薄い金属の溶接を改善する技術
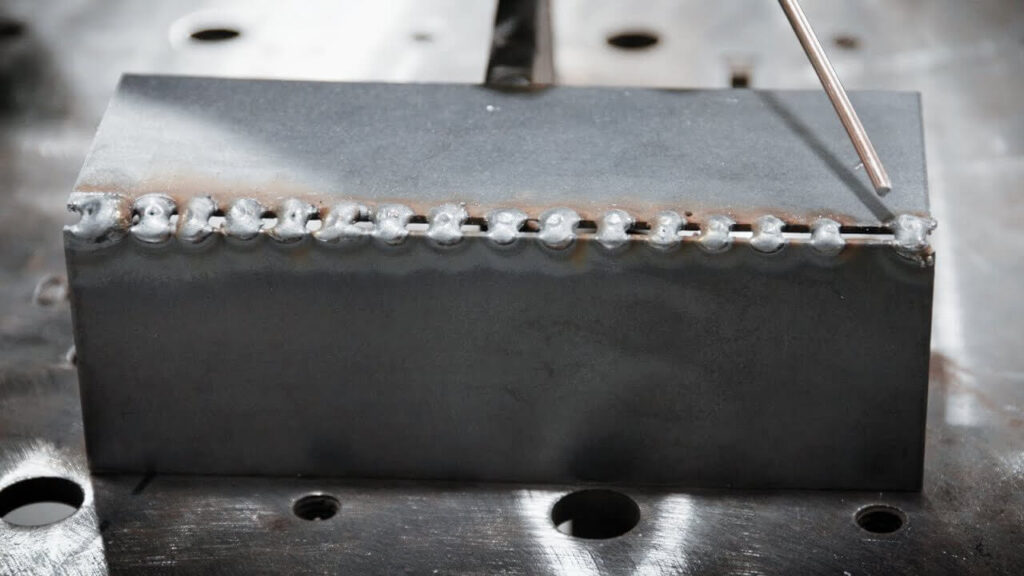
薄い金属を溶接するには、材料を焼いたり、弱い継ぎ目を作ったりしないよう、独自の方法が必要です。適切な技術を用いれば、きれいで丈夫な溶接ができる。以下の方法は、薄い金属の溶接を改善することができる。
薄板金属のパルス溶接
パルス溶接は、高電流と低電流を切り替える技術である。高電流で溶接プールを形成し、低電流で金属を冷却することで、熱が高まりすぎるのを防ぐ。
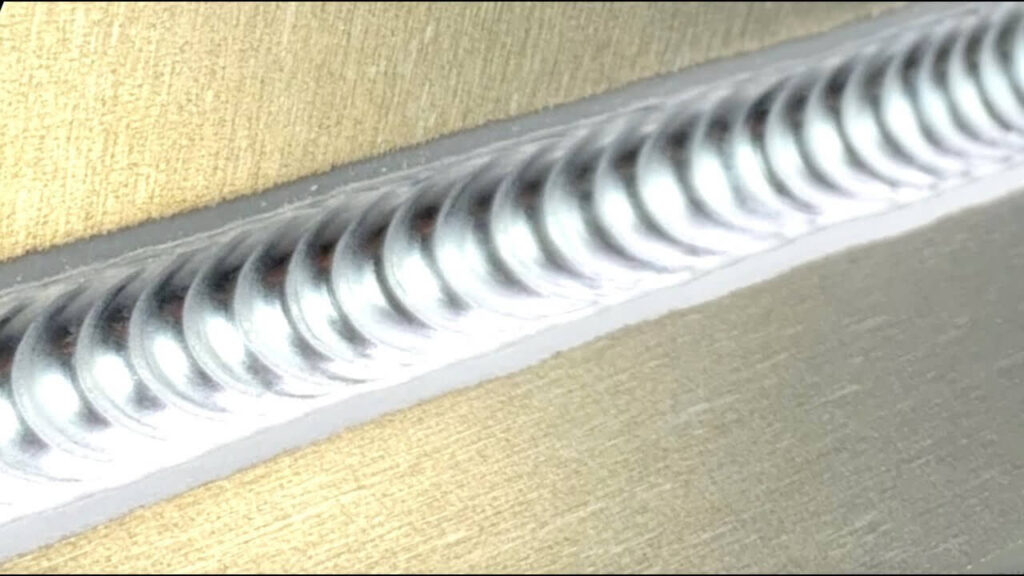
パルス溶接は、焼損のリスクを低減することで、薄い金属に有利です。また、溶接の深さを制御し、滑らかな仕上がりを実現します。
薄金属溶接のための低入熱技術
薄い金属を溶接する場合は、入熱を低くすることが重要である。熱を加え過ぎると、金属にゆがみが生じたり、焼 け切ったりすることがある。熱を抑えるには、小さめのフィラー・ロッドやワ イヤーを使い、溶接速度を速め、溶接機の電圧を下げ る。
研究によると、入熱を制御することで、金属が脆 くなりすぎるのを防ぎ、薄い金属の溶接を改善でき る。また、溶接部の清浄性と強度を保つのにも役立つ。
精密溶接のためのアーク制御
溶接アークの制御は精度の鍵です。安定したアークは、不要なスパッタやバーンスルーを 防ぐ。アークを維持するため、電極と金属の間の距離を一定に保つ。また、アーク長を短くして熱を抑え、精度を向上させる。
薄板溶接にありがちな落とし穴を避けるためのヒント
薄い金属の溶接は難しいものです。これらの問題を回避する方法を知っていれば、溶接の品質を向上させ、時間と材料を節約することができます。
薄い金属溶接部におけるスパッタとポロシティの防止
スパッタは、溶融金属が溶接プールから飛び散る ことによって発生する。気孔は、ガスが溶接部に閉じ込められ、小さな穴があ くことで発生する。
こうした問題を防ぐには、溶接機の設定を調整する。電圧を下げ、適切なワイヤー送給速度を使用し て、スパッタを減少させる。気孔の発生を防ぐため、安定したガス・フローを確保 する。
薄い金属エッジの割れの克服
薄い金属は、特にエッジの部分で割れやすい。これを避けるには、入熱を制御する。アンペアを低めにして、アークを一カ所に長時間とどめない。
エッジを少し予熱することで、溶接時の応力を 軽減することもできる。また、母材に適した溶加材を使用することで、亀裂の発生を防ぐことができる。
過剰な溶接溶着の回避
過剰な溶接析出は、溶加材を加えすぎて厚い 溶接ビードを形成した場合に起こる。これは、反りや溶接部の弱点となるため、 薄い金属では問題となる。
これを避けるには、適切なサイズのフィラー・ロッ ドを選び、溶接速度を一定に保つこと。余分な材料を増やさず、継ぎ目を埋めるのに十分な量のフィラーだけを加える。
結論
薄板金属の溶接には特有の課題があるが、適切なテクニックを用いれば、こうした課題も容易に解決できる。入熱の制御、適切な溶加材の使用、アーク精度の管理といった重要な要素が、きれいで強固な溶接を実現するために不可欠です。
溶接技術の向上や、次のプロジェクトについて専門家のアドバイスが必要ですか? お問い合わせ 完璧な溶接を実現するためにどのようなお手伝いができるか、今すぐご相談ください。
よくあるご質問
薄い金属に最適な溶接プロセスは?
薄い金属に最適な溶接プロセスは、多くの場合、MIG溶接またはTIG溶接である。TIG溶接は熱のコントロールが容易で、薄い金属に最適である一方、MIG溶接はより速く、より大きなプロジェクトに容易である。
薄い金属の溶接でバーンスルーを防ぐには?
バーンスルーを防ぐには、低めの熱設定と小さめ のフィラー・ロッドを使用し、速い溶接速度を維持 すること。アークを制御し、適切なガス・フローを使用す ることも、リスクを軽減するのに役立つ。
薄い金属の溶接では、なぜヒート・コントロールが重要なのか?
熱を加えすぎると、金属が焼けたり反ったりすることがあるため、熱のコントロールは非常に重要です。薄い金属はすぐに熱くなるので、適切な熱量を使うことで、こうした問題を避けることができます。
薄板溶接で使用される一般的な溶加材は何ですか?
代表的な溶加材には、軟鋼用のER70S-6、ア ルミニウム用のER4043またはER5356、ステンレス鋼 用のER308LまたはER316Lなどがある。溶加材は、常に被溶接材に適合させること。
薄い金属を歪みなく溶接できますか?
適切なヒート・コントロールを行い、素早く溶接し、溶接部をきれいにすれば、薄い金属でも歪みなく溶接できる。パルス溶接のような技術も、歪みを減らすことができる。
その他のリソース
薄板溶接における反り防止 – 出典: 製造と金属加工
溶接におけるシールドガスの重要性 – 出典: ホバートブラザーズ
よくある溶接ミスを修正する方法 – 出典:ミラー