar wel aanzienlijk toenemen.
Controleer altijd de materiaaldikte voordat je gaat buigen. Een kleine verandering hier kan aanzienlijke layoutproblemen veroorzaken.
Terugvering en compensatie
Springback gebeurt wanneer metaal na het buigen probeert terug te keren naar zijn vlakke vorm. Hierdoor verschuift de uiteindelijke buighoek en wordt de werkelijke terugslag beïnvloed. Sommige materialen, zoals roestvrij staal, vertonen meer terugvering dan andere. Het kan zijn dat je iets meer moet buigen om de doelhoek te bereiken.
Deze compensatie verandert de effectieve buighoek in de formule. Dat betekent dat de berekening van de terugslag de gecompenseerde hoek moet weergeven, niet de ontwerphoek.
Bochttoelage en bochtenaftrek
De terugslag werkt nauw samen met de buigtoeslag en de buigaftrek. Als je buigtoeslag te klein is, zullen je flenslengtes kort zijn. Als hij te groot is, zijn ze te lang. In beide gevallen verschuift de plaats waar de bocht begint en verandert de vereiste terugslag.
Je kunt bekende buigtoeslagtabellen gebruiken om je waarden te controleren. Of test onderdelen en meet wat het beste werkt. Als je alle drie de waarden - terugslag, buigtoeslag en buigaftrek - op elkaar afstemt, krijg je het meest nauwkeurige vlakke patroon.
Veelgemaakte fouten met betrekking tot tegenslag
Fouten in de terugslagberekening leiden tot slechte pasvormen, nabewerking en materiaalverspilling. Het vermijden van deze fouten bespaart tijd en verbetert de nauwkeurigheid van het product.
Materiaalterugvering negeren
Materialen zoals aluminium of roestvrij staal hebben de neiging om meer terug te veren dan andere materialen. Als je de terugslag berekent aan de hand van de ontwerphoek, maar het metaal veert terug, dan klopt je bocht niet. Het resultaat is een te korte of te lange flens.
Houd altijd rekening met terugvering door de buighoek in je berekeningen aan te passen of overbuiging te programmeren in je afkantopstelling.
Onjuiste aannames voor buighoek
Sommige fabrikanten gaan ervan uit dat alle bochten precies 90° zijn, maar dat is vaak niet waar. Een bocht van 92° of 88° verandert de terugslag genoeg om een verkeerde uitlijning te veroorzaken.
Meet altijd de werkelijke hoek die u van plan bent te vormen - niet alleen wat er op de tekening staat. Op die manier is de formule-invoer correct en zal het uiteindelijke onderdeel overeenkomen met het vlakke patroon.
Variaties in gereedschap over het hoofd zien
Gereedschap beïnvloedt de buigradius. Een andere stempel of matrijs verandert de binnenradius, waardoor de terugslag verandert. Het gebruik van een matrijs met een grotere opening vergroot de buigradius. Dat verhoogt ook de terugslag. Als je je berekening niet aanpast, wordt je onderdeel te lang.
Zorg ervoor dat je de instelling van je gereedschap bevestigt voordat je gaat buigen. Zelfs een kleine verandering in de radius verandert de hoeveelheid materiaal die wordt gebruikt bij het buigen.
Conclusie
De setback van plaatmetaal is een belangrijke waarde bij het buigen. De terugslag helpt bij het berekenen van de vlakke lengte voor het buigen. Deze is afhankelijk van de buighoek, materiaaldikte, buigradius en terugvering. Het gebruik van de juiste terugslag zorgt voor nauwkeurige buigingen en vermindert fouten. Het ondersteunt ook een betere planning, minder aanpassingen en schonere productieresultaten.
Wil je nauwkeurige plaatwerkonderdelen zonder vallen en opstaan? Bereik ons voor deskundige ondersteuning en snelle, betrouwbare buigoplossingen op maat van jouw project.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
