Veel bewerkingsprocessen kunnen metaal vormen. Maar sommige methodes werken beter dan andere voor bepaalde onderdelen. Een veelvoorkomend probleem is hoe je sleuven of gaten kunt snijden die diep, schuin of gebogen zijn zonder het gereedschap te overbelasten of het onderdeel te beschadigen. Als je een manier nodig hebt om dit aan te pakken met hoge precisie en gladde afwerking, dan zal deze gids helpen.
Schuin frezen is een methode waarbij een spiraalvormige freesbaan wordt gebruikt om in metaal te snijden. De frees beweegt in een cirkelvormig pad terwijl hij ook naar beneden buigt, zoals een schroef. Dit vermindert de snijkracht, verlaagt de warmteontwikkeling en verbetert de spaanafvoer. Het wordt vaak gebruikt voor het bewerken van gaten, draden en kamers, vooral in hardere materialen.
Het is efficiënter dan gewoon boren. Het geeft een betere standtijd, nauwkeurigheid en oppervlaktekwaliteit. Wil je zien hoe het in de praktijk werkt?
Basisprincipes van spiraal frezen
In dit hoofdstuk wordt uitgelegd hoe het spiraalvormige pad werkt en waarom het de snijkwaliteit helpt verbeteren. Begrijpen hoe het gereedschap beweegt en hoe dit het materiaal beïnvloedt, is essentieel om deze methode goed te kunnen gebruiken.
Geometrie van spiraalvormige gereedschapsbanen uitgelegd
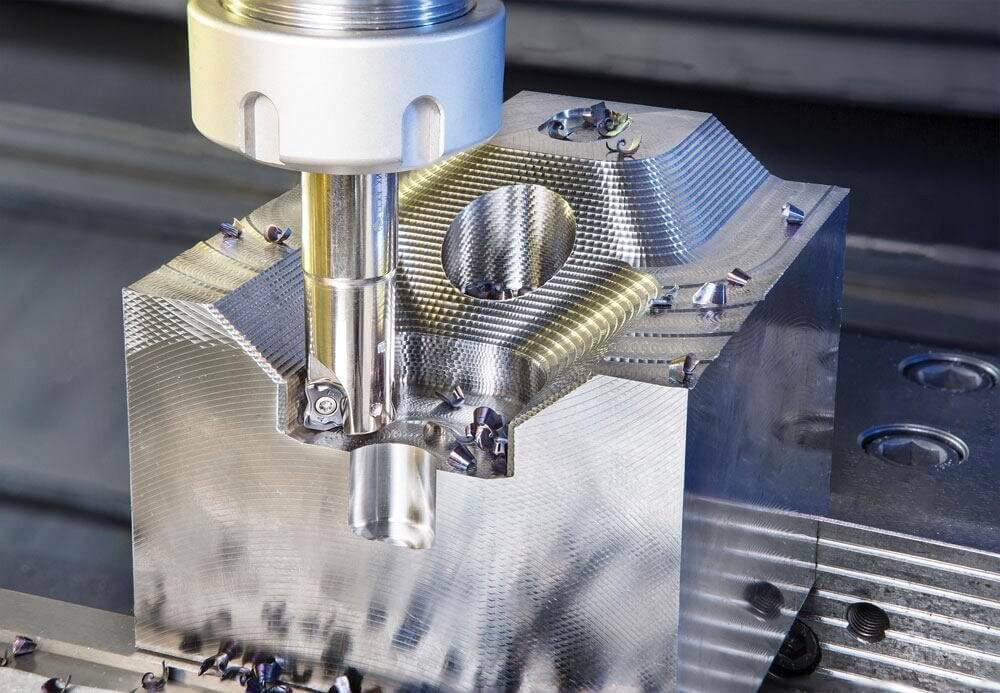
Bij schuin frezen gaat het gereedschap niet recht naar beneden. Het volgt een spiraal- of helixvormig pad. Tijdens het draaien beweegt het gereedschap zijwaarts in een cirkelvormige beweging en daalt het langzaam af in het materiaal.
Deze spiraalbeweging vormt een cilinder- of kegelvormige zaagsnede, afhankelijk van de hoek van het pad. De steek - de afstand tussen de bochten - kan worden aangepast om de diepte per pass te regelen.
Dit type pad vermindert plotselinge invoer van het gereedschap, waardoor geleidelijk snijden mogelijk wordt. Dit helpt de nauwkeurigheid van het werkstuk en de standtijd te behouden.
Snijkrachtverdeling
De spiraalvormige beweging verdeelt de snijkrachten gelijkmatig. In tegenstelling tot recht invallend frezen, waarbij alle kracht op één punt wordt gezet, wordt bij spiraalvormig frezen de belasting over de snijkant van het gereedschap verdeeld.
Deze constante belasting vermindert trillingen en hitte. Het voorkomt ook gereedschapbreuk en voorkomt dat het onderdeel vervormt. Dat is vooral handig bij het werken met hardere metalen of dunwandige onderdelen.
Gereedschapaanzet en spaanvorming
Tijdens de snede wordt op elk moment slechts een deel van de snijkant van het gereedschap ingeschakeld. Dit gedeeltelijke contact vermindert de slijtage van het gereedschap en zorgt voor een betere controle over de grootte van de spaan.
De spanen zijn dunner en consistenter, wat de afvoer verbetert en de kans op afzetting op de snijkant verkleint. Dit helpt de oppervlakteafwerking schoon te houden en de snijtemperaturen laag.
Apparatuur en gereedschap
Om effectief schuin te kunnen frezen, zijn de juiste machine-instellingen en gereedschappen nodig. In dit hoofdstuk wordt besproken welk type machines en snijgereedschappen het beste werken.
Geschikte CNC machines
Schuin frezen werkt op de meeste moderne CNC freesmachines. Zowel 3-assig en 5-assige machines kunnen dit aan. Het belangrijkste is een besturing die spiraalvormige gereedschapsbanen kan verwerken.
3-assige machines zijn prima voor verticale gaten en pockets. Voor schuine of gebogen snedes bieden 5-assige machines meer flexibiliteit. De machine moet ook een stijve constructie hebben om trillingen te weerstaan.
Gereedschapshouders en snijgereedschappen
De gereedschaphouder moet stabiel en nauwkeurig zijn. Spantanghouders met hoge snelheid of krimphouders zijn gangbare keuzes. Deze houders verminderen de uitloop en verlengen de levensduur van het gereedschap.
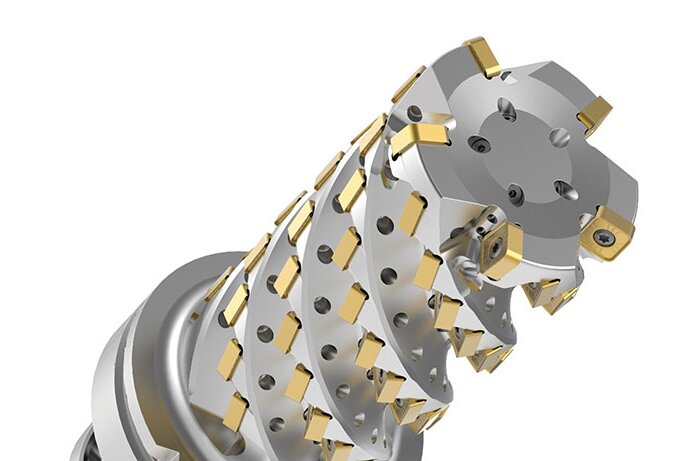
Als snijgereedschap worden vaak frezen gebruikt die in het midden kunnen snijden. Voor een betere spaanbeheersing zijn gereedschappen met variabele spaangeometrie of spaanbrekers nuttig.
De diameter van het gereedschap moet overeenkomen met de grootte van de snede. Kleinere gereedschappen geven meer detail, maar vereisen mogelijk lagere snelheden. Grotere gereedschappen snijden sneller maar hebben sterkere machines nodig.
Aanbevolen gereedschapsmaterialen
Hardmetalen gereedschappen worden het meest gebruikt voor schuin frezen. Ze blijven langer scherp en kunnen hoge snijsnelheden aan. Ze werken goed voor harde metalen zoals staal of titanium.
HSS-gereedschappen (High-Speed Steel) zijn goedkoper, maar slijten sneller. Ze zijn beter voor zachtere materialen of kleine series.
Gereedschappen met een coating zoals TiN, TiAlN of DLC bieden een betere hittebestendigheid en een langere levensduur. Deze zijn handig bij het snijden op hoge snelheden of bij het werken met abrasieve materialen.
Procesparameters en instellingen
Het kiezen van de juiste instellingen is de sleutel tot het verkrijgen van goede resultaten met schuin frezen. In dit hoofdstuk wordt uitgelegd hoe je het spiltoerental, de voedingssnelheid, de snedediepte en andere belangrijke factoren instelt.
Spindelsnelheid en voedingssnelheid
Het spiltoerental hangt af van het materiaal en het gereedschapstype. Hardere materialen hebben lagere toerentallen nodig. Zachtere materialen laten hogere toerentallen toe. Hardmetalen gereedschap kan sneller draaien dan HSS.
De aanvoersnelheid moet overeenkomen met de snelheid en de diameter van het gereedschap. Te snel en je riskeert gereedschapsslijtage. Te langzaam en het snijden wordt inefficiënt. Controleer altijd de aanbevelingen voor spaanbelasting van de gereedschapsmaker.
Keuze spiraalhoek
De helixhoek bepaalt hoe steil het gereedschap daalt. Een ondiepe hoek zorgt voor gladde sneden met minder spanning. Een steile hoek verwijdert meer materiaal maar verhoogt de belasting.
Voor zachte metalen of grote gaten kan een steilere hoek goed werken. Gebruik voor harde metalen of dunne onderdelen een ondiepe hoek om trillingen en hitte te verminderen.
Axiale en radiale snijdiepte
De axiale diepte is hoe diep het gereedschap in één werkgang langs de Z-as snijdt. Radiale diepte is hoe breed het gereedschap snijdt per omwenteling. Breng beide in balans om overbelasting van het gereedschap te voorkomen.
Een goede regel is om de radiale diepte kleiner te houden dan de gereedschapsdiameter. Axiale diepte kan dieper gaan als de machine en het gereedschap stijf genoeg zijn.
Step-Down strategie en snijpadplanning
De stap omlaag is hoeveel het gereedschap zakt bij elke spiraal. Kleinere stappen geven een betere oppervlaktefinish, maar kosten meer tijd. Grotere stappen versnellen alles, maar verhogen de snijkracht.
De snijtrajecten moeten de gereedschapshandgreep constant houden. Probeer plotselinge veranderingen in richting of belasting te vermijden. Gebruik constante spiraalbanen om de spanning op het gereedschap te verminderen en de kwaliteit van het werkstuk te verbeteren.
Toepassingen voor spiraal frezen
Helisch frezen is niet beperkt tot één taak. Het kan gaten, draden, grote diameters en complexe vormen aan. Dit hoofdstuk behandelt veelvoorkomende manieren waarop deze methode in winkels wordt gebruikt.
Schuin frezen voor het maken van gaten
Schuin frezen wordt vaak gebruikt om ronde gaten te maken, vooral in harde metalen. In plaats van boren beweegt het gereedschap in een spiraalvormig pad om het gat te vormen.
Bij deze methode wordt het gereedschap niet recht naar binnen geduwd. Het vermindert warmte en gereedschapsslijtage. Het creëert ook schonere gatwanden met betere controle over de afmetingen.
Het is ideaal voor gaten die te groot zijn voor standaardboren of wanneer exacte toleranties nodig zijn.
Schroefdraad frezen met spiraalvormige paden
Draad frezen maakt gebruik van spiraalvormige paden om schroefdraad in gaten te snijden. Het gereedschap volgt de spiraalvorm van de schroefdraad terwijl het draait.
Deze methode kan zowel binnen- als buitenschroefdraad snijden. Het is flexibel: je kunt één gereedschap gebruiken voor verschillende draadmaten. Het zorgt ook voor een betere spaancontrole en schonere schroefdraad.
Schroefdraad frezen is een goede keuze voor materialen met een hoge sterkte of onderdelen die een fijne schroefdraad nodig hebben.
Helische interpolatie voor grote diameters
Wanneer een gat te groot is voor een boor, wordt helicale interpolatie gebruikt. Het gereedschap snijdt de diameter geleidelijk in een spiraalvormige beweging.
Dit komt vaak voor in klephuizen, behuizingen en grote platen. Het bespaart kosten omdat er geen speciale grote boor nodig is. Het werkt ook goed op dikke materialen waar boren spanning zou veroorzaken.
Sleuven en gaten maken met spiraalvormige banen
Spiraalvormige paden kunnen ook sleuven of pockets creëren. Het gereedschap gaat van bovenaf in een spiraal naar binnen en verschuift dan zijwaarts om de vorm te openen.
Dit is handig als het werkstuk een zuivere ingang en gecontroleerde snijkracht nodig heeft. Het voorkomt overbelasting van het gereedschap en verbetert de spaanafvoer. Het beschermt ook dunne wanden en kwetsbare onderdelen tegen scheuren.

Voordelen van spiraal frezen
Schuin frezen biedt verschillende voordelen ten opzichte van traditionele inval- of rechte freesmethoden. Deze voordelen verbeteren de standtijd, de productkwaliteit en de algehele efficiëntie.
Minder gereedschapbelasting en trillingen
De spiraalbeweging vermindert het plotseling vastgrijpen van het gereedschap. De snijkracht wordt geleidelijk verspreid. Minder trillingen betekent soepeler zagen en een langere levensduur van het gereedschap.
Verbeterde oppervlakteafwerking
Omdat het gereedschap zacht invalt en in lagen snijdt, is de oppervlakteafwerking gladder. Er is minder kans op scheuren of ruwe randen.
Verbeterde spaanafvoer
Het spiraalvormige pad geeft spanen meer ruimte om naar buiten te komen. De spanen zijn dunner en vormen zich gelijkmatiger. Dit voorkomt ophoping waardoor het gereedschap oververhit kan raken.
Flexibiliteit voor complexe geometrieën
Schuin frezen kan een breed scala aan productvormen aan. Het werkt voor diepe gaten, schroefdraad, schuine wanden en pockets. Je kunt het gereedschapspad aanpassen aan aangepaste ontwerpen.
Beperkingen en uitdagingen
Schuin frezen heeft veel voordelen, maar er zijn ook een paar uitdagingen. Als u deze begrijpt, kunt u fouten voorkomen en het juiste proces voor elke klus kiezen.
Programmeercomplexiteit
Voor schuin frezen zijn meer geavanceerde freesbanen nodig dan voor gewoon boren of sleuven maken. Voor het programmeren van deze paden is CAM-software en enige ervaring nodig. Als de spiraalbeweging niet correct is ingesteld, kan deze fouten produceren of gereedschapscrashes veroorzaken.
Beperkingen aan de mogelijkheden van bewerkingsmachines
Niet alle machines ondersteunen vloeiende spiraalvormige bewegingen. Sommige oudere machines hebben moeite met gecoördineerde bewegingen in meerdere assen. Machines moeten stijf en nauwkeurig zijn om het gereedschap stabiel te houden tijdens de spiraalbeweging.
Doorbuiging van gereedschap en warmteontwikkeling
Als de snede te diep is of de stap omlaag te groot, kan het gereedschap licht doorbuigen. Deze doorbuiging beïnvloedt de rondheid van de gaten en de oppervlaktekwaliteit. Het snijden van harde metalen of te snel draaien kan ook de temperatuur verhogen.
Problemen met maatnauwkeurigheid
Nauwkeurig schuin frezen is afhankelijk van een nauwkeurige controle van de gereedschapsbeweging. Speling, speling of uitlijnfouten kunnen de productgrootte beïnvloeden. Als de baan niet goed gecentreerd is, kunnen gaten ovaal of te groot uitvallen.
Conclusie
Schuin frezen is een snijmethode waarbij het gereedschap in een spiraalvormig pad beweegt terwijl het geleidelijk naar beneden snijdt. Het biedt een betere oppervlakteafwerking, minder gereedschapbelasting en een grotere nauwkeurigheid. Deze methode is ideaal voor het bewerken van gaten, draden, sleuven en complexe vormen, vooral in harde metalen of kwetsbare onderdelen.
Hulp nodig bij het selecteren van het juiste proces of de juiste tooling voor je volgende project? Neem contact op met ons team voor deskundige ondersteuning en oplossingen op maat die zijn afgestemd op jouw behoeften.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

