穴あけは一般的な機械加工作業ですが、ブラインドホールは独特の課題があります。正確な深さ制御、きれいな仕上げ、慎重な材料除去が要求されます。適切なアプローチを行わないと、精度の低下、表面の荒れ、工具の破損などの問題が発生する可能性があります。エンジニアと機械工は、完璧な結果を得るために最高の技術を必要とします。
ブラインドホールは、自動車部品から家電製品まで、製造業のいたるところにある。しかし、ブラインドホールを正しく開けるには、単に穴を開けるだけでは不十分です。ブラインドホールが常に設計仕様を満たすようにするための、重要なステップとヒントを探ってみましょう。
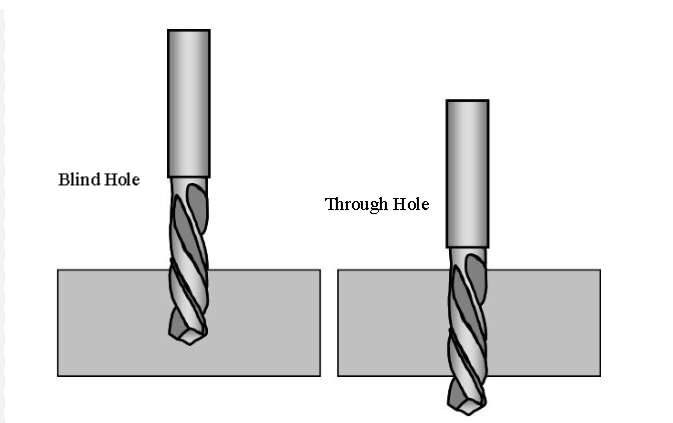
ブラインド・ホールとは、材料にドリル、フライス、またはボーリングで開けられた穴のことで、反対側には貫通していない。貫通穴とは異なり、ブラインドホールは深さと底面が決まっています。ファスナーや部品が材料と同じ高さにあるか、材料の中に隠れる必要がある場合によく使われます。
ブラインドホールは、その閉鎖端の設計のため、加工が難しい場合があります。切りくずがすぐに排出される貫通穴とは異なり、ブラインドホールは切りくずを内部に閉じ込めます。これは、適切に管理されない場合、表面仕上げの不良、工具の摩耗、さらには工具の破損につながる可能性があります。
ブラインドホールは、アプリケーションの要件に応じていくつかの構成があります:
ブラインドホールを開けるには、正確さと正しいアプローチが必要です。ここでは、正確できれいなブラインドホールを実現するためのステップ・バイ・ステップ・ガイドをご紹介します:
ブラインドホールを加工する場合、さまざまな加工工程に独自の利点があります。どの方法がお客様の用途に最も適しているかは、部品の要件によって決まります。
掘削 は、ブラインド・ホールを開ける最も一般的な方法である。より良い結果を得るには、底が平らなドリルビットかエンドミルを使用する。デプスストップまたはCNCプログラミングを使用して、深さを正確に設定する。ペックドリルを使用して切り屑と切削液を管理し、工具寿命と仕上げ面精度を向上させる。
CNC加工 は、ブラインドホールの高精度を提供します。CNCマシンをプログラムして、深さ、速度、送り速度を正確に制御する。平底ドリルやエンドミルなどの工具を使用して、滑らかな底面を実現します。CNC加工機では、自動ペック穴あけ加工も可能で、切り屑の排出が容易になります。
ブラインドホールのタッピングは、深さと切りくずの除去に注意する必要があります。ブラインドホール用に設計されたタップを使用し、先端がテーパー状になっているものを使うと、位置合わせがしやすくなる。切削油剤を塗布して摩擦を減らし、切りくずを取り除く。CNCマシンの場合は、正確なねじの深さとアライメントを確保するため、リジッドタッピングを使用する。
フライス加工 は、底面が平らなブラインドホールの作成に最適です。エンドミルを使用して、滑らかで正確な底面を実現します。深さと送り速度をコントロールして、工具のたわみを防ぎ、精度を確保します。フライス加工は、ドリル加工に比べて切り屑の排出が良く、特に深い穴の加工に適しています。
盲穴の清掃は、盲穴が正しく機能し、品質基準に適合していることを確認するための重要なステップです。詰まったゴミは、組み立ての問題や腐食、コーティングや接着剤を塗布する際の接着不良の原因になります。
穴の底まで届く細いノズルを備えた調整式エアガンを使用します。深い穴の場合は、エアガンの延長チューブを使用して、空洞の底に気流を送ります。
頑固な残留物には、ブラインドホールブラシ(穴のサイズに合った直径の円筒形の専用ブラシ)を使用する。ブラシを穴の底に差し込み、回転させて側面と底面をこする。ブラッシングには、オイルやクーラントをカットする適切な溶剤を併用する。
真空抽出システムは、他の方法では不十分な場合に、ブラインドホールから破片を引き抜くことができる。ショップバキュームに小さな真空チューブを接続し、穴に挿入して粒子や液体を抽出します。
ねじ山付きめくら穴には、ねじ山のピッチと直径に合ったねじ山掃除用具を使用する。これらの専用ブラシは、ねじ山そのものを傷つけることなく、ねじ山の間をきれいにします。
ブラインドホールを加工する際には、適切な深さのクリアランスが不可欠です。これがないと、切りくずが詰まる、ねじのかみ合わせが悪くなる、などの問題に直面します。 アセンブリ の問題だ。
ドリル深さのクリアランスとは、ブラインドホールの底に残された、機能上必要な深さ以上の余分なスペースのことです。この余分なスペースは、製造や組み立てにおいていくつかの重要な役割を果たします。
ねじ山付きめくら穴の場合、クリアランスは、ねじ山と完全にかみ合う前にファスナーの端が底抜けするのを防ぎます。業界標準では通常、ねじピッチの1.5倍とファスナーの面取り長さのクリアランスを推奨しています。
組立用途では、奥行きのクリアランスは トレランス・スタックアップ この小さな緩衝地帯が、組み立てを容易にし、部品間の干渉を防ぎます。この小さな緩衝地帯は、組み立てを容易にし、部品へのストレスを防ぎます。
一般的な加工では、穴径の10-15%か、少なくとも0.050″(1.27mm)のどちらか大きい方に相当するクリアランスを追加するのが目安です。これにより、材料を無駄にすることなく、切りくずや工具が走行するための十分なスペースが確保される。
ネジ穴の場合、次の式でクリアランスを計算する:
クリアランス=(ねじピッチ×1.5)+ファスナー面取り長さ + 0.020
0.020″は、ドリルポイントのばらつきと深度制御の制限を考慮した安全係数である。
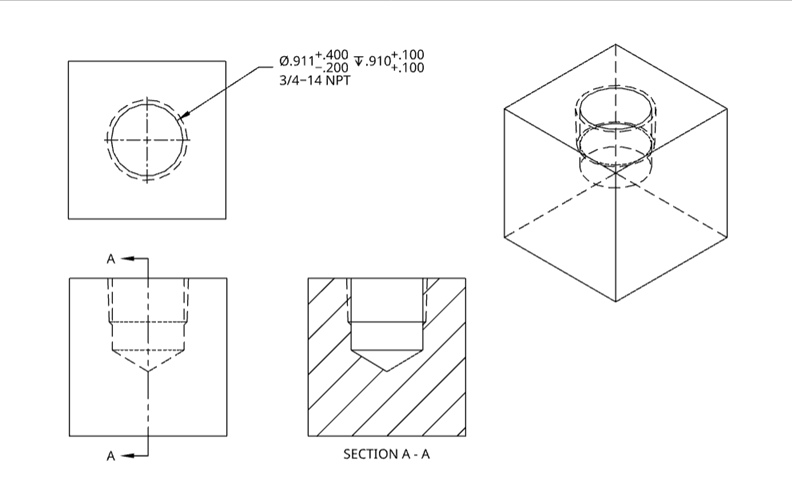
技術図面では、ブラインドホールの寸法と仕様を明確に伝えるために、特定の吹き出し記号を使って表現します。ここでは、一般的なブラインドホールの呼び方を説明します:
スルーホールとブラインドホールは、製造や設計において異なる役割を果たします。ここでは、その違いを明確に説明する:
ブラインドホールやスルーホールの他にも、エンジニアリングや機械加工で使われる穴にはいくつかの種類があります。それぞれのタイプには特定の目的があり、独特の加工技術が要求されます。ここではその概要を説明する:
ブラインドホールは、材料を貫通しない穴で、特定の深さと閉じた底が特徴である。自動車、航空宇宙、電子機器などの産業で、ねじ切り、締結、部品のハウジングなどに広く使用されています。ブラインドホールの加工には、精度、適切な工具、深さ、切りくず排出、表面仕上げに細心の注意が必要です。
ブラインドホールやその他の複雑な形状に対する専門的な指導や高品質の加工サービスをお探しなら、私たちにお任せください。 お問い合わせ 今すぐ、お客様のプロジェクト要件についてご相談いただき、ニーズに合わせてカスタマイズされたソリューションをご利用ください。
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。