ワイヤー放電加工とシンカー放電加工:その違いは?
どちらも電気火花を使って金属を成形する方法だ。しかし、その方法と得意とすることは、重要な点で異なっている。
加工プロセス
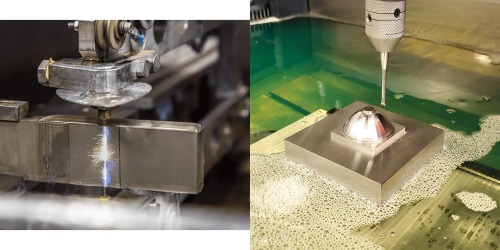
ワイヤーEDMは、経路に沿って動く細いワイヤーを使って部品を切断する。バンドソーのような働きをしますが、刃の代わりに火花を使用します。
シンカー放電加工は、空洞や型を形成するために部品に押し込む形状の電極を使用します。切断するのではなく、内部を成形します。
精度と公差
ワイヤーEDMはより高い精度を提供します。0.0001インチという厳しい公差を達成できるため、詳細なプロファイルや狭いコーナーに最適です。
シンカー放電加工は正確ですが、ワイヤー放電加工ほど正確ではありません。公差は±0.0002インチ程度が一般的です。深い加工や複雑なキャビティ加工に最適です。
電極線
ワイヤーEDMは、連続的に供給されるワイヤーを使用し、通常は真鍮または銅で被覆されている。ワイヤーが切削工具の役割を果たし、常に動いています。
シンカー放電加工では、多くの場合グラファイトや銅でできた特注の固体電極を使用します。この電極の形状は、希望する部品の形状に合わせます。
材料除去能力
ワイヤ放電加工は、単一の平面または経路に沿って材料を除去します。ワイヤー放電加工は、直線または輪郭のある形状の切断を得意としています。
シンカー放電加工は、部品の内部を大量に除去することができます。厚い材料や深い形状に適しています。
デザインの柔軟性
ワイヤーEDMは、スルーカットまたはオープンプロファイルの部品に限定されます。閉じたキャビティやブラインドホールを作ることはできません。
シンカー放電加工は、クローズドポケット、ブラインドホール、3D輪郭を作ることができます。内部設計の自由度が高まります。
加工速度
ワイヤーEDMは厚い部品には時間がかかる。薄い部分や厚さ12インチ以下の部品に最適です。
シンカー放電加工は、特に深いキャビティにおいて、より多くの材料をより速く除去します。重作業に適していますが、フライス加工よりも遅いです。
料金
ワイヤ放電加工は、オープンな形状や直線的な形状の場合、費用対効果が高くなります。カスタム電極が不要なため、セットアップコストが低くなります。
シンカー放電加工は、特に単品加工では高価になります。電極コストとセットアップ時間がかさみます。しかし、繰り返し加工や複雑な金型加工では費用対効果が高くなります。
ワイヤー放電加工とシンカー放電加工:正しい方法の選択
適切な放電加工方法を選ぶことは、仕事によって異なります。部品の形状、コスト、加工結果の精度を考慮する必要があります。
プロジェクト・タイプと部品形状
ワイヤー放電加工は、部品を切り抜く必要がある場合に使用します。鋭い角、薄い壁、複雑な外形に最適で、金型、パンチ、歯車の製作に最適です。
閉じた空洞、深いポケット、複雑な内部形状の部品には、シンカー放電加工をお選びください。詳細な内部形状が必要な金型、工具、厚みのある部品に適しています。
予算と制作規模
ワイヤーEDMはセットアップコストが低い。カスタム電極は必要ありません。時間とコストが重要な短納期や1回限りの加工に適しています。
シンカー放電加工はカスタム電極のため、初期費用が高くつく。しかし、大ロットや繰り返し金型を作るのであれば、そのコストは分散され、より効率的になります。
ご希望の表面仕上げと精度
ワイヤー放電加工は、より滑らかな表面と厳しい公差を作り出します。きれいなエッジと正確な寸法を必要とする用途に最適です。
シンカー放電加工でも滑らかな仕上げが可能ですが、研磨が必要な場合があります。精度は高いが、ワイヤーEDMほどシャープではなく、外側の詳細な形状を作ることができる。
結論
ワイヤーEDMとシンカーEDMはどちらも、複雑な金属部品の精密加工を提供します。ワイヤーEDMは、詳細なプロファイルやシャープなエッジの加工に最適です。スルーカットや公差の厳しい加工に適しています。シンカーEDMは、深い空洞や内部形状に適しています。厚みのある部品やカスタム金型加工に対応します。正しい選択は、プロジェクトの形状、精度、加工量のニーズによって異なります。
部品に最適なEDMプロセスの選択にお困りですか? お問い合わせ 専門家によるサポートと迅速な見積もりをご希望の方は、今すぐお問い合わせください。