Bent u op zoek naar een productieproces dat kracht, veelzijdigheid en kosteneffectiviteit combineert? Veel ingenieurs en fabrikanten worstelen met het vinden van de juiste balans tussen kwaliteit en efficiëntie. Aluminiumextrusie biedt een oplossing voor deze veel voorkomende fabricageproblemen.
Aluminiumextrusie vormt metaal tot precieze vormen. Ingenieurs en fabrikanten gebruiken het om stevige, lichtgewicht onderdelen te maken. Dit proces verbetert de efficiëntie, verlaagt de kosten en vergroot de ontwerpflexibiliteit.
Waarom zou je je zorgen maken over aluminium extrusie? Het biedt eindeloze ontwerpmogelijkheden en kan voldoen aan nauwkeurige specificaties. Laten we eens kijken hoe dit proces werkt en waarom het zo populair is.
Wat is aluminium extrusie?
Aluminiumextrusie is een productieproces waarbij een aluminiumlegering wordt gevormd tot specifieke profielen. Hierbij wordt verhit aluminium door een matrijs geperst, die als een mal fungeert. Het resultaat is een doorlopend stuk aluminium met een dwarsdoorsnede die overeenkomt met de vorm van de matrijs.
Het extrusieproces is gebaseerd op het vermogen van aluminium om te vloeien wanneer het wordt verhit. Eerst wordt een aluminium staaf verwarmd tot ongeveer 800-925°F, waardoor het zacht maar niet vloeibaar wordt. Vervolgens wordt dit zacht geworden metaal onder hoge druk door een matrijs met een specifieke openingsvorm geperst. Als het metaal erdoorheen gaat, neemt het de exacte vorm van die opening aan.
Dit proces werkt omdat aluminium bij verhitting plastisch wordt - het kan vloeien zonder te breken. De hydraulische ram oefent druk uit tot 15.000 ton en duwt het metaal door de matrijs. Eenmaal uit de matrijs koelt het aluminium af en wordt het hard, waardoor het zijn nieuwe vorm behoudt.
Het proces van aluminiumextrusie: Stap voor stap uitleg
Bij het aluminium extrusieproces wordt ruw aluminium in precieze stappen omgezet in bruikbare vormen. Laten we elke stap in detail bekijken.
Stap 1: Billet voorbereiden
Eerst wordt de juiste legering gekozen op basis van de behoeften van het eindproduct. Veel voorkomende keuzes zijn 6061- en 6063-legeringen met verschillende sterkte- en afwerkingskwaliteiten.
Het aluminium wordt gegoten in knuppels met een specifieke diameter, meestal 3 tot 14 inch. Deze knuppels worden op lengtes gesneden die overeenkomen met de afmetingen van de extrusiepers en het benodigde materiaal.
Stap 2: Verwarmen en verzachten
Billets gaan een verwarmingsoven in waar ze temperaturen tussen 427°C en 496°C (800°F en 925°F) bereiken. Dit maakt het aluminium zacht genoeg om door een matrijs te duwen, maar nog steeds stevig.
Verwarming zorgt ervoor dat het materiaal soepel door de matrijs stroomt zonder te barsten of te breken.
Stap 3: Extrusie door een matrijs
De verwarmde billet wordt in de container van de extrusiepers geladen. Een krachtige hydraulische ram oefent vervolgens druk uit - tot 15.000 ton - om het zachte aluminium te duwen.
Het metaal wordt door een stalen matrijs geperst met openingen in de vorm van de gewenste dwarsdoorsnede. Terwijl het erdoorheen wordt geperst, neemt het aluminium precies deze vorm aan.
Stap 4: Koelen en afschrikken
De vers geëxtrudeerde profielen gaan naar een uitlooptafel met ventilatoren die er lucht over blazen voor de eerste afkoeling.
De profielen gaan dan een afschriksysteem in voor veel legeringen, vooral diegene die een hogere sterkte nodig hebben. Dit kan water, nevel of geforceerde lucht gebruiken om het aluminium snel af te koelen. Deze snelle koeling "vergrendelt" de gewenste metallurgische eigenschappen en voorkomt ongewenste veranderingen in de structuur van het metaal.
Stap 5: Rekken en rechtzetten
Tijdens het afkoelingsproces kan er enige vervorming in de profielen achterblijven, waardoor ze rechtgetrokken moeten worden. Om ze recht te maken, worden de profielen aan beide uiteinden vastgeklemd en met gecontroleerde kracht uitgetrokken. Door dit rekken wordt het metaal meestal 0,5% tot 2% langer.
Deze stap verlicht ook de interne spanningen van het extrusieproces, wat later kromtrekken helpt voorkomen. Het strekken zorgt voor consistentere afmetingen en verbetert de vlakheid van de profielen.
Stap 6: Snijden en afwerken
Precisiezagen zagen de lange, rechte profielen op de gewenste lengte. Standaardlengtes variëren van 8 tot 24 voet, maar aangepaste lengtes zijn mogelijk.
Veel profielen doorlopen ook oppervlaktebehandelingen. Deze omvatten anodiserendat kleur toevoegt en beschermt tegen corrosie. Andere therapieën zijn poederlak of mechanische afwerkingen zoals borstelen en polijsten.

Voordelen van aluminium extrusie
Aluminiumextrusie biedt een reeks voordelen die het een topkeuze maken voor ingenieurs, ontwerpers en fabrikanten. Laten we eens kijken naar de belangrijkste voordelen die dit proces onderscheiden.
Verhouding sterkte/gewicht
Aluminiumextrusies zijn ongelooflijk sterk en toch licht, waardoor ze ideaal zijn voor toepassingen waarbij gewichtsbesparing essentieel is. De hoge sterkte-gewichtsverhouding zorgt voor duurzaamheid zonder onnodige bulk toe te voegen.
Corrosiebestendigheid
Aluminium vormt van nature een beschermende oxidelaag, waardoor het zeer corrosiebestendig is. Dit is vooral handig in omgevingen die worden blootgesteld aan vocht of chemicaliën. Geëxtrudeerd aluminium kan ook worden behandeld met coatings of anodiseren voor een uitstekende bescherming.
Ontwerpflexibiliteit en maatwerk
Een van de grootste voordelen van aluminiumextrusie is de flexibiliteit in het ontwerp. Het proces maakt complexe vormen en ingewikkelde profielen mogelijk die met andere methoden moeilijk of duur te realiseren zouden zijn.
Kosteneffectiviteit
Aluminiumextrusie is een kostenefficiënte productiemethode. Het proces minimaliseert materiaalverspilling en de mogelijkheid om complexe vormen in één enkele stap te maken, vermindert de behoefte aan extra bewerkingen.
Soorten extrusieprocessen
Aluminium extrusie kan op verschillende manieren worden uitgevoerd, afhankelijk van de eisen van het project. Laten we eens kijken hoe ze werken en wanneer ze te gebruiken.
Directe extrusie
Directe extrusie is de meest gebruikte methode. De billet wordt in een vat geplaatst en een hydraulische ram duwt het door een stationaire matrijs. Het aluminium stroomt in dezelfde richting als de ram beweegt.
Deze methode wordt veel gebruikt omdat ze eenvoudig en kosteneffectief is. Het is geschikt voor het produceren van massieve profielen, holle vormen en halfholle ontwerpen.
Directe extrusie heeft echter enkele beperkingen. De wrijving tussen de billet en de containerwanden vereist meer kracht. Het proces creëert ook een "dode metaalzone" - materiaal dat niet goed vloeit en moet worden weggegooid.
Indirecte extrusie
Indirecte extrusie (achterwaartse of omgekeerde extrusie) is een andere manier om aluminium profielen te vormen. Bij deze methode is de matrijs bevestigd aan een holle ram die naar de billet toe beweegt. Het aluminium stroomt in de tegenovergestelde richting van de beweging van de ram door het holle gedeelte.
Omdat de billet stil blijft liggen ten opzichte van de containerwanden, is er veel minder wrijving bij indirecte extrusie. De billet glijdt niet tegen de container, waardoor een belangrijke bron van weerstand wegvalt.
Ontwerpoverwegingen voor aluminiumextrusies
Het maken van effectieve aluminium extrusieontwerpen vereist zorgvuldige planning. Dit hoofdstuk behandelt de belangrijkste factoren waarmee rekening moet worden gehouden bij het ontwerpen van aluminium extrusies.
Wanddikte en tolerantieniveaus
De minimale wanddikte voor aluminium extrusies varieert meestal van 0,040″ tot 0,080″ (1 tot 2 mm), afhankelijk van de legering en de complexiteit van het profiel. Dunnere wanden zijn mogelijk voor eenvoudige vormen in zachte legeringen, terwijl complexe profielen dikkere wanden nodig hebben.
Als de wanddikte in het hele profiel consistent is, stroomt het metaal gelijkmatig tijdens de extrusie. Secties met verschillende diktes kunnen verschillende koelsnelheden veroorzaken, wat kan leiden tot vervorming of interne spanning.
Standaardtoleranties voor aluminium extrusies volgen de richtlijnen van de industrie:
- Voor afmetingen onder 1″ is de tolerantie gewoonlijk ±0,012″.
- Voor afmetingen 1″ tot 3″ is de tolerantie gewoonlijk ±0,015″.
- Voor afmetingen van meer dan 3″ is de tolerantie gewoonlijk ±0,020″.
Complexiteit van profielen en doorsneden
Eenvoudige vormen zoals rechthoeken, hoeken en kanalen zijn het eenvoudigst en kosteneffectiefst om te extruderen. Naarmate de complexiteit toeneemt, nemen ook de gereedschapskosten en mogelijke productieproblemen toe.
De "omcirkelende cirkel"-regel helpt bij het meten van de complexiteit. Dit is de kleinste cirkel die de doorsnede volledig kan omvatten. Grotere cirkels betekenen meestal complexere extrusies.
Eigenschappen om te overwegen bij het ontwerpen van profielen:
- Scherpe hoeken moeten worden vermeden - gebruik waar mogelijk radii (minimaal 0,030″ tot 0,040″).
- Diepe kanalen zorgen voor stromingsproblemen - houd de diepte-breedteverhouding onder 4:1
- Ingesloten holtes (holle profielen) vereisen complexere matrijzen met bruggen of doornen
- Dunne uitsteeksels of vinnen hebben voldoende steun aan de basis nodig
Overwegingen over de verhouding sterkte/gewicht
Aluminium extrusies kunnen worden ontworpen om de sterkte te maximaliseren en tegelijkertijd het gewicht te minimaliseren.
Strategische plaatsing van materialen is de sleutel tot efficiënt ontwerp. Maak niet het hele profiel dikker, maar voeg alleen dikte toe waar spanningsconcentraties voorkomen.
I-profiel-, T-profiel- en kokerontwerpen bieden uitstekende sterkte-gewichtsverhoudingen voor verschillende belastingsomstandigheden:
- I-profielen voor buigbelasting in één richting
- Kokerprofielen voor torsiebelasting of buiging in meerdere richtingen
- T-profielen voor cantilevertoepassingen

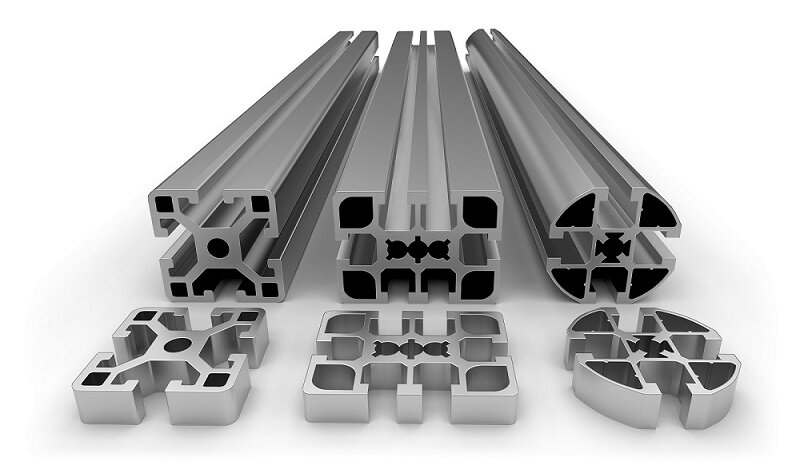
Welke vormen kunnen worden geëxtrudeerd?
Aluminium extrusie is ongelooflijk veelzijdig, waardoor verschillende vormen mogelijk zijn om aan verschillende ontwerpbehoeften te voldoen. Laten we eens kijken welke vormen je kunt maken.
Vormen
Massieve profielen zijn de eenvoudigste en meest voorkomende vorm van extrusie. Deze profielen hebben geen holle ruimtes of holle secties. Voorbeelden zijn staven, staven en platte strips. Massieve vormen zijn gemakkelijk te produceren en worden vaak gebruikt voor structurele onderdelen, frames en steunen.
Halfvaste vormen
Semi-vaste vormen hebben gedeeltelijk ingesloten holtes of openingen. Deze profielen zijn complexer dan massieve vormen, maar nog steeds relatief eenvoudig te extruderen. Voorbeelden zijn kanalen, hoeken en T-profielen. Halfvaste vormen worden vaak gebruikt in de bouw, machinebouw en automobielindustrie.
Holle Vormen
Holle vormen hebben volledig ingesloten holtes, zoals buizen of rechthoekige pijpen. Deze profielen vereisen meer geavanceerde matrijzen en processen, maar bieden uitstekende sterkte-gewicht verhoudingen. Holle vormen zijn ideaal voor toepassingen zoals warmtewisselaars, vloeistoftransportsystemen en lichtgewicht frames.
Conclusie
Aluminiumextrusie is een veelzijdig en efficiënt productieproces waarbij een aluminiumlegering wordt omgezet in aangepaste vormen en profielen. De voordelen zijn onder andere een hoge sterkte-gewichtsverhouding, uitstekende corrosiebestendigheid, ontwerpflexibiliteit, kosteneffectiviteit en duurzaamheid.
Als je op zoek bent naar aluminium extrusies van hoge kwaliteit die exact voldoen aan je specificaties, dan zijn wij er om je te helpen. Ons team van experts kan je begeleiden tijdens het ontwerp- en productieproces om ervoor te zorgen dat je de beste resultaten krijgt. Neem contact met ons op vandaag nog voor een gratis adviesgesprek of offerte!
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Vingerafdrukbestendig roestvrij staal: hoe het werkt en hoe te kiezen

OEM vs Loonproductie: Hoe het juiste model voor uw project te kiezen

Setupkosten vs eenheidskosten bij de productie van plaatmetaal
