Servopersen veranderen de manier waarop fabrikanten omgaan met precisievormen. Deze machines maken gebruik van programmeerbare bewegingen, real-time feedback en een hoge energie-efficiëntie. Deze combinatie biedt operators een niveau van controle dat mechanische en hydraulische persen niet kunnen bieden.
Bij het kiezen van de juiste servopers gaat het om meer dan het controleren van de tonnage of de prijs. Kopers moeten de mogelijkheden van de machine afstemmen op hun productiedoelen, productvorm en vereiste nauwkeurigheid. Deze afstemming helpt ondermaats presterende apparatuur en onverwachte kosten te voorkomen.
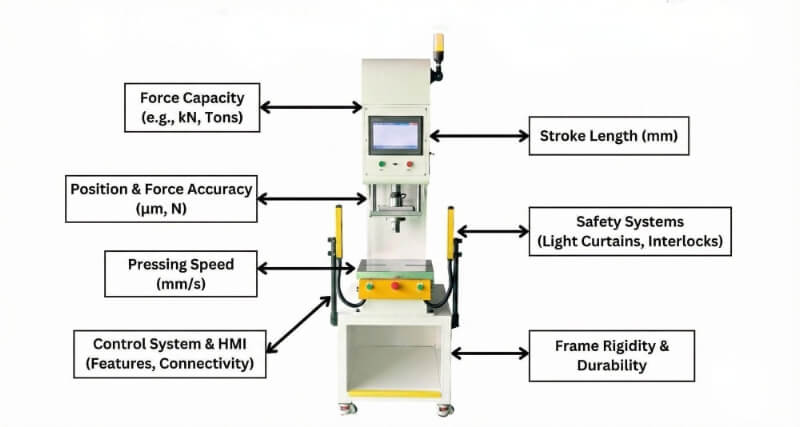
Dit artikel geeft een overzicht van de belangrijkste technische specificaties waarmee rekening moet worden gehouden voordat een servopers wordt aangeschaft. Elke specificatie is direct gekoppeld aan productkwaliteit, bedrijfskosten en rendement op investering. Het doel is om ingenieurs en kopers te helpen duidelijke, op gegevens gebaseerde beslissingen te nemen.
Inzicht in de behoeften van uw toepassing
Voordat u tonnagetabellen of catalogusgegevens bestudeert, moet u uw werkelijke productiebehoeften bepalen. Precisieassemblage, ondiep vormen en diepe tekening hebben allemaal een andere mix van kracht, slag en bewegingscontrole nodig.
Materiaalsoort en -dikte
De eerste stap is het identificeren van het materiaal en zijn basiseigenschappen. De sterkte en dikte van het materiaal hebben een directe invloed op de omvormkracht en de bewegingsinstellingen.
Harde materialen, zoals roestvrij staal of titanium, vereisen een grotere kracht. Ze hebben ook een langzamere beweging nodig aan de onderkant, met name in het midden, om barsten en schade aan het oppervlak te voorkomen. Zachtere materialen, zoals aluminium of koper, maken snellere cycli mogelijk. Ze hebben echter nog steeds precieze controle nodig om buiging of vormvervorming te voorkomen.
Inzicht in techniek: De vervormingskracht neemt bijna lineair toe met de materiaaldikte en de vloeigrens.
Een onderdeel van 2 mm zacht staal heeft bijvoorbeeld ongeveer 35-40 kN kracht nodig. De exacte vorm, gemaakt van roestvrij staal, kan een belasting van 60-70 kN vereisen.
Daarom moeten ingenieurs altijd eerst de vereiste vervormingsbelasting berekenen. De persbelasting moet dan minstens 20-30% hoger zijn dan die waarde. Deze veiligheidsmarge helpt om de kwaliteit van de werkstukken stabiel te houden wanneer de materiaaleigenschappen veranderen tussen batches.
Productievolume en cyclustijd
Je productievolume heeft niet alleen invloed op de grootte van de pers. Het bepaalt ook de duurzaamheid en efficiëntie die van de machine worden vereist tijdens het dagelijkse gebruik.
Voor kleine onderdelen en elektronische componenten draaien servopersen van 1-5 ton vaak met 30-60 slagen per minuut in de korte-slagmodus. Deze machines kunnen zelfs bij hogere snelheden nog een herhaalbaarheid op micrometerniveau halen.
Productie van grote volumes belast de pers gedurende lange perioden. In deze gevallen zijn een stabiele temperatuurregeling en lage mechanische slijtage van cruciaal belang. Voor kleine volumes of prototype werkverandert de focus. Flexibiliteit wordt waardevoller dan maximale snelheid.
Ontwerptip: Kies een pers die meerdere bewegingsprogramma's kan opslaan. Snel digitaal instellen vermindert de stilstandtijd en vergemakkelijkt de productie van kleine series zonder dat dit ten koste gaat van de nauwkeurigheid.
Procestype en vervormingscomplexiteit
Elk vervormingsproces reageert anders op toegepaste kracht. Stempelen, .en buigen afhankelijk zijn van een snelle impact. Dieptrekken en precisieverbindingen vereisen langzame, constante druk met een korte vertraging aan de onderkant, precies gecentreerd. Deze vertraging helpt springrug en oppervlakteschade.
Servopersen gaan heel goed om met deze verschillen. De slede kan vertragen tijdens het vormen, pauzeren om interne spanning los te laten en dan weer versnellen tijdens de teruggaande slag. Dit gebeurt allemaal binnen een enkele geprogrammeerde cyclus.
Dit besturingsniveau maakt servopersen geschikt voor complexe productielijnen. Eén station kan omvormen, invoegen en assembleren zonder dat er van machine gewisseld hoeft te worden.
Voorbeeld: Bij het vormen van tabbladen voor EV-batterijen kunnen ingenieurs de schuifsnelheid verlagen van 250 mm/s naar 30 mm/s in de buurt van contact. Deze verandering kan de braamhoogte met meer dan 40% verminderen. Het resultaat is een schoner oppervlak en een betere hechtkwaliteit.
Technische kernspecificaties
Nadat u uw procesbehoeften hebt gedefinieerd, bekijkt u de belangrijkste technische specificaties van de servopers. Deze waarden tonen de werkelijke mogelijkheden van de machine op het gebied van vormcapaciteit, besturingsnauwkeurigheid en upgraderuimte.
Nominale tonnage en krachtcurve
De nominale tonnage toont de maximale continue kracht die de pers kan leveren bij een specifieke slagpositie. Dit punt bevindt zich meestal een paar millimeter boven de bodem, direct in het midden.
Bij servopersen blijft de bruikbare kracht hoog over een veel breder slagbereik. Dit gedrag verschilt van dat van mechanische persen, waar de kracht snel afneemt zodra de slinger uit zijn piekhoek komt.
Voordat ingenieurs een machine kiezen, moeten ze de vereiste vervormingsbelasting berekenen om er zeker van te zijn dat de machine geschikt is voor de taak. Een gebruikelijke formule is
F = K × L × t × σ
Hier is K de procesfactor. L is de snij- of vervormingslengte. t is de materiaaldikte. σ is de materiaalsterkte.
Na berekening van de belasting moet de persclassificatie minstens 20-30% hoger zijn. Deze marge helpt variaties in gereedschap, materiaalbatches en onderdeelgeometrie op te vangen.
Inzicht in techniek: Een stabiele kracht-verplaatsingscurve ondersteunt een gelijkmatige materiaalstroom. Het vermindert ook matrijsslijtage en verbetert de procesconsistentie op lange termijn.

Slaglengte en instelbereik
Slaglengte verwijst naar de afstand die de slede aflegt in één cyclus. Deze bewegingsafstand beïnvloedt de snelheid, het energieverbruik en de processtabiliteit.
De meeste compacte servopersen bieden een instelbaar slagbereik van ongeveer 50-200 mm. Operators kunnen dit bereik rechtstreeks via het besturingssysteem instellen. Een kortere slag ondersteunt ondiep vormen. Het verhoogt de snelheid en verlaagt het energieverbruik. Een langere slag ondersteunt dieptrekken en meertrapsgereedschap.
Servopersen maken digitale aanpassing van de slag mogelijk. Er zijn geen mechanische veranderingen nodig. Deze functie maakt sneller instellen mogelijk en helpt om de slag aan te passen aan elk type onderdeel. Een betere afstemming verbetert de verwerkingscapaciteit en verlengt de levensduur van het gereedschap.
Ontwerptip: Een goed afgestelde slag vermindert verspilde beweging. In veel gevallen kan de niet-productieve slag met 25-30% worden verminderd, waardoor de totale productie direct toeneemt.
Diasnelheid en bewegingsprofiel
Met servobesturing kunnen technici bewegingscurves ontwerpen in plaats van te vertrouwen op vaste kruksnelheden. De slede kan snel bewegen tijdens het naderen, vertragen bij contact, kort vasthouden om de terugvering te controleren en dan terugkeren op hoge snelheid.
Een typische bewegingssequentie kan er als volgt uitzien:
Snelle nadering bij 300 mm/s → Vorming bij 30 mm/s → Stilstand gedurende 0,3 s → Terugkeer bij 250 mm/s.
Dit type beweging vermindert trillingen en beperkt de impact op de matrijs. Het verbetert ook de consistentie van de productgrootte van de ene cyclus tot de volgende.
Inzicht in techniek: Een soepele vertraging en een korte stilstand bij het onderste dode punt kunnen de levensduur van de matrijs verlengen met 20-40%. Dit voordeel is duidelijk bij precisievorm- en verbindingsprocessen.

Werkhoogte en tafelgrootte
Werkhoogte is de afstand tussen de slede en de bolster onderaan, in het dode punt van het midden. Deze afmeting beïnvloedt de passing van het gereedschap en de toegankelijkheid voor de operator tijdens het instellen en produceren.
Kleine servopersen in het 1-5 ton bereik bieden meestal instelbare werkhoogtes van ongeveer 150-300 mm. De tafelafmetingen liggen vaak rond 300 × 200 mm. Deze afmetingen zijn geschikt voor veel kleine onderdelen en precisieassemblages.
U moet altijd controleren of uw grootste matrijs binnen het tafeloppervlak past. Er moet ook voldoende ruimte zijn om materiaal te laden, onderdelen te verwijderen en sensoren te plaatsen.
Voor precisiewerk zijn persen met T-gleufsteunen of modulaire gereedschapbevestigingen gemakkelijker uit te lijnen. Ze verkorten ook de omsteltijd.
Ontwerptip: Kies een tafel die 15-20% groter is dan uw huidige gereedschap, zodat toekomstige automatisering of upgrades van opspanningen mogelijk zijn.
Precisie en regelmogelijkheden
Zodra de mechanische parameters van de pers zijn afgestemd op jouw toepassing, is de volgende cruciale vraag: hoe nauwkeurig kan de pers bewegen en de kracht regelen?
Nauwkeurigheid positie en kracht
Moderne servopersen maken gebruik van closed-loop feedback om de positie en kracht nauwkeurig in real-time te volgen. Encoders met hoge resolutie meten de sledepositie tot op ongeveer ±0,01 mm. Ingebouwde belastingssensoren controleren krachtveranderingen tot ongeveer ±1%.
Deze nauwkeurigheid houdt elke slag consistent. Dit is vooral waardevol voor micro-onderdelen en assemblages die afhankelijk zijn van nauwe passing.
In tegenstelling tot krukaangedreven persen kunnen servopersen de beweging tijdens de slag aanpassen. Wanneer het systeem positiedrift of een hogere materiaalweerstand detecteert, corrigeert het automatisch de beweging. Deze controle vermindert slijtage aan het gereedschap en zorgt voor een stabiele productiekwaliteit bij lange productieruns.
Inzicht in techniek: Bij precisietaken zoals het persen van elektrische contacten kan een slagafwijking van slechts 0,02 mm de insteekkracht met 5-8% veranderen. Servofeedbackbesturing voorkomt dit probleem door tijdens elke cyclus constant bij te sturen.
Bewegingsprogrammering en software-interface
Programmeerbaarheid is het belangrijkste voordeel van servopersen. Operators kunnen aangepaste bewegingsprofielen maken via een HMI met aanraakscherm of een pc-interface. Ze kunnen snelheid, positie, stilstandtijd en kracht instellen voor elke fase van de slag.
Deze digitale benadering vervangt mechanische nokken en vulplaten. Technici kunnen meerdere bewegingsprogramma's opslaan voor verschillende onderdelen en materialen, zodat ze efficiënt kunnen werken. Deze mogelijkheid verkort de insteltijd en zorgt voor consistente resultaten tussen operators en ploegen, zodat de workflow naadloos verloopt.
Veel moderne systemen geven de slag weer als een live bewegingscurve. Gebruikers kunnen belangrijke punten direct op het scherm aanpassen, waardoor fijnafstelling sneller en intuïtiever gaat.
Veel voorkomende bewegingstypen zijn onder andere:
- Constante snelheid (ideaal voor algemeen vormen)
- Constante druk (voor montage en compressie)
- Hybride besturing (combineert zowel snelheid- als krachtdoelen)
Ontwerptip: Kies een pers waarmee parameters kunnen worden opgeslagen en geëxporteerd. Dit ondersteunt traceerbaarheid en maakt PPAP- of ISO 9001-documentatie veel eenvoudiger te beheren.

Gegevensmonitoring en connectiviteit
Moderne servopersen werken als onderdeel van een gekoppeld productiesysteem. Het zijn niet langer op zichzelf staande machines op de werkvloer.
De meeste huidige modellen houden kracht, slagpositie, snelheid en cyclusteller in realtime bij. Het systeem toont deze gegevens op de HMI of stuurt ze naar de fabriekssoftware. Technici kunnen trends bekijken en procesafwijkingen opsporen voordat er defecten optreden.
Geavanceerde persen ondersteunen standaard industriële protocollen, zoals EtherNet/IP, PROFINET en OPC UA. Deze verbindingen maken naadloze integratie met MES, SCADA of ERP-platforms mogelijk. Het resultaat is een betere onderhoudsplanning, OEE-tracking en probleemoplossing op afstand.
Inzicht in techniek: Wanneer technici gegevens over krachtverplaatsingen in de loop der tijd analyseren, kunnen ze slijtage van gereedschap of materiaalmoeheid detecteren weken voordat onderdelen niet meer geïnspecteerd kunnen worden. Deze aanpak helpt ongeplande stilstand te verminderen en de productie te stabiliseren.

Energie-efficiëntie en onderhoudsfactoren
Productkwaliteit is afhankelijk van precisie. Winst op lange termijn hangt af van energieverbruik en onderhoudskosten. Servopersen blinken uit op beide gebieden door efficiënt gebruik te maken van energie en mechanische slijtage te minimaliseren.
Stroomverbruik en herstel
Servopersen werken op elektrische servomotoren. Deze motoren nemen alleen energie op wanneer de slede beweegt of kracht uitoefent. Wanneer de slede vertraagt of terugkeert, vangt regeneratief remmen de kinetische energie op en stuurt deze terug naar het aandrijfsysteem.
Dit ontwerp verlaagt het energieverbruik met ongeveer 30-50% in vergelijking met mechanische persen. Besparingen kunnen oplopen tot 70% in vergelijking met hydraulische systemen. Een servopers van 5 ton die 8 uur per dag draait, kan bijvoorbeeld ruwweg 8.000-10.000 kWh per jaar besparen, afhankelijk van de cyclusinstelling.
Ontwerptip: Ga op zoek naar machines die het energieverbruik op de HMI weergeven of het vermogen per cyclus bijhouden. Deze gegevens helpen technici bij het afstellen van bewegingsprofielen en het vinden van energieverliezen tijdens stilstand.

Geluidsarme en schone werking
Servopersen werken stil omdat ze elektrische aandrijvingen gebruiken in plaats van hydraulische olie en zware mechanische verbindingen. Typische geluidsniveaus blijven onder de 75 dB. Hydraulische persen overschrijden vaak de 90 dB onder vergelijkbare omstandigheden.
Dit lage geluidsniveau maakt servopersen geschikt voor schone en gecontroleerde omgevingen. De assemblage van medische apparatuur en de productie van elektronica profiteren hier het meest van. De olievrije werking neemt ook het risico op lekken en verontreiniging weg.
Lage trillingen beschermen het gereedschap en verbeteren het comfort van de operator tijdens lange diensten. Na verloop van tijd verbetert een schone en stille opstelling de werkomstandigheden en verlaagt het de kosten voor naleving van de milieuvoorschriften.
Inzicht in techniek: Lagere trillingen en een stabiele druk verlengen de levensduur van de matrijs met 20-40%. Deze verbetering kan de gereedschapskosten verlagen gedurende duizenden productiecycli.
Toegang voor onderhoud en duurzaamheid van onderdelen
Servopersen zijn gebouwd voor een lange levensduur. Ze gebruiken geen riemen, koppelingen of hydraulische pompen. Dit ontwerp vermindert routineonderhoud aanzienlijk.
Belangrijke onderdelen, zoals kogelomloopspillen en lineaire geleidingen, gaan vaak meer dan 50 miljoen cycli mee voordat ze gerepareerd moeten worden. Veel machines hebben ook een automatisch smeersysteem en ingebouwde diagnostische waarschuwingen.
Intelligente bewaking houdt het aantal cycli, de temperatuur en trillingen bij. Het systeem kan voorspellen wanneer onderhoud nodig is. Deze aanpak vervangt onverwachte shutdowns door geplande onderhoudsvensters.
Ontwerptip: Kies persen met modulaire motoren en aandrijfeenheden voor meer flexibiliteit en gebruiksgemak. Modulaire ontwerpen vergemakkelijken het vervangen en behouden de compatibiliteit bij toekomstige upgrades van het besturingssysteem.
Veiligheid en integratie
Een goed ontworpen pers moet niet alleen nauwkeurig vormen - hij moet ook operators beschermen, verbinding maken met automatisering en meegroeien met toekomstige upgrades.
Veiligheidsfuncties
Veiligheid in servopersen berust op drie hoofdgebieden: bescherming, preventie en naleving. Elk gebied werkt samen om de veiligheid van operators te garanderen en een stabiele productie te handhaven.
Vaste afschermingen, dubbele handbediening en noodstopknoppen bieden fysieke bescherming. Preventie is gebaseerd op slimme sensoren en detectie van overbelasting. Wanneer het systeem een abnormale kracht of positie detecteert, stopt het de beweging onmiddellijk.
De meeste moderne servopersen voldoen aan de CE, OSHA of ISO 13849-1 vereisten. Deze conformiteit ondersteunt veilig gebruik in geautomatiseerde en halfgeautomatiseerde lijnen. Veel systemen voegen ook lichtschermen, zonescanners en deurvergrendelingen toe om operators te beschermen tijdens installatie en onderhoud.
Inzicht in techniek: Servopersen met gecertificeerde veiligheidsbesturingen kunnen de insteltijd met 15-20% verkorten. Operators kunnen binnen bepaalde veilige zones werken zonder de machine helemaal uit te schakelen.

Automatiseringscompatibiliteit
Servopersen integreren gemakkelijk met robots, transportbanden, feeders en vision-systemen. Hun beweging en timing kunnen digitaal worden gekoppeld via protocollen zoals EtherCAT, PROFINET of Modbus TCP.
In een typische opstelling laadt een robot een onderdeel, geeft de pers het signaal om te draaien en verwijdert vervolgens het afgewerkte stuk. Alle acties blijven binnen milliseconden gesynchroniseerd. Deze coördinatie vermindert handmatige handelingen en verbetert de processtabiliteit.
Dankzij de betrouwbare automatisering kunnen servopersen continu onbemand werken. Hierdoor kunnen fabrikanten 24 uur per dag, 7 dagen per week werken met behoud van constante kwaliteit en herhaalbaarheid.
Controleer bij het beoordelen of je pers automatisering ondersteunt:
- Meerdere programmeerbare I/O-poorten
- Real-time communicatie met PLC's
- Externe start/stop- of positietriggers
- Integratie met kwaliteitssensoren of camera's
Ontwerptip: Als je van plan bent om in de toekomst te automatiseren, kies dan een pers met een open communicatiearchitectuur. Dit garandeert compatibiliteit met toekomstige robotica of upgrades voor digitalisering van de fabriek.

Totale eigendomskosten (TCO) evalueren
De prijs is de meest voor de hand liggende maatstaf om te vergelijken, maar vertelt zelden het hele verhaal. Twee persen met vergelijkbare prijzen vooraf kunnen aanzienlijk verschillen in hun levensduurkosten door verschillen in energieverbruik, onderhoud en uptime.
Energie en operationele kosten
Servopersen verbruiken alleen stroom wanneer de slede beweegt of kracht uitoefent. In combinatie met regeneratief remmen kan deze aanpak de jaarlijkse energiekosten met ongeveer 30-50% verlagen.
Bij een kleine operatie die 8 uur per dag draait, kan de energiebesparing oplopen tot 8.000-10.000 kWh per jaar. Deze hoeveelheid komt in de buurt van het stroomverbruik van twee gemiddelde werkplaatsen.
Lage trillingen en een olievrije werking verlagen ook de extra kosten. Installaties besteden minder aan geluidsbeheersing en hoeven geen afgewerkte olie te verwerken.
Ontwerptip: Controleer het energieverbruik per cyclus en de kosten per goed onderdeel. Deze twee indicatoren tonen de echte bedrijfsefficiëntie van een omvormlijn.

Productiviteit en kwaliteit terugverdienen
Hoge precisie leidt direct tot een echt rendement op investering. Als de omvormkracht consistent blijft, dalen uitval en nabewerkingen. Programmeerbare bewegingen verlagen ook de belasting op gereedschap, waardoor het langer meegaat.
In veel toepassingen kan een herhaalbaarheid binnen ±0,01 mm het aantal defecten met 40-60% verminderen. De exacte verbetering hangt af van het productontwerp en de processtabiliteit.
Servo motion control vermindert de impact tijdens het vervormen. Deze vermindering kan de levensduur 20-40% verlengen en de vervangingskosten van het gereedschap verlagen. Na verloop van tijd worden deze besparingen groter. In hoogvolumelijnen is de terugverdientijd vaak 12-18 maanden.
Ontwerptip: Vraag bij het vergelijken van leveranciers om een gedetailleerde uitsplitsing van de kosten. Het model moet energiegebruik, onderhoudskosten en schrootvermindering omvatten, niet alleen de prijs van de machine.
Conclusie
Het kopen van een servopers is zowel een technische keuze als een zakelijke beslissing voor de lange termijn. De juiste machine voldoet niet alleen aan de tonnage- of snelheidsbehoeften van vandaag. Ze ondersteunt toekomstige productieplannen, automatiseringsdoelen en kostenbeheersing.
Een goede beslissing begint met een duidelijk begrip van uw toepassing en het bijbehorende proces. Bekijk van daaruit elke specificatie stap voor stap. Focus op tonnage, slaglengte, bewegingsbesturing, nauwkeurigheid, energieverbruik en veiligheid. Deze methode helpt ervoor te zorgen dat de pers vandaag bij uw bedrijf past en na verloop van tijd waarde blijft leveren.
Zoekt u hulp bij het selecteren van de ideale servopers voor uw specifieke toepassing? Ons engineeringteam kan uw vormbehoeften bekijken, de optimale machineopstelling voorstellen en de haalbaarheid van uw proces grondig beoordelen. Neem contact met ons op om je project te bespreken of een gratis technisch adviesgesprek aan te vragen.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
