Veel technici en inkopers lopen tegen kwaliteitsproblemen aan met roterende onderdelen - trillingen, wiebelen of een inconsistente passing. De oorzaak ligt vaak in geometrische toleranties. Specifiek, cirkelvormige uitloop en totale uitloop. Deze twee GD&T controles lijken op elkaar, maar lossen verschillende problemen op. Als je ze door elkaar haalt, werken onderdelen mogelijk niet zoals gepland.
De cirkelvormige uitloop controleert de variatie bij elke cirkelvormige doorsnede. Totale runout controleert het hele oppervlak over de lengte. Rondloop richt zich op rondheid op één plek. Totale runout voegt rechtheid en conische controles toe over de hele vorm.
Volg mij voor eenvoudige afroepregels, maatopstellingen en echte getallen voor standaardmaten. U voorkomt verspilling en giswerk, slaagt voor audits en houdt uw lijn dagelijks in beweging.
Wat is Geometric Dimensioning and Tolerancing (GD&T)?
GD&T is een manier om de vorm en positie van onderdelen te controleren. Het stelt duidelijke grenzen zodat onderdelen in elkaar passen en bewegen zoals bedoeld.
In plaats van alleen getallen voor afmetingen te geven, definieert GD&T ook hoe recht, vlak of rond een oppervlak moet zijn. Het gebruikt symbolen op technische tekeningen om deze grenzen aan te geven.
Runout is een type tolerantie in GD&T. Deze bepaalt hoeveel een roterend oppervlak van zijn juiste pad mag afwijken. Als een as draait, moet hij soepel draaien. Runout controleert op wiebelen of verschuiven. Een meetklok wordt gebruikt om deze beweging te meten.
Runout is essentieel voor onderdelen die ronddraaien of nauw aansluiten op andere onderdelen. Te veel speling kan lawaai, extra slijtage of zelfs defecten aan onderdelen veroorzaken.
Wat is cirkelvormige uitloop?
Rondloop is een GD&T-controle voor roterende onderdelen. Het beperkt hoe ver een oppervlak in en uit beweegt op een enkele cirkelvormige doorsnede als het onderdeel om een nulpuntas draait. Het combineert rondheid en uitlijning ten opzichte van die as voor die ene sectie. Deze controle is van toepassing op cilinders, kegels en vlakken.
De tolerantie is niet van toepassing op taps toelopen, buigen of golven langs de as. De aangegeven tolerantie is gelijk aan de totale indicatoraflezing (TIR) die is toegestaan.
Hoe wordt rondloop gemeten?
Inspecteurs monteren het onderdeel zodat het om een referentieas draait, vaak met behulp van centers, een spantang of V-blokken.
Ze plaatsen een meetklok op het oppervlak, loodrecht op de meetrichting. Nadat ze de indicator op nul hebben gezet, draaien ze deel één een volledige omwenteling en noteren het verschil tussen de hoogste en laagste aflezing. Dit verschil is de TIR.
Ze herhalen het proces op elke vereiste locatie voor controles op meerdere doorsneden. Als ze een vlak controleren, plaatsen ze de indicator er loodrecht op in de buurt van de benodigde radius en volgen ze dezelfde stappen.
Belangrijkste toepassingen in mechanische componenten
Rondloop komt vaak voor op lagertappen waar een soepele rotatie essentieel is. Het wordt ook gebruikt op motor- en pompassen om trillingen te verminderen en op afdichtingsboringen of -warteldiameters om een gelijkmatig afdichtingscontact te houden. Ook remschijfvlakken, poeliegroeven en naven van tandwielen kunnen deze controle nodig hebben om lawaai en slijtage te verminderen.
Algemene symbolen en tekeningweergaven
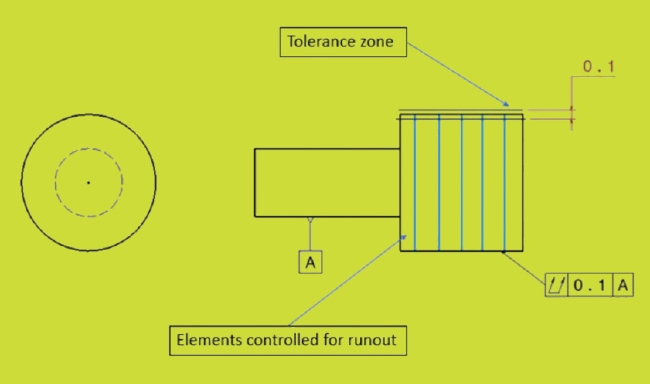
De tekeningen tonen de cirkelvormige uitloop in een feature control frame met het symbool voor de cirkelvormige uitloop (een enkele cirkelvormige pijl), de tolerantiewaarde en de nulpuntletter voor de as. Voorbeeld: [runout symbool] | 0,02 | A.
Een geleidelijn wijst naar het gecontroleerde oppervlak. De tolerantiezone is een band rond elke gemeten cirkel; er wordt geen diametersymbool gebruikt.
Runout gebruikt standaard RFS (ongeacht de feature size). MMC of LMC modifiers worden niet toegepast.
Als meerdere secties gecontroleerd moeten worden, kan de tekening een notitie bevatten zoals "meet op meerdere locaties" of meetpunten langs de lengte weergeven.
Wat is totale uitloop?
Totale runout is een GD&T tolerantie die oppervlaktevariatie beperkt wanneer een onderdeel roteert om een nulpuntas. In tegenstelling tot cirkelvormige runout, die één dwarsdoorsnede per keer controleert, controleert totale runout het hele oppervlak in één meting. Het controleert rondheid, rechtheid en conus tegelijkertijd.
De tolerantie geldt voor elk rond element en de lengte ertussen. De tolerantie is strenger dan de rondloop en biedt een strakkere controle voor kritieke onderdelen.
Hoe wordt de totale uitloop gemeten?
Om de totale uitloop te meten, monteer je het onderdeel zodat het rond zijn referentieas draait. Plaats een meetklok tegen het oppervlak. Schuif de indicator van het ene uiteinde van het oppervlak naar het andere terwijl het onderdeel draait.
Noteer de hoogste en laagste waarden tijdens het proces. De totale indicatorwaarde (TIR) moet binnen de opgegeven tolerantie blijven. Deze methode meet alle variaties samen en laat zien hoe het hele oppervlak presteert, niet slechts één deel.
Belangrijkste toepassingen in roterende onderdelen
Totale uitloop wordt gebruikt op precisieassenspindels en lagerpassingen. Dit is nodig als de vorm en uitlijning van het gehele oppervlak aan strakke limieten moeten voldoen. Voorbeelden zijn turbinerotors, versnellingsbakassen en krukassen in de auto-industrie. Door hier gebruik te maken van totale uitloop voorkom je onbalans, trillingen en geluid.
Algemene symbolen en tekeningweergaven
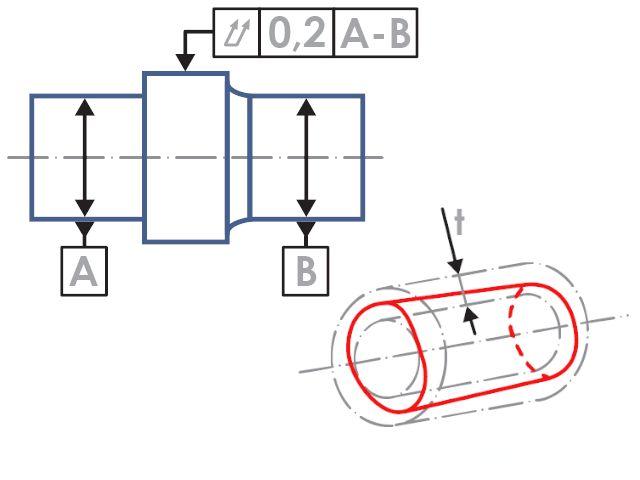
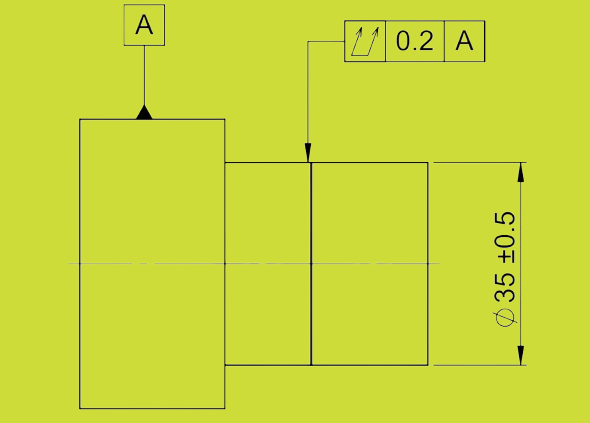
Op tekeningen wordt de totale uitloop weergegeven in een feature control frame met het totale uitloopsymbool (twee concentrische pijlen), de tolerantiewaarde en de nulpuntletter. Voorbeeld: [Dubbel pijlsymbool] | 0,01 | A.
Ze wordt meestal toegepast op cilindrische oppervlakken. De tolerantiezone is een 3D-band rond de volledige lengte van het oppervlak, uitgelijnd met de nulpuntas. Net als bij cirkelvormige uitloop wordt deze standaard op RFS ingesteld (ongeacht de vormgrootte) en worden er geen MMC- of LMC-modifiers gebruikt.
Gebruik totale uitloop als je volledige oppervlaktecontrole nodig hebt, niet alleen metingen op een paar punten.
Kernverschillen tussen rondloop en totale rondloop
Rondloop en totale rondloop lijken misschien op elkaar, maar ze controleren verschillende kenmerken van een onderdeel. Als je deze verschillen begrijpt, kun je de juiste controle kiezen voor je ontwerp of inspectie.
Meetbereik en oppervlaktedekking
De cirkelvormige uitloop meet één doorsnede per keer. Er wordt geen rekening gehouden met de oppervlaktevorm tussen de doorsneden. Er wordt alleen op specifieke punten gemeten.
De totale uitloop meet het volledige oppervlak over de lengte van het onderdeel. Het omvat rondheid, rechtheid, taps toelopend en golvend. Dit biedt volledige oppervlaktecontrole in plaats van controles op geïsoleerde plekken.
Invloed op de functionaliteit van het onderdeel
Rondloop houdt een onderdeel rond op bepaalde punten. Het vermindert wiebelen, maar houdt geen controle over taps toelopen of buigen.
Totale uitloop zorgt ervoor dat het onderdeel tijdens het draaien over de hele lengte trouw blijft. Het voorkomt runoutproblemen over het hele oppervlak en vermindert het risico op geluid, slijtage of lekken. Gebruik totale runout als elk punt op het oppervlak nauwkeurig uitgelijnd moet blijven met het referentiepunt.
Inspectiemethoden en -instrumenten
Beide controles maken gebruik van een meetklok en een roterende opspanning. De indicator blijft gefixeerd op één locatie terwijl het onderdeel ronddraait voor cirkelvormige uitloop. De indicator beweegt langs het oppervlak voor de totale uitloop terwijl het onderdeel draait en registreert variaties over de lengte.
Beide methoden vereisen stabiele Opspannen. Het onderdeel moet nauwkeurig rond de referentieas draaien. V-blokken, centers of een draaibank kunnen helpen om het stabiel te houden.
Tolerantiezone verschillen
De tolerantiezone is een 2D-cirkel bij elke gemeten doorsnede in cirkelvormige uitloop. Het oppervlak moet tijdens de rotatie binnen deze cirkel blijven.
De tolerantiezone is een 3D cilindrische band over de volledige lengte van de totale uitloop. Het oppervlak moet op alle punten binnen deze band blijven.
De totale uitloopzone is beperkter omdat deze alle variaties langs de lengte omvat. Hierdoor is de totale uitloop een strengere en uitgebreidere controle.
Factoren die de nauwkeurigheid van de rondloop beïnvloeden
Runoutmetingen kunnen veranderen door de manier waarop het onderdeel wordt vastgehouden, de gebruikte machine en de omgeving. Controleer deze factoren tijdens de inspectie om nauwkeurige resultaten te krijgen.
Fouten bij het monteren en spannen van het werkstuk
Runoutwaarden wijken af als het werkstuk niet gecentreerd is of niet gelijkmatig is opgespannen. Zachte bekken, ongelijke druk of vuile contactoppervlakken kunnen het werkstuk licht verschuiven.
Zelfs kleine verschuivingen veroorzaken aanzienlijke veranderingen in de aflezing. Monteer onderdelen altijd met nauwkeurige opspanningen. Reinig de te verbinden oppervlakken en gebruik herhaalbare opstellingen om foutieve metingen te verminderen.
Nauwkeurigheid spindelmachine
De spindel van de machine moet soepel draaien. Als de spindel wiebelt of slijtage vertoont, voegt dat extra uitloop toe. Dit maakt het moeilijk om te bepalen of de fout door het onderdeel of door de machine komt.
Controleer de spindelnauwkeurigheid voordat u onderdelen test. Gebruik een referentiestandaard of masteronderdeel om de stabiliteit van de machine te bevestigen.
Oppervlakteafwerking en imperfecties
Ruwe oppervlakken of bramen het contact van de meetklok beïnvloeden. Een hobbel of dip kan valse pieken in de meting veroorzaken.
Reinig het oppervlak voor het meten. Verwijder bramen, roest en spaanders. Gebruik een taster met een grotere contacttip voor ruwe onderdelen om kleine gebreken uit te vlakken.
Omgevingsfactoren zoals temperatuur en trillingen
Veranderingen in kamertemperatuur kunnen het onderdeel doen uitzetten of krimpen. Zelfs een paar graden kunnen het oppervlak verschuiven.
Trillingen van nabijgelegen machines kunnen de testopstelling doen schudden. Dit voegt ruis toe aan de meting. Gebruik stabiele tafels en test op een rustige plek. Laat de onderdelen op kamertemperatuur komen voordat je gaat testen.
Beste werkwijzen voor het opgeven van uitloop op tekeningen
Duidelijke en praktische runout callouts verminderen uitval van onderdelen, verlagen de kosten en verbeteren de productie-efficiëntie. De onderstaande tips kunnen helpen om betere resultaten te bereiken.
De juiste tolerantie voor de toepassing selecteren
Kies voor cirkelvormige uitloop als rondheid op specifieke secties voldoende is. Dit werkt goed voor eenvoudige assen, lagerzittingen en remschijven.
Gebruik totale uitloop als het hele oppervlak uitgelijnd en glad moet blijven. Het is geschikt voor lange assen, spindels en onderdelen met nauwe afdichtingen.
Stem het tolerantietype af op de functie van het onderdeel. Vermijd totale uitloop als cirkelvormige uitloop volstaat. Dit voorkomt extra werk en kosten zonder extra voordeel.
Te krappe toleranties vermijden
Te nauwe toleranties verhogen de productiekosten en kunnen de productie vertragen. Winkels hebben mogelijk apparatuur met hogere precisie of langere insteltijden nodig om aan extreme eisen te voldoen.
Begin met een realistische waarde. Bekijk vergelijkbare onderdelen of testmonsters om de benodigde tolerantie te bevestigen. Als 0,05 mm probleemloos werkt, hoef je geen 0,01 mm op te geven.
Communiceren met leveranciers en inspecteurs
Voeg aantekeningen toe op de tekening om de inspectiemethode of meetlocatie uit te leggen. Vermeld meetpunten, vereisten voor oppervlakteafwerking of oriëntatie van het onderdeel als deze van invloed zijn op de resultaten.
Bespreek toleranties met je leverancier voordat je de tekening afrondt. Controleer of ze de gereedschappen en processen hebben om te meten en aan de eisen te voldoen.
Deel zowel 2D als 3D CAD-bestanden en vraag vroegtijdig om feedback. Dit voorkomt vertragingen, vermindert misverstanden en zorgt ervoor dat het onderdeel voldoet aan de tekening en de werkelijke prestatiebehoeften.
Conclusie
Rondloop controleert de rondheid op enkele dwarsdoorsneden. Totale runout controleert het hele oppervlak over de lengte. Rondloop is eenvoudiger en geschikt voor het controleren van wobble op specifieke punten. Totale runout is strenger en beter voor roterende onderdelen met hoge precisie. Elk heeft zijn plaats in GD&T, afhankelijk van de functie van het onderdeel en de inspectiebehoeften.
Ben je op zoek naar deskundige ondersteuning bij krappe rondlooptoleranties of heb je onderdelen nodig die exact aan je specificaties voldoen? Neem vandaag nog contact met ons op. Ons team kan je helpen om de juiste oplossing voor jouw project te vinden.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

