Alodineren en anodiseren zijn beide veelgebruikte oppervlaktebehandelingen om aluminium onderdelen te beschermen, maar ze lossen totaal verschillende technische problemen op. De keuze tussen beide moet niet gebaseerd zijn op wat beter klinkt of minder kost, maar op de functionele eisen van je onderdeel.
Alodine is de beste keuze als uw onderdeel oppervlaktegeleiding nodig heeft voor elektrische aarding, extreem nauwe maattoleranties heeft waardoor er geen coating kan worden opgebouwd, of een betrouwbare basisprimer nodig heeft om te verven. Anodiseren daarentegen is de juiste keuze als je een uitzonderlijk hard oppervlak nodig hebt, een hoge slijtvastheid, een gecontroleerd cosmetisch uiterlijk of langdurige bescherming tegen zware omgevingsinvloeden.
De juiste keuze hangt volledig af van hoe het onderdeel gebruikt gaat worden. Een EMI-afgeschermde elektronicabehuizing, een CNC aluminium behuizing met hoge slijtage en een decoratief buitenpaneel vereisen allemaal verschillende strategieën voor oppervlakteafwerking. Je technische oordeel over de functie van het onderdeel is de beslissende factor.

Alodine vs Anodize in een oogopslag
Bij het bekijken van productieopties is een snelle vergelijking vaak al voldoende om de keuzes te beperken. Gebruik deze tabel als uw primaire beslissingsmatrix voordat u in de gedetailleerde engineeringparameters duikt.
| Functie | Alodine (Chemische omzetting) | Anodiseren (Elektrochemisch) |
|---|---|---|
| Procestype | Chemische onderdompeling bij kamertemperatuur | Elektrochemisch bad dat elektrische stroom vereist |
| Corrosiebestendigheid | Goed tot uitstekend | Uitstekend, vooral in ruwe omgevingen |
| Elektrische geleidbaarheid | Geleidend. Het helpt het natuurlijke aardingsvermogen van aluminium te behouden. | Isolerend. Het vermindert elektrisch contact via het oppervlak. |
| Oppervlaktehardheid | Zacht en gemakkelijker te krabben | Zeer hard. Het creëert een keramiekachtig, slijtvast oppervlak. |
| Verandering van dimensie | Zeer klein, meestal minder dan 0.0001" | Meetbare opbouw, vaak rond 0,0002" tot 0,002" |
| Verf- en coatingbasis | Uitstekend. Het ondersteunt sterke verf- en poedercoatinghechting. | Goed, maar vaak gebruikt als laatste standalone afwerking. |
| Kosten en nalevingsrisico | Lagere initiële kosten. Er zijn geen complexe rekken nodig. Specificeer voor RoHS-projecten Type II zeskantvrij conversielaag. | Hogere initiële kosten. Meestal zijn rekken en meer procescontrole nodig. Het is over het algemeen geschikt voor RoHS-conforme projecten. |
Hoe elke afwerking op aluminium werkt
Je hoeft geen diploma scheikunde te hebben om een oppervlakteafwerking te specificeren. Maar je moet wel de basismechanica begrijpen van hoe deze coatings worden gevormd.
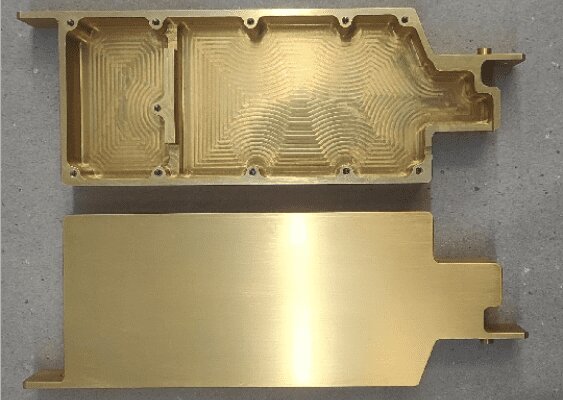
Alodine als chemische conversielaag
Alodine is een zuiver chemisch proces. Het aluminium onderdeel wordt ondergedompeld in een chemisch bad. Dit veroorzaakt een reactie die een microscopische, gelachtige beschermlaag op het oppervlak creëert.
Deze film wordt onderdeel van het aluminium maar verandert de onderliggende metaalstructuur niet fysiek. Omdat het alleen afhankelijk is van chemisch contact, vormt het zich relatief snel. Er zijn geen complexe elektrische instellingen of aangepaste rekken nodig.
Anodiseren als elektrochemisch oppervlakteproces
Anodiseren is een elektrochemisch proces. Het aluminium onderdeel wordt ondergedompeld in een zuur elektrolytbad en er wordt een elektrische stroom doorheen geleid. Het onderdeel fungeert als de anode in dit circuit.
Dit proces dwingt zuurstof in het bad om zich met het aluminiumoppervlak te verbinden. Er wordt opzettelijk een dikke, zeer gestructureerde laag aluminiumoxide opgebouwd. Je voegt niet zomaar een coating toe. Je verdikt de natuurlijke oxidelaag van het metaal kunstmatig tot een dichte, poreuze structuur.
De laagdikte verandert het gedrag van het onderdeel
Het verschil in hoe deze folies zich vormen, bepaalt hun dikte. En dikte verandert alles aan de lopende band. Een alodine coating is ongelooflijk dun. Het meet meestal minder dan 0,0001 inch (enkele microns). Daarom interfereert het niet met precisiebewerkte toleranties en blokkeert het de elektronenstroom niet.
Een geanodiseerde laag is aanzienlijk dikker en dichter. Standaard Type II anodisatie voegt ongeveer 0,0002″ tot 0,001″. van dikte. Type III Hardcoat kan toevoegen tot 0,002″ of meer.
Cruciaal is dat deze dikke aluminiumoxidelaag werkt als een elektrische isolator en een fysieke barrière. Als een standaard type II anodisatie bijvoorbeeld 0.001″ op je oppervlak, dat de afzetting aan beide zijden van een M4 gat met schroefdraad voorkomt. Vaak betekent dit dat je bevestigingsmiddelen er niet in gaan zonder de schroefdraad te strippen of een riskante tap na de bewerking nodig te hebben. Je moet in je CAD-modellen rekening houden met deze speling voordat de productie begint.
Prestatieverschillen die van invloed zijn op echte onderdelen
Het gaat erom hoe de oppervlakteafwerking reageert op wrijving, elektriciteit en de omgeving. Dit is precies wat er gebeurt als je Alodine of geanodiseerde onderdelen in het veld gebruikt.
Corrosiebescherming onder bedrijfsomstandigheden
Beide afwerkingen beschermen aluminium tegen oxidatie, maar ze gaan anders om met fysieke schade. Anodiseren biedt superieure, langdurige weerstand tegen corrosie, vooral in ruwe of maritieme omgevingen, door te fungeren als een harde fysieke barrière.
Alodine biedt een goede corrosiebescherming voor binnen- of gesloten omgevingen. Alodine heeft met name een "zelfherstellende" eigenschap. Als er een lichte kras op een onderdeel komt, kan het chromaat in de aangrenzende coating migreren om het microscopisch kleine kale metaal te bedekken, waardoor de corrosie vertraagd wordt. Anodiseren kan dit niet; een diepe kras laat het aluminium permanent blootliggen.
Geleidbaarheid voor aarding en EMI afscherming
Dit is een moeilijke keuze en als je het fout doet, is dat duur. Als een onderdeel elektriciteit moet geleiden, kun je de contactzones niet anodiseren.
Talloze elektronische behuizingen slagen niet voor hun FCC of CE EMI-test omdat een ingenieur een volledige anodisatie heeft gespecificeerd, onbewust een perfecte isolerende barrière creërend die het aardpad onderbreekt. Als je een kooi van Faraday, RF-afscherming of een geaarde PCB-montageplaat nodig hebt, specificeer dan Alodine.
Slijtvastheid voor behandelde of bewegende onderdelen
Alodine biedt geen weerstand tegen mechanische slijtage. De film is zacht en wrijft onmiddellijk weg als hij wordt blootgesteld aan glijdende wrijving of schurende omgevingen.
Anodiseren is aluminiumoxide - een keramiek. Het is uitzonderlijk hard. Standaard anodiseren Type II is goed bestand tegen dagelijks gebruik. Voor industriële glijdende onderdelen, tandwielen of pneumatische cilinders is Type III Hardcoat nodig. Het biedt een Rockwell C-hardheid van 60-70, waardoor het bijna net zo hard is als gereedschapsstaal.
Hechting van verf en poedercoating
Verf haat kaal aluminium. Het zal uiteindelijk afbladderen of afbladderen. Zowel Alodine als Anodize lossen dit op, maar Alodine is de superieure, meer kosteneffectieve primer.
Alodine biedt een uitstekende chemische grip voor natte verf en poederlakken. Belangrijker nog, het voorkomt "kruip" (corrosie onder de laklaag). Als de laatste verflaag bekrast is, voorkomt de Alodine eronder dat roest zich onder de intacte verf verspreidt.
Ontwerp- en tolerantierisico's vóór productie
Dit is waar CAD modellen botsen met de productierealiteit. Als er geen rekening wordt gehouden met de opbouw van de afwerking, is dat de belangrijkste oorzaak van afgedankte onderdelen tijdens de eindassemblage.
Coatingopbouw en onderdeelafmetingen
Alodine verandert de afmetingen van het onderdeel niet. Wat je bewerkt is wat je krijgt.
Anodiseren laat je onderdeel groeien. De vuistregel voor anodiseren is de 50/50 regel: de coating dringt 50% door in het substraat en bouwt 50% naar buiten toe op. Als u een Type III hardcoatdikte van 0,002″ opgeeft, groeit het buitenoppervlak van uw onderdeel met 0,001″. U moet deze groei aftrekken van uw CAD-afmetingen met nauwe toleranties voordat u het bestand naar de machinefabriek stuurt.
Gaten, sleuven en schroefdraad
Anodiseerafzetting is een nachtmerrie voor gaten met schroefdraad. Afzetting gebeurt op alle oppervlakken, wat betekent dat een cilindrisch gat krimpt met tweemaal de opbouw van de coating.
Op schroefdraad verandert deze opbouw de steekdiameter, waardoor standaardschroeven vastlopen. Als je een schroef in een geanodiseerde schroefdraad forceert, wordt het gat vaak beschadigd en omdat de anodiseerhuid keramisch hard is, zal het opnieuw tappen je gereedschap versplinteren en het hele onderdeel slopen. Je moet de machinefabriek instrueren om overmaatse tappen (bv. H-limieten) te gebruiken voor het anodiseren, of de gaten te dichten tijdens het chemische bad.
Gemaskeerde gebieden voor elektrisch contact
Ingenieurs ontwerpen vaak onderdelen die een geanodiseerde buitenkant nodig hebben voor slijtvastheid, maar kale of geanodineerde montagepads voor elektrische aarding. Dit vereist maskeren.
Maskeren is een zeer handmatig, foutgevoelig proces. Werknemers moeten met de hand aangepaste siliconenpluggen of hogetemperatuurtape aanbrengen. Voor een complex onderdeel kan het specificeren van gemaskeerde gebieden de kosten voor oppervlakteafwerking gemakkelijk verdubbelen en 3 tot 5 dagen toevoegen aan de doorlooptijd. Het introduceert ook het risico van randafloop, waarbij zuur onder de tape lekt en de tolerantie van de gemaskeerde pad ruïneert.
Problemen met vrije ruimte tijdens montage
Interferentie past, paspengaten en lagerboringen laten geen ruimte voor fouten. Als je een precisie-slipfitting ontwerpt voor een roestvaststalen as in een aluminium behuizingen dan de behuizing anodiseren zonder de boringdiameter aan te passen, zal de as niet passen.
Voor zeer nauwkeurige boringen is het gebruikelijk om het gat volledig te maskeren of om het gat na het anodiseerproces af te ruimen tot de uiteindelijke afmeting.
Materiaalrespons en afwerkingskwaliteit
Aluminium is niet één materiaal. Het is gelegeerd met koper, zink, magnesium en silicium. Deze legeringselementen reageren verschillend in chemische baden.
5052 metalen plaatdelen
5052 verdraagt zowel alodine als anodiseren uitzonderlijk goed. Er is echter een groot risico tijdens het lassen. Als een fabrikant 4043 lasdraad gebruikt om 5052 te lassen, zal het hoge siliciumgehalte in 4043 zwart worden tijdens het anodiseren, waardoor een lelijke, donkere lasnaad ontstaat. Je moet expliciet 5356 lasdraad op je tekeningen vermelden als het gelaste onderdeel geanodiseerd wordt.
6061 CNC-bewerkte onderdelen
6061 is de industriestandaard voor machinale bewerking en is zeer compatibel met beide processen. Het anodiseert prachtig, biedt een helder, uniform uiterlijk en neemt gekleurde kleurstoffen consistent op. Alodine vormt ook een zeer betrouwbare, consistente film op 6061.
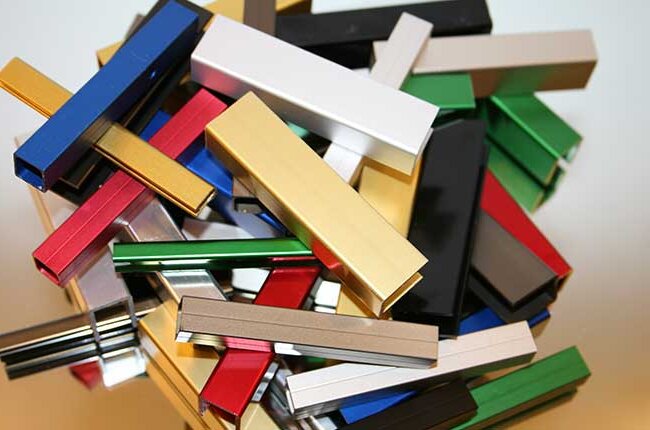
6063 geëxtrudeerde aluminium onderdelen
Net als 6061 levert 6063 uitstekende resultaten op het gebied van oppervlakteafwerking. Het is de primaire legering die wordt gebruikt voor architecturale extrusies (zoals raamkozijnen en koellichamen), juist omdat het een onberispelijke, cosmetisch perfecte Type II anodisatie aankan.
7075 aluminium risico's met hoge sterkte
7075 ontleent zijn enorme sterkte aan een hoog zinkgehalte. Helaas vecht dit zink het anodiseerproces aan. Type II anodisatie op 7075 ziet er vaak troebel, gelig of visueel inconsistent uit.
Bovendien is het bereiken van een dikke Type III Hardcoat op 7075 erg moeilijk en bestaat het risico dat het onderdeel "verbrandt" in het zuurbad. Als uw 7075 onderdeel geen extreme slijtvastheid vereist, is alodine een veel veiligere, betrouwbaardere optie.
Oppervlaklimieten van gegoten aluminium
Spuitgietlegeringen zoals A380 bevatten extreem veel silicium om het metaal beter in de mal te laten vloeien. Silicium anodiseert niet. Als je een spuitgegoten onderdeel probeert te anodiseren, is het resultaat een donker, vlekkerig, "smutty" oppervlak met een vreselijke weerstand tegen corrosie.
Geef geen anodiseren op voor gegoten onderdelen. Alodine werkt goed als corrosieremmer en is de standaardbasisprimer voor het verven of poedercoaten van gegoten behuizingen.
Kosten, doorlooptijd en productierisico
De echte kosten van een oppervlakteafwerking zitten verborgen in doorlooptijden, handmatige arbeid en uitvalpercentages. Je moet evalueren hoe elk proces schaalt van de prototypefase tot massaproductie.
Kosten voor prototypen en kleine series
Alodine is zeer kosteneffectief voor kleine volumes. Het chemische badproces vereist geen elektrische installatie. U kunt snel een enkel onderdeel verwerken zonder instelkosten.
Voor anodiseren gelden hogere minimum charges. De anodiseerlijn vereist een specifieke chemische balancering en continu elektrisch vermogen, waardoor kleine batches onevenredig duur zijn. Of je nu één prototype anodiseert of vijftig onderdelen, je betaalt dezelfde $150 lotkosten. Alodine vermijdt dit hoge minimum.
Kosten voor rekgereedschap en maskeren
Anodiseren vereist een continu elektrisch circuit. Elk onderdeel moet worden vastgeklemd op een geleidend rek.
Slimme ingenieurs specificeren altijd aanvaardbare "rekmarkeerlocaties" op hun tekeningen - verborgen oppervlakken waar het kale aluminium contactpunt het cosmetische uiterlijk niet verpest. Als uw onderdeel complexe geometrieën heeft of geen zichtbare tandheugelmarkeringen kan hebben, moet de fabriek aangepaste titanium tandheugelopspanningen maken. Dit brengt aanzienlijke gereedschapskosten met zich mee.
Maskeren verveelvoudigt je arbeidskosten. Het met de hand aanbrengen van hoge temperatuur tape of siliconen pluggen voor selectief anodiseren verhoogt zowel de prijs als de doorlooptijd drastisch.
Risico op nabewerking door slechte afwerkingscontrole
Fouten gebeuren. Hoe je ze herstelt, bepaalt je uitvalpercentage. Als een Alodine-coating de inspectie niet doorstaat, kan de fabriek deze eenvoudig strippen en de conversielaag opnieuw aanbrengen met minimale impact op het metaal.
Het strippen van een anodiseerhuid is destructief. De chemische stof eet de aluminiumoxidelaag weg, waardoor het onderliggende basismetaal wordt verbruikt. Een onderdeel strippen en opnieuw anodiseren zal de afmetingen permanent veranderen. Voor CNC-bewerkte precisieonderdelen of plaatmetalen onderdelen met nauwe toleranties betekent een mislukte anodisatie meestal een afgedankt onderdeel.
Batchconsistentie voor productiedelen
Alodine zorgt voor een zeer consistente afwerking in grote productieruns. Het is meestal helder of iriserend goud.
Anodiseren - vooral gekleurd anodiseren - is erg gevoelig voor procesvariabelen. Kleine veranderingen in de badtemperatuur, onderdompeltijd of de specifieke legering batch zal leiden tot merkbare kleurvariaties. Als je een grote assemblage maakt die uit meerdere geanodiseerde panelen bestaat, moet je samen met je leverancier strikte limietmonsters (aanvaardbare lichte/donkere kleurbereiken) opstellen.
RoHS en specificatiecontrole
Naleving van milieuwetgeving is een harde dobber voor internationale productie. U moet de juiste chemische classificatie op uw inkooporders vermelden om afwijzing door de douane of wettelijke aansprakelijkheid te voorkomen.
Risico op zeswaardig chroom
Traditionele alodine (MIL-DTL-5541 Type I) bevat zeswaardig chroom. Dit is een zeer giftige kankerverwekkende stof. Het is streng verboden door de RoHS- en REACH-richtlijnen van de Europese Unie. Als u onderdelen van Type I naar Europa verzendt, wordt uw product geblokkeerd bij de douane.
Hex-vrije en Type II conversie coatings
De moderne productie vertrouwt op veiligere alternatieven. U moet type II (driewaardig chroom of volledig chroomvrij) conversielagen specificeren. Deze voldoen aan alle RoHS-vereisten en bieden nog steeds een uitstekende corrosiebestendigheid en geleidbaarheid.
Bevestiging van leverancier vóór productie
Laat naleving nooit over aan veronderstelling. Schrijf niet zomaar "Alodine" op je technische tekening. Vermeld expliciet "RoHS-conform MIL-DTL-5541 Type II". op zowel de CAD-tekening als de inkooporder.
Alodineren vs Anodiseren: Kwaliteitscontroles vóór acceptatie van afgewerkte onderdelen
Wacht niet tot de eindassemblage om een afwerkingsfout te ontdekken. Voer deze standaardinspecties uit zodra de onderdelen aankomen bij uw ontvangstdok.
Visuele defecten en kleurconsistentie
Inspecteer geanodiseerde onderdelen onder helder, neutraal licht. Zoek naar "crazing" (microscheurtjes) of troebele plekken, die wijzen op een slechte temperatuurcontrole. Controleer op de onvermijdelijke rekstrepen en zorg ervoor dat ze zich op aanvaardbare, niet-cosmetische plaatsen bevinden. Controleer bij alodine of de coating ononderbroken is, zonder kale plekken of ernstige watervlekken.
Laagdikte en oppervlaktedekking
Gok niet naar de dikte. Gebruik een wervelstroomdiktemeter om te controleren of de anodiseerhuid aan de mil-specificatie voldoet. Inspecteer blinde gaten en diepe zakken. Als je een witte, poederige korst ziet, heeft de fabriek het zuur niet goed uit het gat gespoeld.
Hechting en afdichtingskwaliteit
Voer voor geverfde Alodine-onderdelen een standaard kruislingse hechtingstape-test (ASTM D3359) uit op een monster. Wrijf voor geverfde anodiseerhuid krachtig over het oppervlak met een schone witte doek. Als de kleur overgaat op de doek, zijn de anodiseerporiën niet goed afgesloten in het laatste warmwaterbad.
Geleidbaarheidscontrole voor alodine onderdelen
Dit is de eenvoudigste en meest kritische test. Neem een standaard digitale multimeter. Stel hem in om weerstand (Ohms) te meten. Raak met de sondes twee verschillende punten aan op het gealodiseerde oppervlak. De weerstand moet dicht bij nul ohm liggen, wat bevestigt dat er een actief aardpad is.
Alodineren vs Anodiseren: Selectiegids
Gebruik deze checklist om je uiteindelijke technische beslissing te nemen.
- Geleidende oppervlakken en aardingspunten: Kies Alodine.
- Nauwe toleranties en nauwsluitende functies: Kies Alodine (of maskeer specifieke gebieden voor het anodiseren).
- Slijtvastheid en blootgestelde oppervlakken: Kies Anodiseren (Type II of Type III Hardcoat).
- Kleurcontrole en cosmetische vereisten: Kies Anodiseren (met vastgestelde grensmonsters).
- Verf, poedercoating en nabewerking: Kies Alodine als de primaire basisprimer.
Conclusie
Kiezen tussen alodineren en anodiseren is geen debat over welk proces superieur is. Het is een strikte technische berekening gebaseerd op geleidbaarheid, tolerantiecontrole en slijtvastheid. Stem de chemie af op de functionele realiteit van je assemblagelijn en je eindgebruikersomgeving.
Als je de oppervlakteafwerking meteen goed hebt, voorkom je afgedankte onderdelen, vastgelopen assemblagelijnen en mislukte productlanceringen. Wanneer je klaar bent om van ontwerp naar productie te gaan, heb je een productiepartner nodig die deze realiteit op vloerniveau begrijpt.
Bij Shengen heeft ons engineeringteam meer dan 10 jaar ervaring in plaatbewerking en CNC-verspaning. Wij overbruggen de kloof tussen snelle prototyping en massaproductie. Upload uw CAD-bestanden vandaag voor een fabricagebeoordeling en een snelle, concurrerende offerte.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

