Ingenieurs komen vaak problemen tegen bij het ontwerpen van onderdelen die op elkaar moeten passen. Als de speling te groot is, kunnen onderdelen los aanvoelen, geluid maken of snel slijten. Als de speling te klein is, kunnen de onderdelen moeilijk te monteren zijn of zelfs defect raken. Om deze problemen te vermijden, gebruiken ingenieurs standaard pasvormen. Passingen bepalen hoe strak of los twee onderdelen op elkaar moeten aansluiten.
Door de juiste pasvorm te kiezen, kunt u tijd besparen, afval verminderen en prestaties verbeteren. Laten we de verschillende soorten eens bekijken.
Wat is een pasvorm in mechanische assemblages?
Passingen zijn een essentieel onderdeel van mechanische assemblages. Ze beschrijven hoe twee onderdelen op elkaar aansluiten en samenwerken, meestal een gat en een as. De passing bepaalt of de onderdelen vrij bewegen, vastzitten of ergens tussenin blijven hangen.
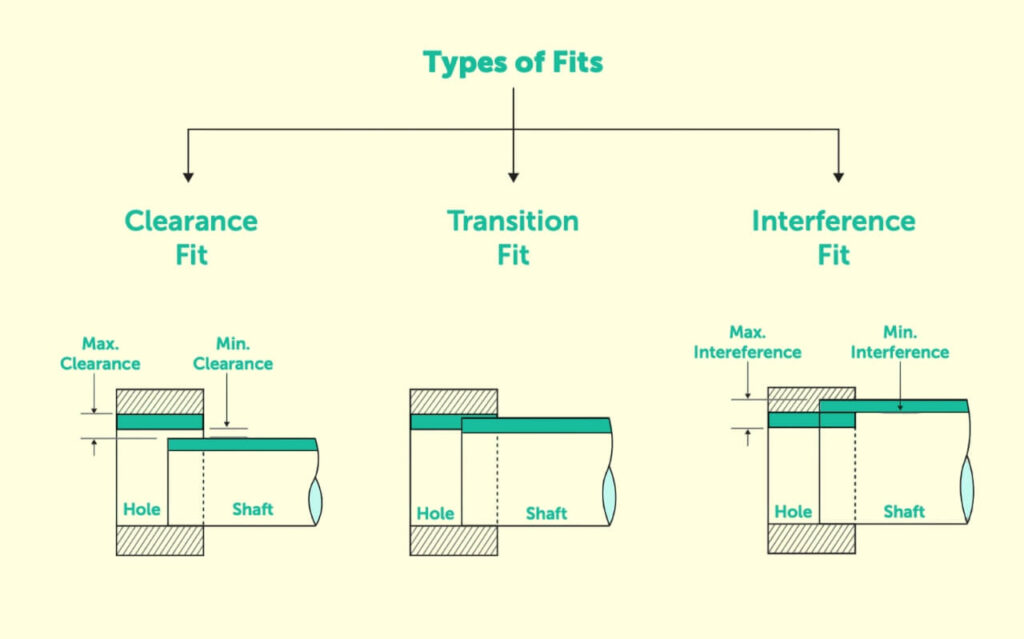
Het klassieke voorbeeld is een as in een gat. Als het gat groter is, kan de as bewegen. Dit is een passing met speling. Als de as groter is, drukt hij in het gat. Dat is een interferentiepassing. De passing kan een kleine spleet of lichte druk toelaten als de maten erg dicht bij elkaar liggen. Dit is een overgangspassing.
De juiste passing hangt af van de functie van de onderdelen. Lagers hebben speling nodig zodat ze kunnen draaien. Geperste tandwielen hebben interferentiepassingen nodig om vast te blijven zitten. Overgangspassingen werken goed als onderdelen op één lijn moeten liggen, maar maken gecontroleerde assemblage mogelijk. Elk type heeft zijn eigen rol en de verkeerde keuze kan de sterkte, nauwkeurigheid of levensduur verminderen.
De relatie tussen boorgat- en schachtsystemen
Ingenieurs gebruiken twee centrale systemen om pasvormen toe te passen: het gaten- en het assenstelsel.
Bij het gatensysteem blijft de gatgrootte vast, terwijl de asgrootte verandert om verschillende passingen te creëren. Dit is de meest gebruikte methode omdat gatmaten gemakkelijker te controleren zijn met standaard gereedschap.
Bij het schachtsysteem blijft de schachtmaat vast, maar verandert de gatmaat. Dit systeem komt minder vaak voor, maar is handig als assen uniform moeten blijven bij veel toepassingen. Beide systemen geven ingenieurs flexibiliteit. Ze helpen een evenwicht te vinden tussen productiebeperkingen en prestatiebehoeften.
De rol van toleranties en spelingen
Toleranties bepalen de toegestane variatie in onderdeelgrootte. Geen enkel onderdeel wordt exact op maat gemaakt, dus definiëren toleranties de maximale en minimale grenzen. Deze grenzen bepalen of onderdelen bewegen, persen of uitlijnen zoals het hoort.
Speling is de ruimte tussen twee onderdelen. Een positieve speling betekent dat het gat groter is, waardoor beweging of gemakkelijk montage. Een negatieve speling betekent dat de as groter is, waardoor deze nauwer aansluit. Overgangspassingen kunnen een kleine positieve of negatieve speling hebben, afhankelijk van de gemeten maten.
Soorten passingen in mechanische assemblages
Het kiezen van de juiste pasvorm is een integraal onderdeel van mechanisch ontwerp. Elk dient een specifiek doel en heeft zijn eigen variaties.
Interferentie Fit
Een interferentiepasvorm treedt op als de as groter is dan het gat. In dit geval moeten de onderdelen geperst, verwarmd of gekoeld worden om op elkaar te passen. Door de negatieve speling duwen de oppervlakken tegen elkaar, waardoor sterke wrijving ontstaat die beweging verhindert. Daarom worden interferentiepassen ook perspassingen of wrijvingspassingen genoemd.
Een veelgebruikte manier om dit te bereiken is door perspassing met mechanische of hydraulische kracht. Een andere aanpak is krimppassen, waarbij een onderdeel tijdelijk wordt verwarmd of gekoeld om de grootte te veranderen. Zodra de temperatuur weer normaal is, wordt het onderdeel stevig op zijn plaats vastgezet.
De dichtheid van een interferentiepasvorm hangt af van de overlapping, die meestal varieert van -0,001 mm tot -0,042 mm. Binnen deze categorie zijn er verschillende niveaus:
- Druk op pasvorm - Een lichtere interferentiepassing die wordt gebruikt voor middelsterke verbindingen.
- Fit rijden - Een sterkere pasvorm waarbij kracht of temperatuur nodig zijn om te monteren.
- Gedwongen pasvorm - De strakste vorm, meestal permanent, vereist nauwkeurige toleranties om schade aan onderdelen te voorkomen.
Interferentiepassen zijn ideaal voor tandwielen, bussen en verbindingen voor zwaar gebruik die zelfs onder trillingen of belasting niet wegglijden.
Pasvorm
Er is sprake van een passing als het gat groter is dan de as. Hierdoor ontstaat een kleine opening waardoor de onderdelen ten opzichte van elkaar kunnen bewegen. Door de positieve speling is de montage eenvoudig en is er geen speciaal gereedschap nodig.
Pasvormen met speling zijn nuttig in verbindingen die rotatie, glijden of vrije beweging vereisen. De pen en het frame in een scharnierende verbinding zijn bijvoorbeeld afhankelijk van speling om rotatie mogelijk te maken en toch verbonden te blijven. De speling varieert meestal van +0,025 mm tot +0,089 mm.
Verschillende subtypes zorgen voor meer controle:
- Losse pasvorm - Grote speling, waardoor onderdelen merkbaar speling hebben en gemakkelijk bewegen.
- Gratis hardloopfit - Vergelijkbaar met loslopen, maar geschikt voor hoge snelheden en thermische expansie. De nauwkeurigheid is lager.
- Nauwsluitende pasvorm - Nauwere speling voor betere positionering terwijl beweging met hoge snelheid mogelijk blijft.
- Schuifpassing - Zeer nauwkeurig, met minimale speling die beweging in slechts één richting mogelijk maakt.
- Locatie Fit - Zeer kleine speling voor nauwkeurige uitlijning. Moet vaak gesmeerd worden voor een soepele werking.
Pasvormen met speling worden vaak gebruikt voor lagers, riemschijven en koppelingen, waar een soepele beweging en eenvoudige montage prioriteiten zijn.
Overgang Fit
A overgangs pasvorm zit tussen speling en interferentie. Afhankelijk van de exacte afmetingen kunnen de onderdelen een kleine spleet of een kleine overlapping hebben. Dit maakt overgangsvormen nuttig als onderdelen nauwkeurig uitgelijnd moeten worden, zodat ze gecontroleerd gemonteerd of gedemonteerd kunnen worden.
Het spelingbereik is meestal +0,023 mm tot -0,018 mm. Binnen deze groep bestaan twee gangbare types:
- Vergelijkbare pasvorm - Zeer lichte pasvorm met bijna geen speling of interferentie. Montage kan vaak met de hand worden gedaan met een zachte hamer.
- Vaste pasvorm - Iets strakker en vereist meestal persgereedschap voor montage.
Overgangspassingen worden vaak gebruikt in machineonderdelen die nauwkeurig moeten worden uitgelijnd zonder volledig permanent te zijn. Ze bieden een balans tussen nauwkeurigheid en montagegemak.
| Type pasvorm | Gat Basis | Schacht Basis | Type pasvorm | Toepassingen |
|---|---|---|---|---|
| Pasvorm | Gatmaat vast, as kleiner gemaakt | Asmaat vast, gat groter gemaakt | Losse tot vrije beweging | Lagers, riemschijven, schuifverbindingen |
| Overgang Fit | Gatenmaat vast, schacht licht aangepast | Asmaat vast, gat licht aangepast | Bijna nul speling, lichte druk | Stelpennen, koppelingen, machine-uitlijning |
| Interferentie Fit | Gatmaat vast, as groter gemaakt | Asmaat vast, gat kleiner gemaakt | Strakke pers, negatieve speling | Tandwielen op assen, bussen, permanente verbindingen |
Normen en systemen van passen
Ze geven ingenieurs een gemeenschappelijke taal voor het definiëren van toleranties en pasvormen. Met deze systemen voorkomen ontwerpers verwarring en kunnen fabrikanten consistente, uitwisselbare onderdelen leveren.
ISO-systeem van limieten en pasvormen
Het ISO-systeem is wereldwijd de meest gebruikte norm. Het definieert passingen aan de hand van tolerantieklassen en fundamentele afwijkingen. Een passing wordt geschreven als een combinatie van een letter en een nummer. De letter geeft de tolerantiepositie aan, terwijl het getal de tolerantiegraad aangeeft.
H7/g6 beschrijft bijvoorbeeld een specifieke passing tussen een gat en een as. Ingenieurs gebruiken deze codes om te weten hoe de onderdelen zich zullen gedragen als ze eenmaal gemonteerd zijn. Het systeem ondersteunt ook de wereldwijde handel omdat leveranciers en fabrikanten dezelfde regels volgen.
ANSI/ASME-normen
In de Verenigde Staten volgen ingenieurs vaak ANSI- en ASME-normen. Deze systemen dienen hetzelfde doel als ISO, maar weerspiegelen de Amerikaanse ontwerp- en productiepraktijken. Ze gebruiken ook Amerikaanse maateenheden, wat ze praktischer maakt voor lokale industrieën.
ANSI/ASME-normen zijn gebruikelijk in de lucht- en ruimtevaart, de auto-industrie en bij zware machines. Door deze regels toe te passen, zorgen bedrijven voor consistentie van ontwerp tot inspectie. Dit maakt het assembleren van onderdelen van verschillende leveranciers eenvoudiger zonder dat er een mismatch of fout optreedt.
Gatenbasis vs. asbasissystemen
Bij het toepassen van pasvormen kiezen ingenieurs tussen het gatenbasissysteem en het asbasissysteem.
- Bij het gatbasissysteem blijft de gatmaat vast en wordt de asmaat aangepast om verschillende pasvormen te creëren. Deze methode is het meest gebruikelijk omdat de gatafmetingen eenvoudig gecontroleerd kunnen worden met standaard gereedschap zoals boren en ruimers.
- Bij het asbasissysteem blijft de asmaat vast terwijl de gatmaat wordt aangepast. Deze aanpak is minder gebruikelijk, maar wel praktisch als assen dezelfde maat moeten houden bij veel ontwerpen. Een bedrijf dat bijvoorbeeld grote series standaard assen produceert, kan er de voorkeur aan geven om de gatmaten te variëren.
Belangrijke factoren voor het kiezen van een pasvorm
Bij het ontwerpen van samenstellingen moeten ingenieurs rekening houden met de werking van de onderdelen, de belastingen waaraan ze worden blootgesteld en hoe ze worden gemaakt. Deze punten helpen te bepalen of een speling, overgang of interferentiepassing juist is.
Vereiste beweging
De eerste vraag is beweging. Een passing met speling is meestal het beste als onderdelen moeten draaien, schuiven of verstellen. Het zorgt voor een soepele beweging met weinig weerstand. Lagers en schuifgeleiders zijn veelvoorkomende voorbeelden.
Een overgangspassing werkt goed als onderdelen uitgelijnd moeten blijven maar toch enige flexibiliteit toelaten tijdens de assemblage. Het biedt stabiliteit terwijl assemblage mogelijk blijft. Een interferentiepassing is de veiligste optie voor onderdelen die helemaal niet mogen bewegen.
Belasting en stress
De krachten op de onderdelen bepalen ook de keuze. Lichte belastingen gaan vaak goed samen met ruimpasvormen, vooral als een soepele beweging nodig is. Zware belastingen, schokken of trillingen hebben meestal interferentiepassen nodig. De nauwe sluiting voorkomt wegglijden en helpt de spanning te spreiden.
Overgangspassen zijn een middenkeuze. Ze kunnen gemiddelde belastingen aan en houden de onderdelen uitgelijnd. Materiaalsterkte is ook essentieel. Te veel interferentie met zwakkere materialen kan scheuren, verbuigen of blijvende schade veroorzaken.
Productiemethode
De manier waarop onderdelen gemaakt worden, beïnvloedt welke pasvorm praktisch is. Het hele basissysteem is het meest gangbaar omdat de gatenafmetingen met standaardgereedschap makkelijker te controleren zijn. Pasvormen gebruiken die overeenkomen met standaardgereedschappen voor grote volumes helpt kosten te besparen en de efficiëntie te verbeteren.
Sommige processen, zoals pers- of krimppassen, zijn beter voor interferentiepassingen. Andere, zoals ruimen of slijpenkan de nauwkeurigheid bereiken die nodig is voor overgangsvormen. Ingenieurs moeten een passing kiezen die overeenkomt met de ontwerpbehoeften en de meest efficiënte productiemethode.
Hoe bereik je maattoleranties voor pasvormen?
Toleranties juist instellen is de sleutel om pasvormen goed te laten werken. Zelfs kleine maatveranderingen kunnen een spelingpasvorm veranderen in een interferentiepasvorm of ervoor zorgen dat onderdelen defect raken tijdens assemblage. Om dit te voorkomen gebruiken ingenieurs en machinisten nauwkeurige methodes om afmetingen te controleren en onderdelen binnen de grenzen te houden.
Een cruciale stap is het kiezen van het juiste bewerkingsproces. Gewoon boren of draaien is niet altijd geschikt voor zeer nauwe toleranties. Bewerkingen zoals ruimen, slijpen, honen of CNC-bewerking worden vaak gebruikt voor nauwere passingen. Deze methoden verminderen de variatie en geven consistentere resultaten.
Nauwkeurig meetgereedschap is ook essentieel. Schuifmaten, micrometers en coördinatenmeetmachines (CMM's) controleren of onderdelen voldoen aan de gespecificeerde limieten. Regelmatige inspectie tijdens de productie helpt om fouten in een vroeg stadium op te sporen voordat ze de assemblage bereiken.
Ook de materiaalkeuze is van belang. Sommige metalen zetten uit, krimpen of vervormen tijdens bewerking of warmtebehandeling. Ingenieurs moeten met deze veranderingen rekening houden bij het instellen van toleranties om latere pasvormproblemen te voorkomen.
Praktische implementatie en best practices
Ingenieurs en machinisten moeten deze concepten correct toepassen tijdens het ontwerp en de productie. Goede interpretatie van tekeningen en bewustzijn van veelgemaakte fouten zorgen voor een soepele assemblage en voorkomen kostbaar herstelwerk.
Engineering-tekeningen en Fit Callouts interpreteren
Technische tekeningen gebruiken codes om passingen aan te geven. Een gat met de markering H7 in combinatie met een as met de markering g6 definieert bijvoorbeeld een passing met speling. Deze notaties komen van normen zoals ISO of ANSI/ASME.
Om ze correct te lezen, moeten ingenieurs naar de letter en het getal kijken. De letter geeft aan of de maat boven of onder de basismaat verschuift, terwijl het getal aangeeft hoe strak of los de tolerantie is. Verspaners gebruiken deze informatie om het juiste bewerkingsproces en de juiste inspectiemethode te kiezen.
Duidelijke communicatie is essentieel. Ontwerpers, machinisten en inspecteurs moeten allemaal hetzelfde standaardsysteem volgen. Het mengen van verschillende standaarden of het verkeerd lezen van codes kan leiden tot verkeerd passende onderdelen die niet op elkaar passen.
Veelvoorkomende valkuilen en hoe ze te vermijden
Een veelgemaakte fout is het kiezen van een pasvorm die te los of te krap is. Dit gebeurt vaak als de toleranties niet zijn afgestemd op de functie of belasting. Ingenieurs moeten altijd de werkomstandigheden controleren voordat ze een keuze maken.
Een ander probleem is het over het hoofd zien van productielimieten. Sommige pasvormen vereisen toleranties die erg duur of moeilijk te realiseren zijn. Door een vorm te kiezen die past bij de beschikbare gereedschappen en processen, bespaart u tijd en geld.
Materiaalgedrag is ook gemakkelijk te negeren. Warmte, bewerkingsspanningen of oppervlakteafwerking kunnen de uiteindelijke grootte van een onderdeel veranderen. Ingenieurs moeten met deze factoren rekening houden bij het definiëren van toleranties.
Conclusie
Passingen bepalen hoe onderdelen in mechanische assemblages met elkaar verbonden en bewogen worden. Pasvormen met speling maken vrije beweging mogelijk, overgangsvormen zorgen voor een precieze uitlijning met een kleine speling en interferentiepassen creëren strakke, veilige verbindingen. Ingenieurs kunnen betrouwbare producten met een lange levensduur ontwerpen door de passing te begrijpen en assemblageproblemen en dure fouten te vermijden.
Klaar om precieze pasvormen te krijgen voor je volgende project? Neem vandaag nog contact met ons op om uw ontwerp- en productiebehoeften te bespreken.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

